Изобретение относится к обработке металлов давлением, в частности к устройствам для профилирования ободьев колес.
Известно устройство для профилирования ободьев колес, содержащее станину с установленными на ней ползуном, несущим верхним профилирующим роликом, двумя нижними профилирующими роликами и механизмом удержания заготовок от торцового биения 1.
Недостатком известного устройства является наличие утонения в местах радиусных переходов на деталях.
Цель изобретения - повыщение качества ободьев колес путем уменьшения утонения в местах радиусных переходов.
Указанная цель достигается тем, что устройство для профилирования ободьев колес, содержащее станину с установленными на ней на валах нижним несущим и верхним подвижным в вертикальном направлении профилирующими роликами, снабжено установленными на станине Г-образными кронщтейнами с распорными роликами на их свободных концах и механизмами горизонтального установочного перемещения распорных роликов, а также размещенными на валу верхнего профилирующего ролика с обеих сторон от него пакетами тарельчатых пружин, при этом верх-НИИ профилирующий ролик выполнен разъемным в вертикальной плоскости с кольцевой конусообразной канавкой по линии разъема и установлен на скользящей щпонке, а распорные ролики выполнены с рабочей поверхностью по форме указанной канавки верхь его профилирующего ролика и установлены с возможностью взаимодействия с ее поверхностью.
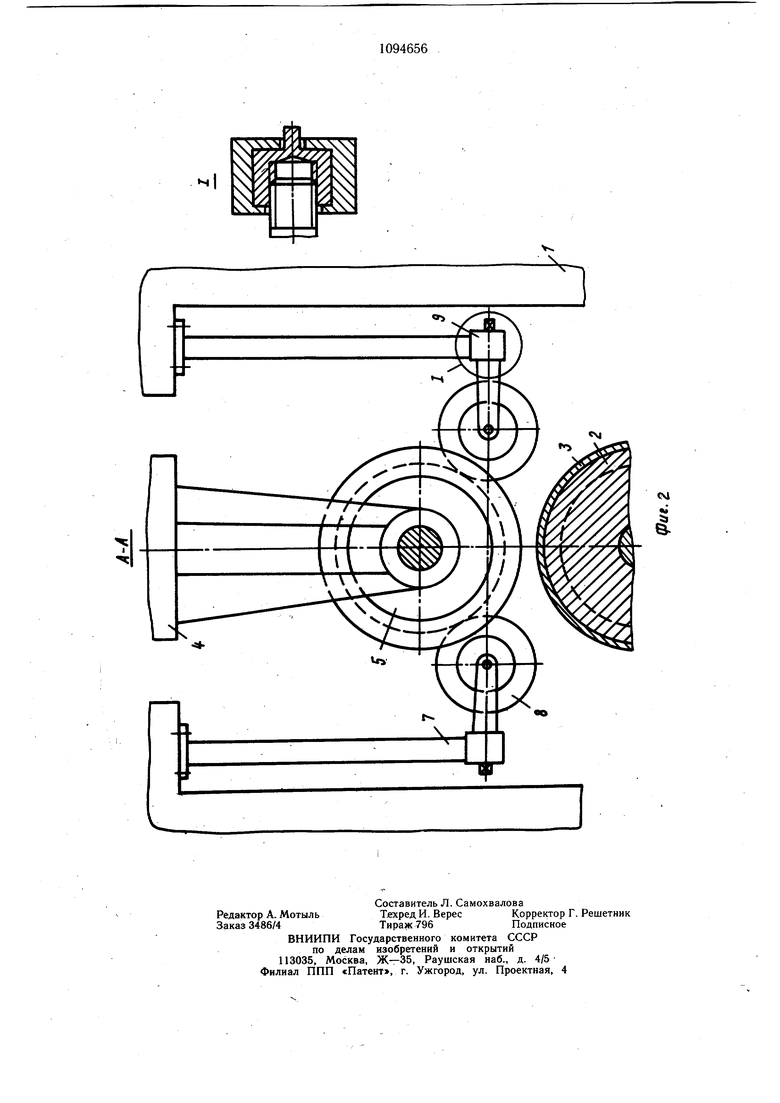
На фиг. 1 изображено устройство для профилирования ободьев колес, узел профилировочных роликов, разрез по оси; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит станину 1, нижний несущий ролик 2, на который установлены обечайки 3, траверсу 4 с составным верхним профилирующим роликом 5, имеющим кольцевую конусообразную канавку 6, Г-образные кронщтейны 7 с распорными роликами 8 и механизмами 9 горизонтального их перемещения, скользящую щпонку 10 и пакеты тарельчатых пружин 11.
Устройство работает следующим образом.
Перед началом профилирования обечайка 3 устанавливается на нижний несущий ролик 2. При этом щирина ручья обечайки 3
соответствует щирине верхнего профилирующего ролика 5. При дальнейшем профилировании траверса 4 с верхним профилирующим роликом 5 опускается, распорные ролики 8 по кольцевой конусообразной канавке 6 внедряются между составными частями верхнего профилирующего ролика 5, которые по скользящей щпонке 10 перемещаются вдоль оси, увеличивая тем самым рабочую ширину верхнего профилирующего ролика 5 и перемещая радиусные переходы на обечайки 3 от центра к периферии. По окончании , процесса профилирования траверса 4 с верхними профилирующими роликами 5 поднимается, распорные ролики 8 выходят из контакта с составными частями верхних профилирующих роликов 5. При этом составные части верхних профилирующих роликов 5 под действием пакетов тарельчатых пружин 11 по скользящей шпонке 10 возвращаются в исходное положение. При изменении разме0 ров профилированных роликов (переточке) регулировка положения распорных роликов 8 производится с помощью механизмов 9 горизонтального перемещения, установленных на Г-образных кронштейнах 7.
5Г-образные кронц1тейны 7 с распорными
роликами 8 позволяют изменять ширину верхнего профилирующего ролика 5 при движении траверсы 4 вниз в процессе профилирования, что приводит к перемещению радиусных переходов на ободе от центра к
0 периферии, снижению утонения в этих местах и обеспечивает тем самым улучшения качества колес. Установка составного профилирующего ролика 5 на скользящей щпонке 10 и оснащение его пакетами тарельчатых пружин 11 обеспечивают необходимое на5 правление перемещения составных частей верхнего профилирующего ролика 5 в сторону от линии разъема при профилировании и возврат их в исходное положение. Кольцевая конусообразная канавка 6 по линии разъд ема составного верхнего профилирующего ролика 5 способствует лучшему контакту с распорными роликами 8. При переточке со стороны верхних профилирующих роликов 5 их диаметры уменьшаются, для обеспечения необходимой ширины раскрытия состав5 ного верхнего профилирующего ролика 5 служат механизмы горизонтального перемещения 9 распорных роликов 8.
Применение предлагаемого устройства позволяет улучшить качество ободьев, снизить утонение металла в местах радиусных
0 переходов и за счет этого получить значительный экономический эффект.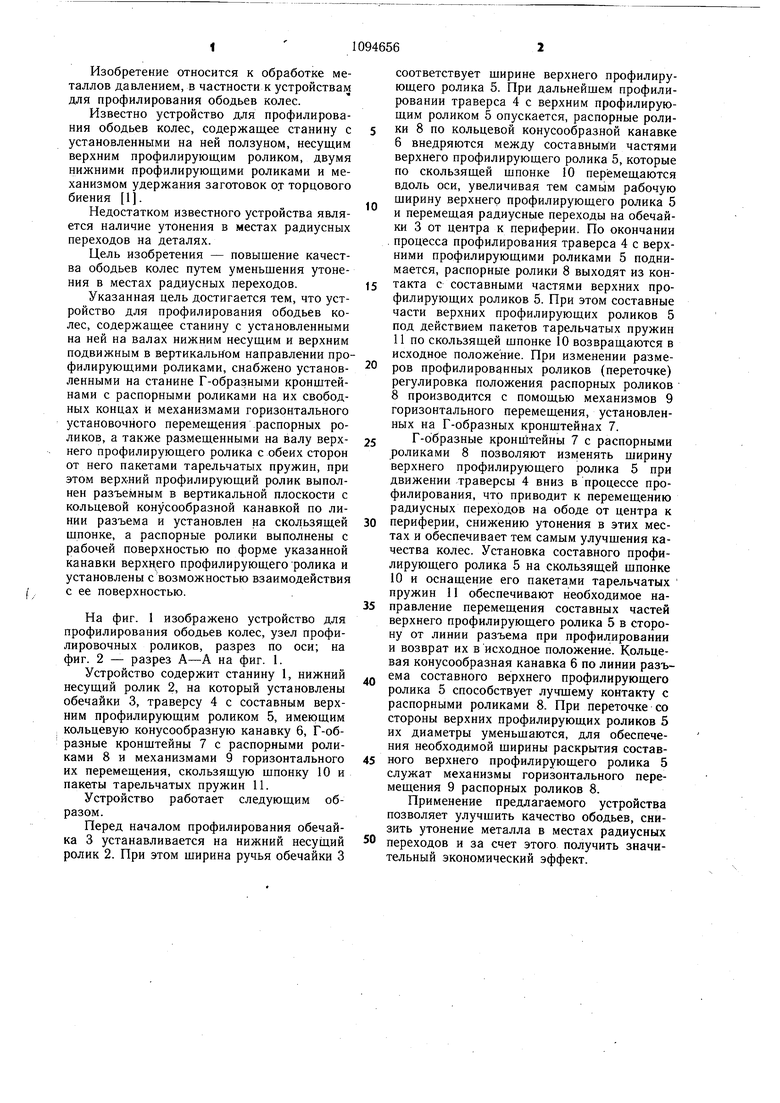
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для профилирования ободьев колес | 1983 |
|
SU1098637A1 |
| Способ профилирования ободьев колес из цилиндрических обечаек и устройство для его осуществления | 1989 |
|
SU1655636A1 |
| Способ профилирования ободьев колес | 1989 |
|
SU1611525A1 |
| Способ изготовления ободьев колес | 1988 |
|
SU1532164A1 |
| Верхние ролики для многопереходного профилирования ободьев колес | 1987 |
|
SU1433603A1 |
| Устройство для профилирования ободьев колес | 1985 |
|
SU1449210A1 |
| Способ профилирования ободьев для колес | 1984 |
|
SU1199384A1 |
| Устройство для профилирования ободьев колес | 1990 |
|
SU1710172A1 |
| Верхние ролики машины для многопереходного профилирования ободьев колес | 1983 |
|
SU1127663A1 |
| Способ профилирования ободьев колес | 1989 |
|
SU1648611A1 |
УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ОБОДБЕВ КОЛЕС, содержащее станину с установленными на ней на валах нижним несущим и верхним подвижным в вертикальном направлении профилирующими роликами, отличающееся тем, что, с целью улучщения качества ободьев путем уменьшения утонения в местах радиусных переходов, оно снабжено установленными на станине Г-образными кронщтейнами с распорными роликами на их свободных концах и механизмами горизонтального установочного перемещения распорных роликов, а также размещенными на валу верхнего профилирующего ролика с обеих сторон от него пакетами тарельчатых пружин, при этом верхний профилирующий ролик выполнен оазъемным в вертикальной плоскости с кольдевой конусообразной канавкой по линии разъема и установлен на скользящей щпонке, а распорные ролики выполнены с рабочей поверхностью по форме указанной канавки верхнего профилирующего ролика и установлены с возможностью взаимодействия с ее поверхностью. (Л со 4; з: СП Од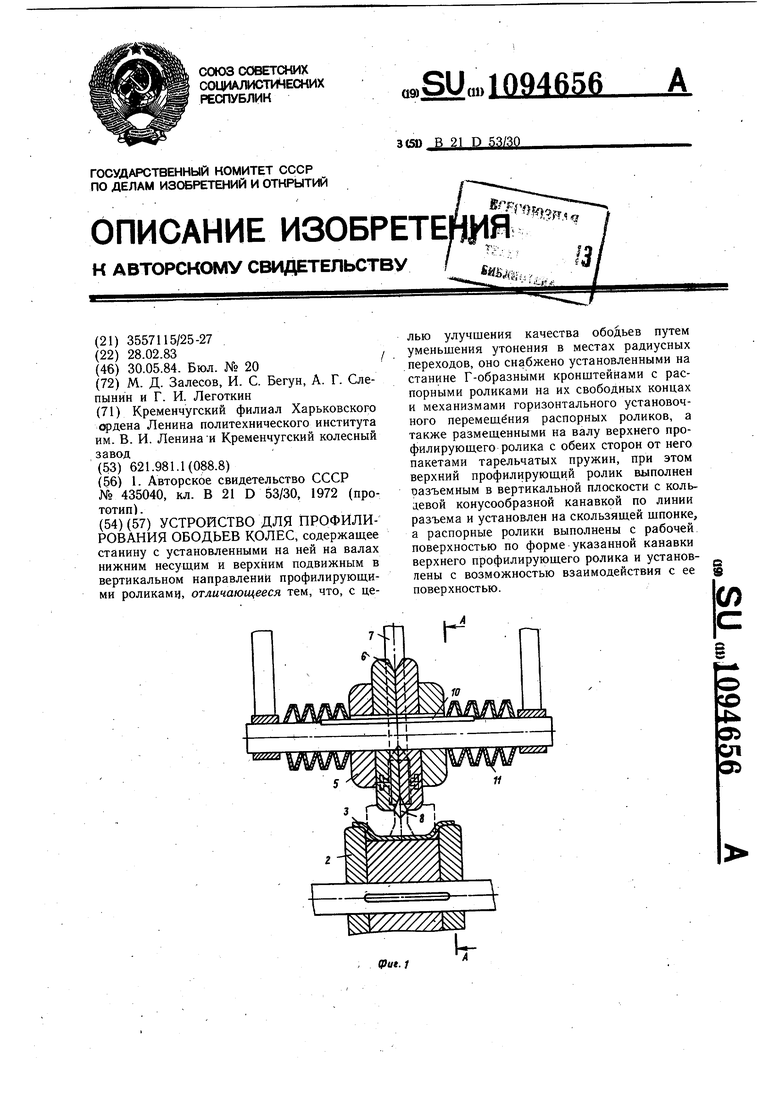
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ОБОДЬЕВКОЛЕС | 1972 |
|
SU435040A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
