Од
со 4;
Изобретение относится к обработке металлов давлением, в частности к способам изготовления ободьев канатных блоков, а также ободьев колес транспортных средств в валках.
Цель изобретения - улучшение качества деталей за счет обеспечения правки заготовок в процессе профилирования и снижения трудоемкости процесса.
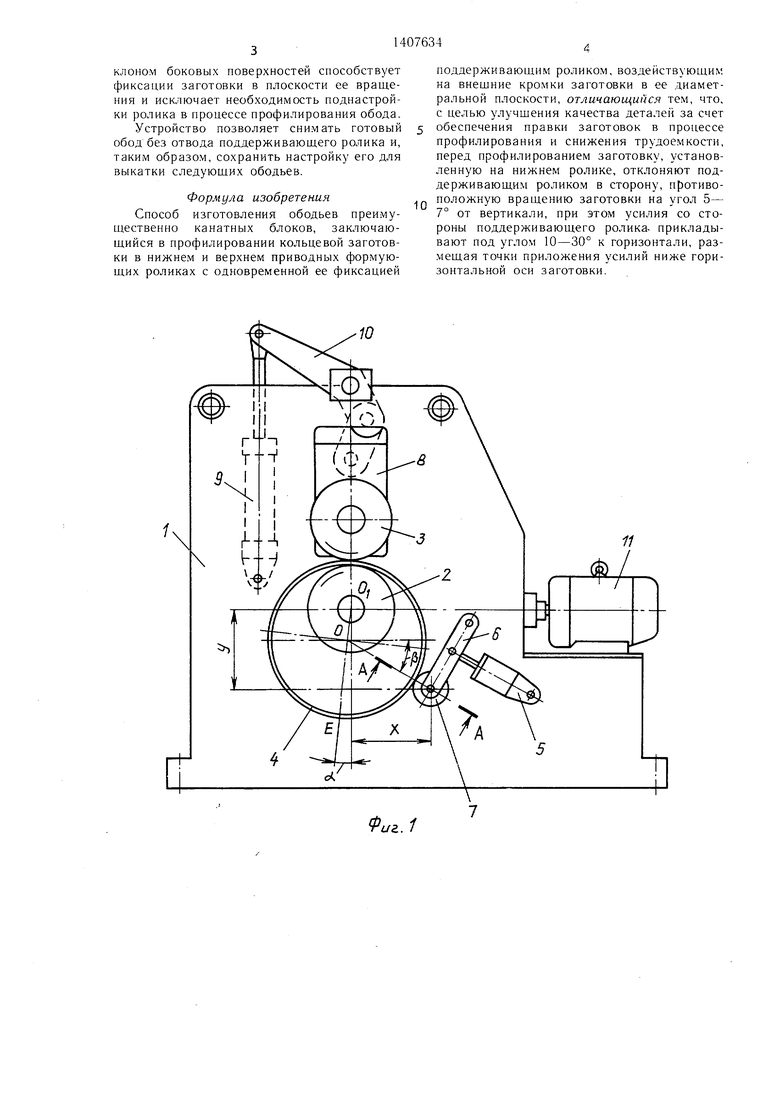
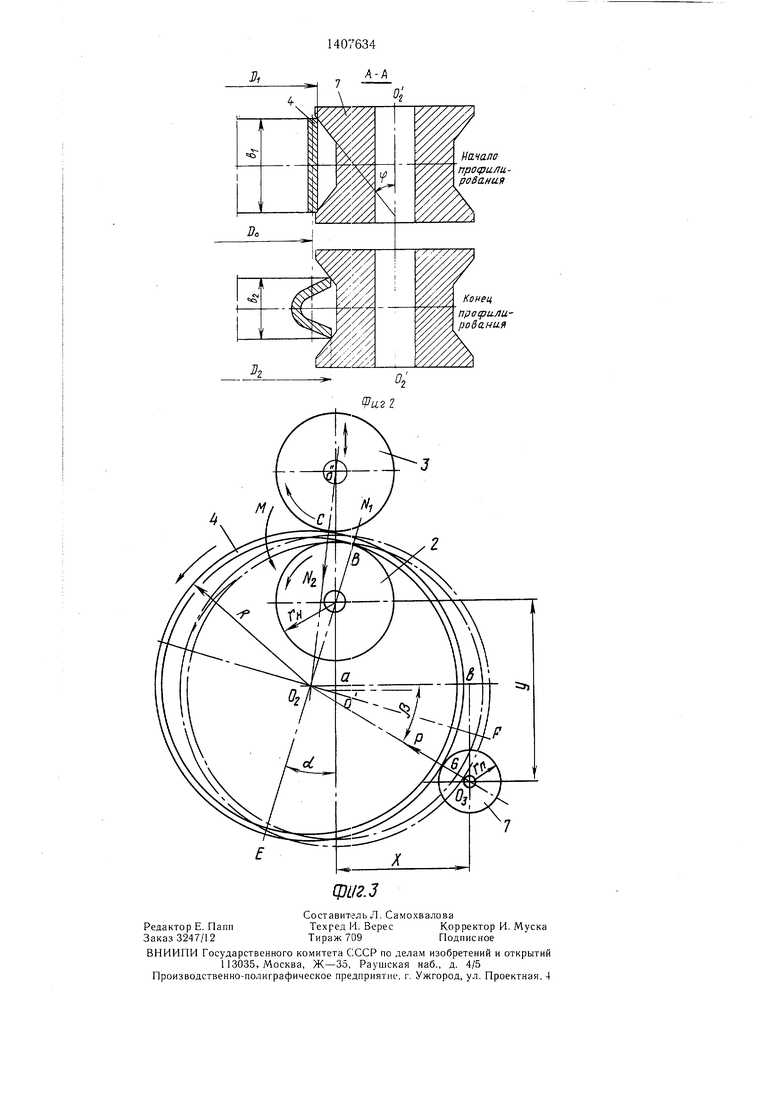
На фиг. 1 изображено устройство для профилирования ободьев, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3- схема осуществления способа профилирования.
Способ реализуется в устройстве, состоящем из станины 1, нижнего 2 и верхнего 3 приводных профилирующих заготовку 4 роликов и укрепленного на связанном с приводом 5 перемещения рычаге 6 поддерживающего ролика 7, размещенного по ходу вращения и перед нижним профилирующим роликом 2, центр которого расположен выще центра поддерживающего ролика 7.
Подщипники нижнего ролика 2 (не показаны) смонтированы в станине 1, а верхнего 3 - в подущках 8, имеющих возможность вертикального перемещения в прямоугольных окнах станины. Привод подущек 3 состоит из гидроцилиндра 9 и кривощипно-ша- тунного механизма 10. Привод профилирующих роликов состоит из электродвигатСоТя 11 и дифференциальной зубчатой передачи (не показана).
Центр поддерживающего ролика 7 отстоит от вертикальной оси нижнего профилирующего ролика 2 на расстоянии л: и от горизонтальной - на расстоянии у, определяемых из выражений
х (R + Гп) cos/3-(R-r)-sinc., (1) г/ (R + r) siny3 + (R-г„)-со5°с,(2
где Л -наружный радиус заготовки;
радиус катания по адерживающего ролика;
- радиус нижнего профилирующего ролика; о(У-7 - угол отклонения заготовки от
вертикали;
- угол отклонения диа.метральнок плоскости контакта поддерживающего ролика с заготовкой от горизонтали.
Калибр поддерживающего ролика выполнен трапециевидной формы, причем щирина калибра по наружному диа.метру поддерживающего ролика 7 по меньщей мере равна щирине Ь, исходной заготовки 4. Угол па- клона f боковых поверхностей калибра к оси вращения ролика определяется из выражения
-Dj,-Ц / arctg- (3)
-b;.
где b, -щирина исходной заготовки; bf.- щирина готового обода;
0
ДиВг - наружные диа.метры соответственно заготовки и обода.
Сущность способа, реализуемого в описанном устройстве, заключается в следую- щем.
Кольцевую заготовку 4 надевают на нижний профилирующий ролик 2. При этом ее центр О находится на вертикали О О, проходящей через центры нижнего 2 и верхнего 3 профилируюц их роликов. Это положение заготовки показано щтрихпунктирной линией.
Затем поддерживающим роликом 7 отклоняют заготовку 4 на угол оС 5-7°. Ее центр перемещается в точку Оа, а точка кон- 5 такта с нижним роликом 2 - в точку В.
Поддерживающий ролик 7 контактирует с заготовкой 4 в точке С, лежащей R диаметральной плоскости ОдОз, образующей с горизонталью угол / 10-30°.
Далее с помощью подущек 8, привод ко- торых состоит из гидроцилиндра 9 и криво- щипно-шатунного механизма 10, опускают верхний ролик 3 до упора в заготовку 4 в точке С; включают встречное вращение профилирующих роликов 2 и 3 и они увлекают 5 заготовку 4 во вращательное движение.
При опускании верхнего ролика 3 начинается процесс профилирования обода.
После окончания профилирования верхний ролик 3 подни.мают и снимают готовый обод без отвода поддерживающего роли- 0 ка 7. Следующую заготовку надевают на нижний ролик 2 с упором в уже настроенный поддерживающий ролик 7 и процесс повторяется.
Во время профилирования в точках контактов В к С возникают силы нормального давления Nj и N, создающие момент М, прижимающий заготовку к поддерживающему ролику с усилием Р.
Этот же момент облегчает дефор.мацию заготовки в зоне В-С. Если в эту зону по- 0 дойдет участок заготовки с кривизной мень- ще номинальной, то момент М автоматически увеличивается и заготовка по,лучит боль- щую деформацию.
Так возникает эффект правки обода.
5
Предлагаемый способ по сравнению с
известным позволяет упростить технологический процесс- за счет исключения операций поднастройки поддерживающего ролика во время профилирования и отвода его после окончания процесса. Эффект правки, до0 стигаемый в данном способе, позволяет изготовить ободья лучщего качества.
Устройство для осуществления способа профилирования ободьев контактных блоков обеспечивает контакт поддерживающего ролика с заготовкой в ее нижнем квадра5 те, что позволяет упростить устройство и исключить торцовое биение заготовки.
Выполнение калибра поддерживающего ролика трапециевидным с определенным наклоном боковых поверхностей способствует фиксации заготовки в плоскости ее вращения и исключает необходимость поднастрой- ки ролика в процессе профилирования обода. Устройство позволяет снимать готовый обод без отвода поддерживающего ролика и, таким образом, сохранить настройку его для выкатки следующих ободьев.
Формула изобретения Способ изготовления ободьев преимущественно канатных блоков, заключающийся в црофилировании кольцевой заготовки в нижнем и верхнем приводных формующих роликах с одновременной ее фиксацией
поддерживающим роликом, воздействующим на внешние кромки заготовки в ее диаметральной плоскости, отличающийся тем, что, с целью улучщения качества деталей за счет
обеспечения правки заготовок в процессе профилирования и снижения трудоемкости, перед профилированием заготовку, установленную на нижнем ролике, отклоняют поддерживающим роликом в сторону, противоположную вращению заготовки на угол 5- 7° от вертикали, при этом усилия со стороны поддерживающего ролика- прикладывают под углом 10-30° к горизонтали, размещая точки приложения усилий ниже горизонтальной оси заготовки.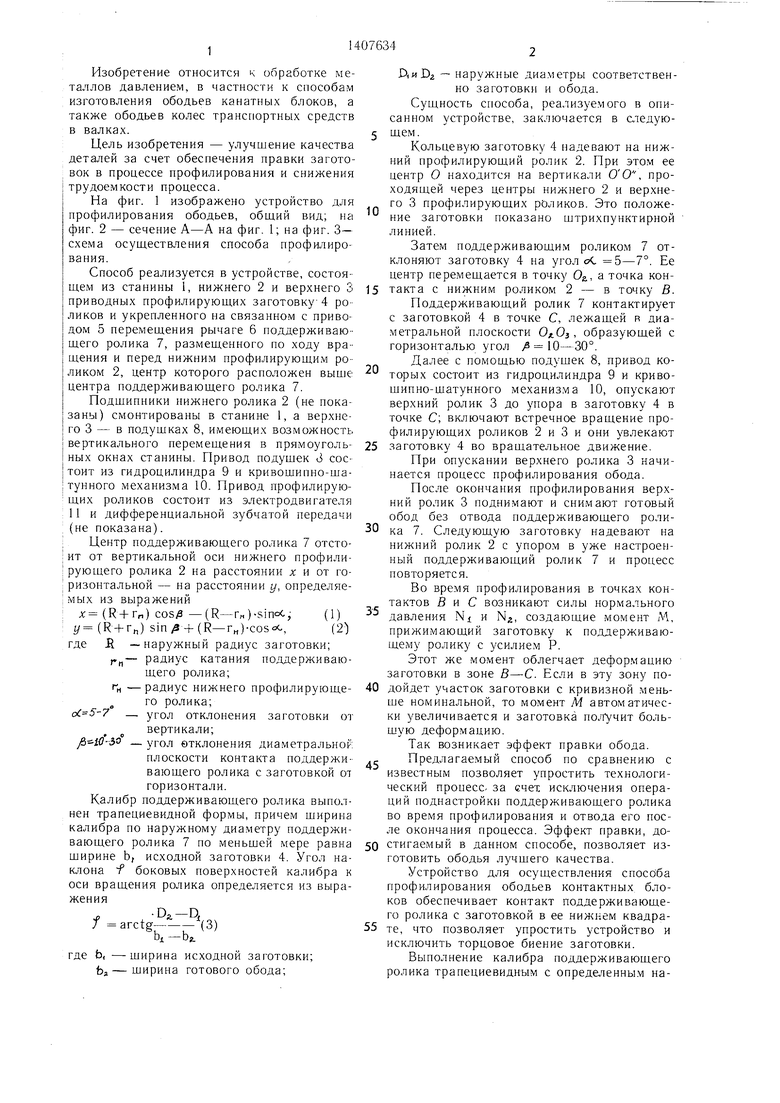
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для профилирования ободьев колес | 1983 |
|
SU1098637A1 |
| Нижний ролик устройства для профилирования ободьев канатных блоков | 1990 |
|
SU1804361A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137567C1 |
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136423C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ | 1997 |
|
RU2137568C1 |
| Устройство для профилирования ободьев колес | 1983 |
|
SU1094656A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1263386A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления ободьев преимущественно канатных блоков. Цель - улучшение качества деталей за счет обеспечения правки заготовок в процессе профилирования и снижение трудоемкости процесса. Профилирование осуществляется в устройстве, содержащем верхний и нижний приводные формующие ролики и поддерживающий ролик. Ролики размещены по ходу вращения перед нижним формующим роликом на рычаге, связанном с приводом перемещения. Заготовку устанавливают на нижний формующий ролик, отклоняют от вертикали на угол 5-7° поддерживающим роликом, воздействуя им на внещние кромки заготовки в диаметральной плоскости, образующей с горизонталью угол 10-30°. Во время профилирования в точках контакта заготовки с формующими роликами возникают силы нормального давления. Они создают момент, прижимающий заготовку к поддерживающему ролику и создающий эффект правки обода. 3 ил. с (Л
11
Фи.1
фиг.з
Редактор Е. Папп Заказ 3247/12
Составитель Л. Самохвалова Техред И. ВересКорректор И. Муска
Тираж 709Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
Начало
npog}u/ruроеания
| Узел закрепления ствола стрелкового оружия в баллистическом приспособлении | 2020 |
|
RU2730795C1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для строгания деревянных полов, устраняющее работу на коленях | 1925 |
|
SU1956A1 |
