Изобретение относится к обработке металлов давлением и может быть использовшю, например, iB автомобилестроении.
Известны устройства для профилирования ободьев колес, содержаии1с станину, агалзун, несущий верхний профилирующий ролик, и два нижних П рофилирующ.их ролика, консольио установленных на осях, закрепленных о станине с возможностью горизонтального перемещения.
Иодостатком известных устройств является то, что для профилирования ободьев колес большого диа.мет1ра обод зажимается роликами только в зоие деформирава.ния, в то время как нрот.н1воноложная сторона Обода имеет торцовое биенпе, 1нрпвил,ящее к пе:иснряв}шо:лу браку.
Целью предлагаемого изобретения является повышение качества изделий.
Для этого устройство снабжено механизмом уде ,ржанг1я заготовок от торцозого б.иелия, вы:нолненным в виде двух пара.тлельных осей, на концах которых установлены с возможност ;1о осевого ,мсщепия конические IiCj.iiiKii, а опоры осей связаны со станиной с возможностью вертикального пе ремещения посредством Г01ризонтальной пл.итьг, на которой закреплены направляющие колонки.
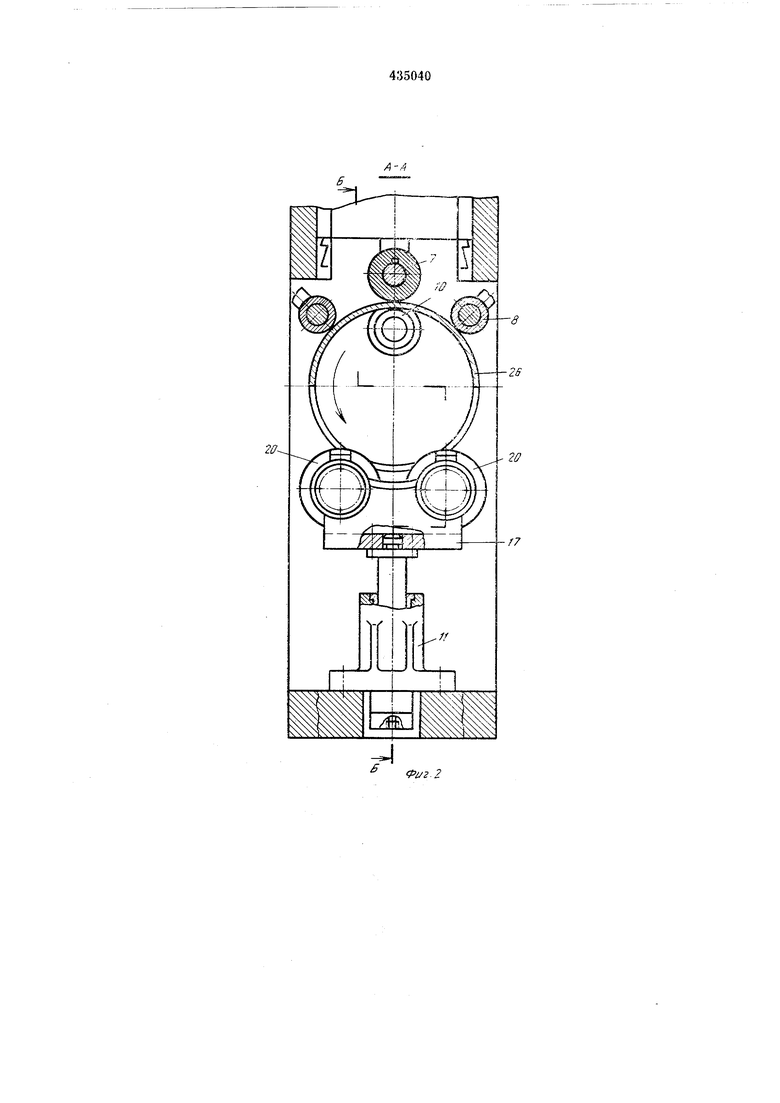
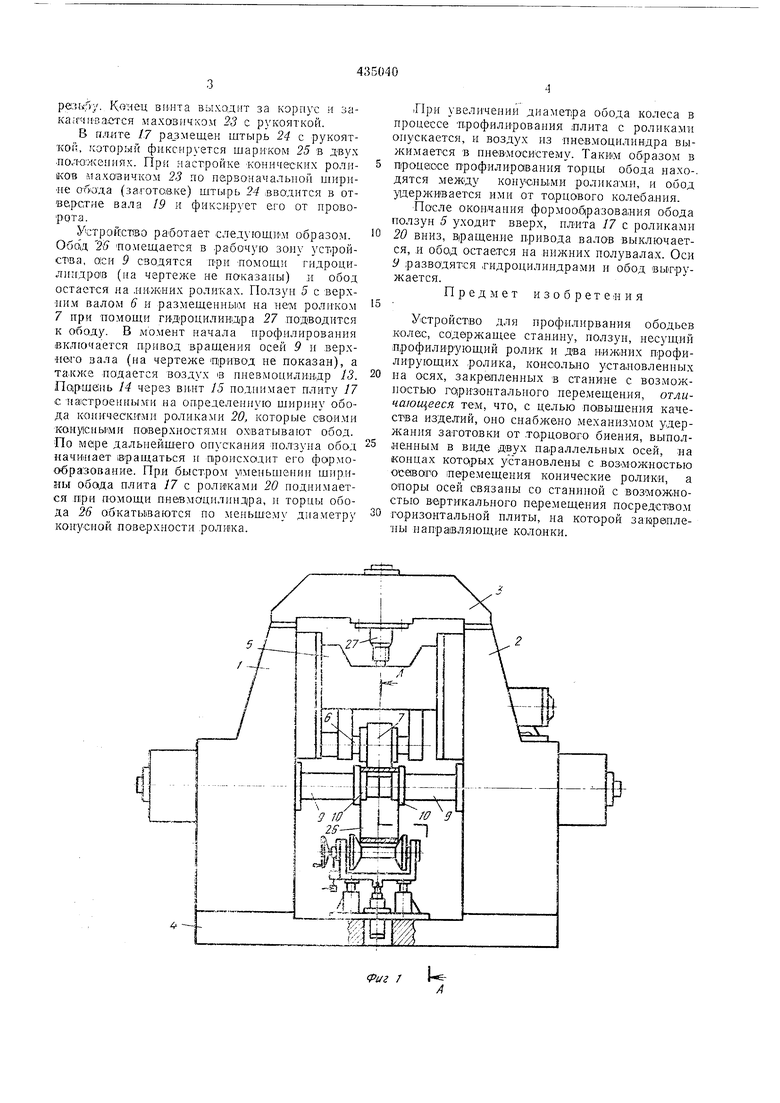
На фиг. 1 изображено предлагаемое устройство, общий вид; .на фиг. 2 - разрез по
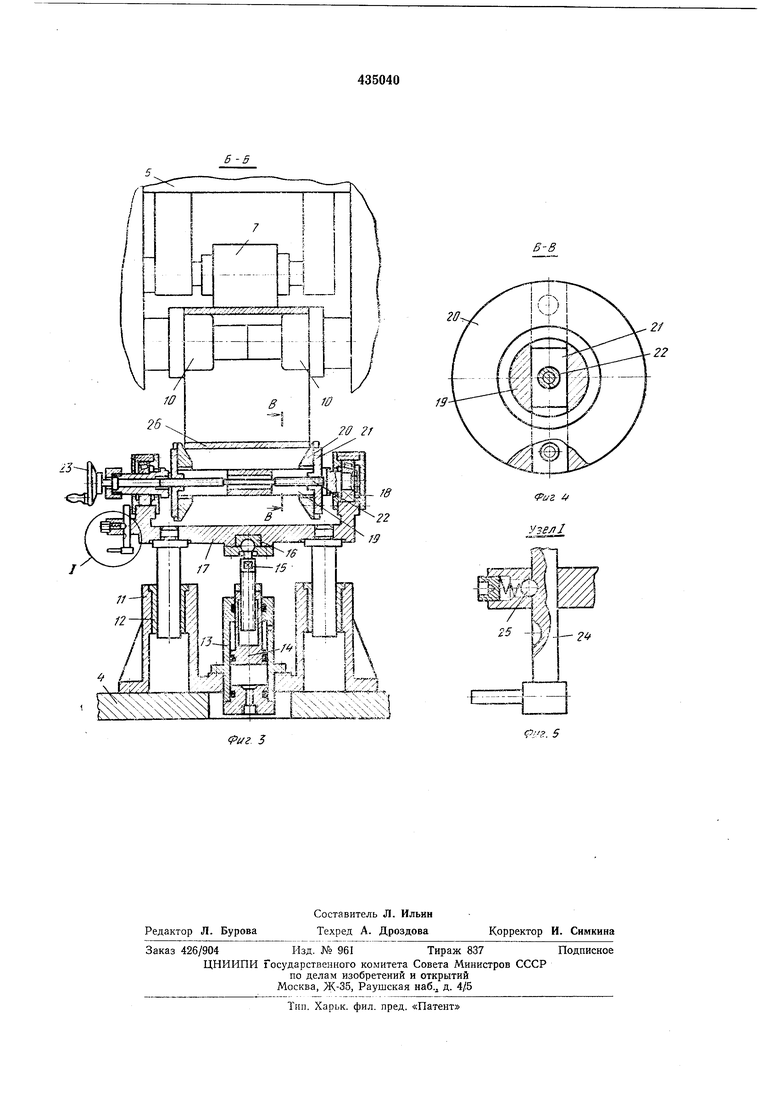
Л-л на фп.г. ; на фиг. 3 - разрез по Б-Б iia фиг. 2; на фиг. 4 - разрез по В-В на c:i:r. 3; ;;а фиг. 5 - ,:;ел i но фиг. 3.
Устро |СТ30 cTariniiy /, состоящую из левой и npiiiDon 2 стосх, сОед;н1С1П1ЫХ 3 верхней части траворсо: 3, в TiBJiniefi основанием 4.
В верхней ча-сти стаанмь размещен ползун 5 с валом S, лесущьм верхг;:; Й лргфилирующий РОЛИ.1С 7. К нолзупу крепятс51 ролики S, которые нредоттгршдают отброс обода в радиальном .иаправлслии к njiouccce профилирования.
В левой и щатой стойках коисольио .размещены оси 9, несущие нижний инструмент 10. В ра бочей зоие вальцов .па основании 4 -размещен механизм, удержиааюпд; с.б.од от торцовых колебаний, состоящий из ко,рпуеа //, р, котором раззлещены направл пощпс втулК1 12. К корпусу // жестко кре::, niicsMouHли} Д) 13. В щток пор;1иня 14 Bj;epiJVT BIJHT 15 с щароьой опорой, котор) через пяту 16 креi;HTc;i к плпте 17. Колонки, ija iini-.tiueMf-fe во втулках 12, жестко крспятс ; к ::. 17. :-де па конических подщииннках /5 рг..-. пра валсв 19, имеющих пазы. Ыа ка/кло: чллу свободно сидят по ларе космических ролк.ксВ 20, к.ото.рые гайками 21, входящими в Т1 рпоЕый паз ролика .и паз вала, соеди епы регулнровочлы}, винта.м 22, )щкм левую ,и правую
pe.Huf),. винта выходит за корпхт и закаачнвахггся махозичхом 23 с рукояткой.
В плйге /7 ра.змещен штырь 24 с рукояткой. который фиксируется шариком 25 в двух .положен 11 я.к. При иастройке конических роликов маховичком 23 по первоначальной ширине обода (за.готовке) штырь 24 вводится в отверстие вала 19 и фнксм:рует eio от проворота.
Устройство работает следующИМ образом. Обод 2S помеш;аерся в рабочую золу усъройcTiBa, oicH 9 сводятся помоши гидроцилиидров (на чертеже не показаны) и обод остается на .нижних роликах. Ползун 5 с верхиим валом 6 и размещенньим на нем роликом 7 при ПОМОЩИ гидроцилиидра 27 подводится к ободу. В момент начала профилирования включается привод вращения осей 9 и верхнего зала (на чергел е привод пе показан), а также подается воздух в пневмоцилнндр 13. Паршбпь 14 через вннт 15 поднимает плиту 17 с настроенными на определенную ширину обода коническими ролика.ми 20, которые своими KOHjicHbiiMR поверхностями о.хватывают обод. По мере дальнейШего опускания ползуна обод начинает вращаться и п/роисходнт его формообразование. При быстром уменьшении шир.ины обода плита 17 с роликами 20 поднимается ври помощи пневмоцилиндра, и торцы обода 26 о:бкатььваются но меньшему диаметру конусной поверхности ролшка.
|Прп увеличении диаметра обода колеса в процессе профилирования .плита с роликами опускается, и воздух пз иневмоцилнндра вы/кимается В пнеВМосистему. ТакиМ образом в nipoueicce профилирования торцы обода нахо-. дятся между конусными роликами, и обод уиерживается ими от торцового колебания.
После окоцчапия формоо.б|разова;ния обода ползун 5 уходит вверх, плита 17 с роликами 20 вниз, В|ращен.ие привода валов выключается, и обод остается на нижних полувалах. Оси У разводятся .гидроцилиндрами и обод выгружается.
Предмет изобретения
Устройство для профилирвания ободьев колес, содерл ащее станину, ползун, несущий профилирующий ролик и два ниж.них профилирующих ролика, консольло установленных на осях, закрепленных в станине с возможностью гцризонтальиого перемещения, отличающееся тем, что, с целью цавышепия качества изделий, оно снабжено механизмом удерл ания заготовки от торцового биения, выпол.нелпым в виде двух параллельных осей, на концах KOTQpbix Зстановлены с воЗМолшостью осаваго перемещения конические ролики, а опоры осей связаны со станиной с возможностью вертикального перемещеиия посредством горизонтальной плиты, на которой закренлепы направляющие кололки.
г / 1-е/
.x:xvl
LAAXxV V :; i
Б-В
(риг 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для профилирования ободьев колес | 1983 |
|
SU1094656A1 |
| Способ изготовления трубчатых гофрированных деталей и устройство для его осуществления | 1987 |
|
SU1588470A1 |
| Устройство для профилирования ободьев колес | 1984 |
|
SU1233993A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Устройство для профилирования ободьев колес | 1983 |
|
SU1098637A1 |
| Устройство для профилирования ободьев колес | 1990 |
|
SU1710172A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136423C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| Машина для ротационного профилирования | 1974 |
|
SU518253A1 |
| Способ профилирования ободьев колес из цилиндрических обечаек и устройство для его осуществления | 1989 |
|
SU1655636A1 |