Изобретение относится к обработке металлов давлением и может быть использовано при профилировании путем изгиба сечения колец (колеса для тракторов, комбайнов, автомобилей и др.).
Известно устройство для профилирования колец, содержащее расположенные в станине наружный валок, смонтированный с возможпостью вращения и радиального перемещения в прижимном ползуне, и два внутренних валка, смонтированных в отдельных корпусах с возможностью вращения и взаимного сближения в направлении, перпендикулярном радиальному перемещению наружного валка.
Недостатком этого устройства является то, что обод остается зажатым только в одном месте - в месте деформирования по образующим валков. Это явление часто приводит к браку, т. к. более удаленная часть обода от зоны деформирования имеет свободное осевое перемещение, величина которого значительна при изготовлении колес большого диаметра.
Цель предлагаемого изобретения - устранение осевого биения профилируемого кольца и улучшение его качества.
Это достигается тем, что устройство снабжено двумя парами поддерживающих роликов, смонтированных с возможностью радиального сближения каждой пары в направле2
НИИ, перпендикулярном перемещению наружного валка в корпусах, кинематически связанных с прижимны.м ползуном рычагами и тягами, шарнирно закрепленными в станине.
Прижимной ползуп через систему тяг и рычагов связан с прижимными катками таким образом, что последние в процессе профилирования прижпмаются к торцам профилируе.мого обода, удерживая его от торцового биения; отвод прижимных катков от торцов профилируемого обода ирм отводе внешнего ролика осуидествляется упругими элементами, например пруж1П1ами.
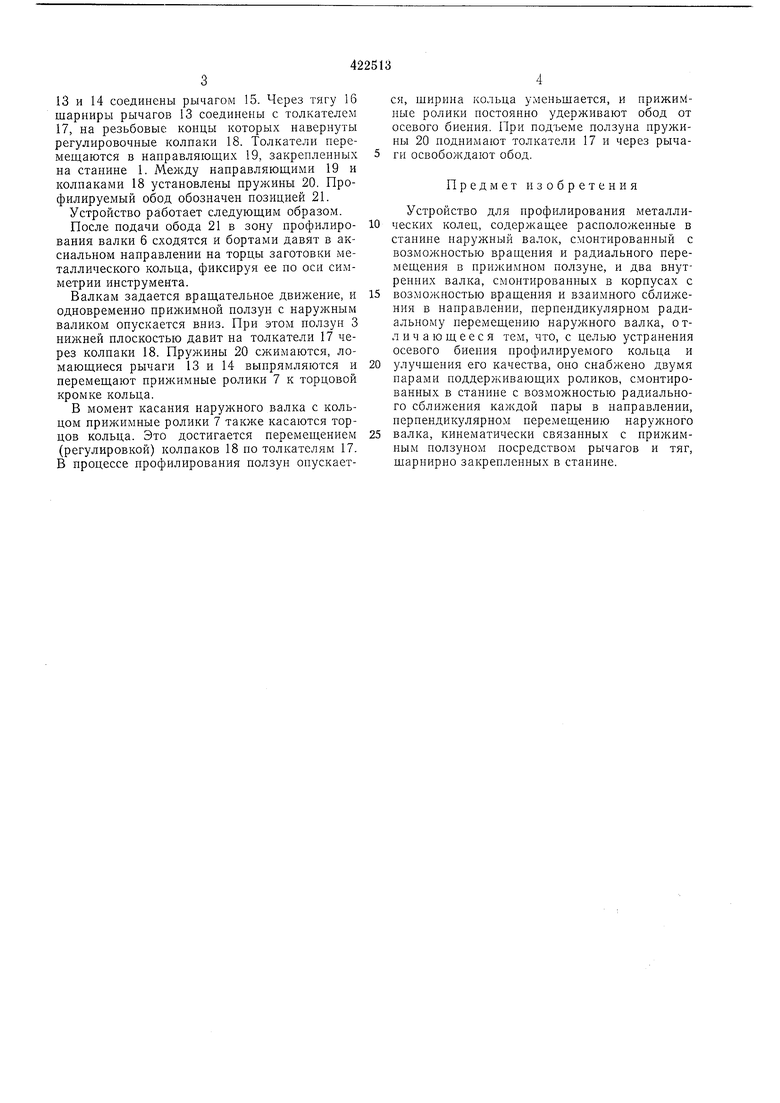
На фиг. 1 изображено предлагаемое устройство, фронтальный вид; на фиг. 2 - сечение по А-А на фиг. 1.
Устройство содержит станину i с траверсой 2, прижимиой ползуп 3, служащий для перемещения иаружпого валка 4 при помощи гидроцилипдра 5, два внутреипих валка 6, которые под действием боковых цилиндров имеют возможность соприкасаться друг с другом.
Механизм для удержания обода от торцового биепия при обработке расположен на левой и правой стойках станины. Он состоит из прижимных роликов 7, которые установлены на подшппн 1ках 8. Ролики с подшипниками монтируются на планки 9, 10, которые шарнирно соединены с рычагами 11, 12 и с ломающимися рычагами 13, 14. Оси рычагов
13 и 14 соединены рычагом 15. Через тягу 16 шарниры рычагов 13 соединены с толкателем 17, на резьбовые концы которых навернуты регулировочные колпаки 18. Толкатели перемещаются в направляющих 19, закрепленных на станине 1. Между направляющими 19 и колпаками 18 установлены пружины 20. Профилируемый обод обозначен позицией 21.
Устройство работает следующим образом.
После подачи обода 21 в зону профилирования валки 6 сходятся и бортами давят в аксиальном направлении на торцы заготовки металлического кольца, фиксируя ее по оси симметрии инструмента.
Валкам задается вращательное движение, и одновременно прижимной ползун с наружным валиком опускается вниз. При этом ползун 3 нижней плоскостью давит па толкатели 17 через колпаки 18. Пружины 20 сжимаются, ломающиеся рычаги 13 и 14 выпрямляются и перемещают прижимные ролики 7 к торцовой кромке кольца.
В момент касания наружного валка с кольцом прижимные ролики 7 также касаются торцов кольца. Это достигается перемещением (регулировкой) колпаков 18 по толкателям 17. В процессе профилирования ползун опускается, ширина кольца уменьшается, и прижимные ролики постоянно удерживают обод от осевого биения. При подъеме ползуна пружины 20 поднимают толкатели 17 и через рычаги освобождают обод.
Предмет изобретения
Устройство для профилирования металлических колец, содержащее расположенные в станине наружный валок, смонтированный с возможностью вращения и радиального перемещения в прижимном ползуне, и два внутренних валка, смонтированных в корпусах с
возможностью вращения и взаимного сближения в направлении, перпендикулярном радиальному перемещению наружного валка, отличающееся тем, что, с целью устранения осевого биения профилируемого кольца и
улучшения его качества, оно снабжено двумя парами поддерживающих роликов, смонтированных в станине с возможностью радиального сближения каждой пары в направлении, перпендикулярном перемещению наружного
валка, кинематически связанных с прижимпым ползупом посредством рычагов и тяг, шарнирно закрепленных в станине.
i:-; i / /-;r%/
I „ .r
11J Jl.. :::ri:r:l .-Mi
- №
-.:;.. .-//,.j.I
I Лс1 „L,JI
i т
-4 . I
I i
(,г 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2011 |
|
RU2481911C2 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Автомат для шлифования игольчатых деталей | 1981 |
|
SU1020210A1 |
| Кольцепрокатный стан | 1973 |
|
SU519257A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2430801C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| Устройство для раскатки колец | 1988 |
|
SU1687346A1 |
| Устройство для профилирования ободьев колес | 1983 |
|
SU1098637A1 |
| Устройство для изготовления из проволоки деталей типа штырей | 1982 |
|
SU1180129A1 |


