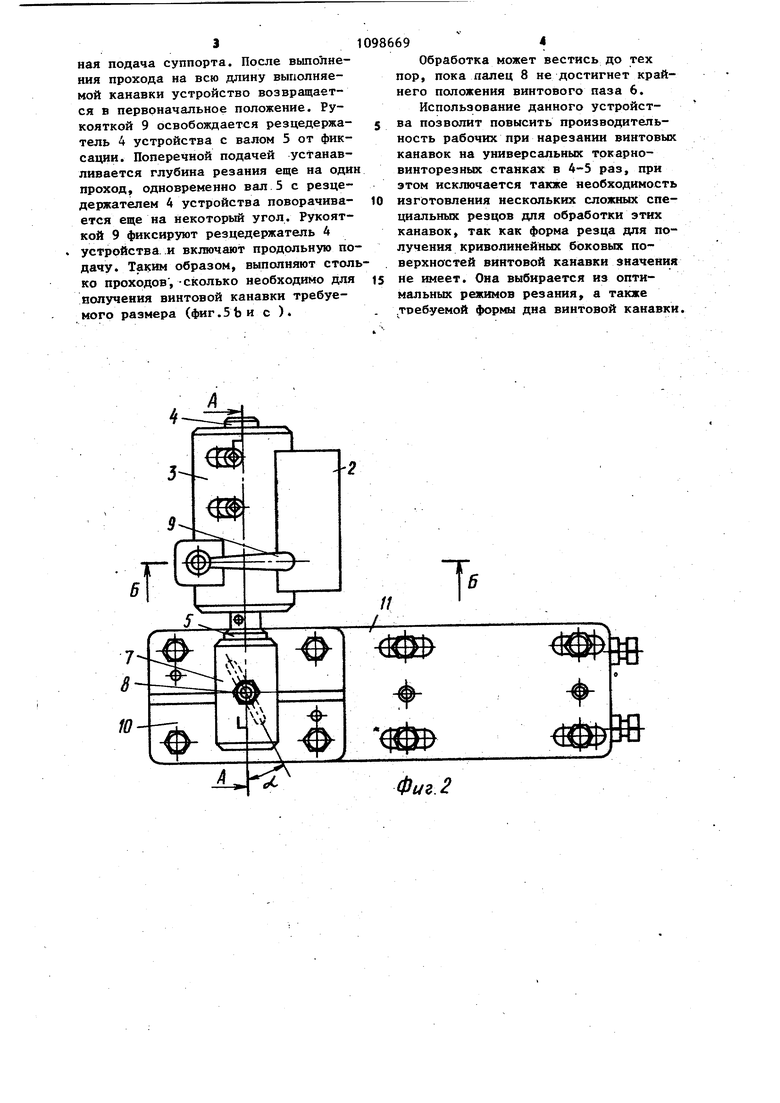
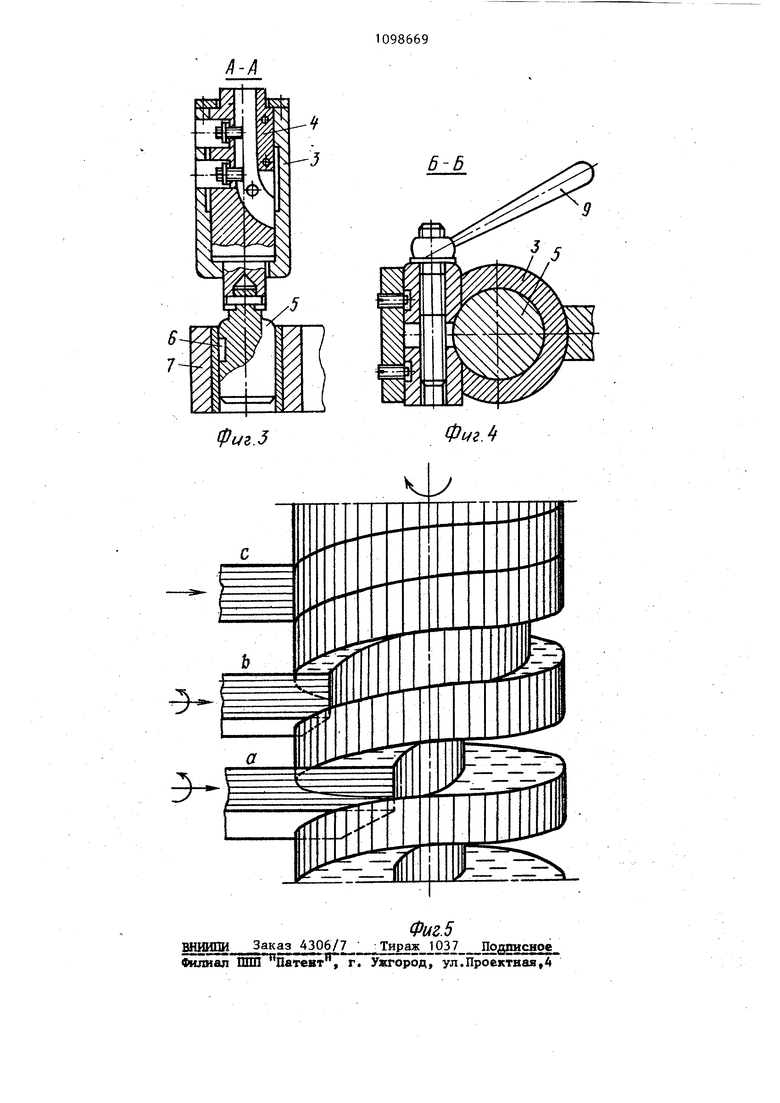
1 Изобретение относится к обработке металлов со снятием стружки, а бо лее..конкретно к устройствам для наре зания винтовых канавок с одинаковым, криволинейным или иным профилем в любом поперечном сечении. Известно устройство для йарезания винтовых каналов, в корпусе кото рого размещен резцодержатель с резцом, связанней со смонтированным в стакане валом, на наружной цилиндр ческой поверхности которого выполнен винтовой паз, расположенный с возможностью взаимодействия с паль.iieM стаканаГ1 3. С помощью данного устройства невозможно получение винтовой канавки с объемным криволинейным профилем. Цель изобретения - расширение тех нологических возможностей путем по- лучения винтовой канавки с объемным криволинейным профилем. Указанная цель достигается тем, что устройство к металлорежущему станку для нарезания винтовых канавок, в корпусе которого размещен резцедержатель с резцом, связанный со смонтированньм в стакане валом, н наружной цилиндрической поверхности торого выполнен винтовой паз, распол женный с возможностью взаимодействия с пальцем стакана, снабжено механизмом поворота ,т)езца в процессе формирования канавки, выполненным в виде установленного с возможностью прямол нейного перемещения основания, на ко тором жестко закреплен стакан, соосн расположенный с резцедержателем, при чем резцедержатель жестко соединен с валом, установленным с возможностью продольного перемещения относительно стакана и корпуса. На фиг.1 показано предлагаемое ус ройство, общий вид,- на фиг.2 - то же вид сверху; на фиг.З - разрез А-А на фиг.2{ на фиг.4 - разрез В-Б на фиг.2 на фиг.З - поэтапное образование винтовой канавки. Устройство при помощи основания 1 крепится на поперечных направляющих суппорта винторезного станка, например 1К625, и при помощи планки 2, закрепленной на корпусе 3, в резцедержа теле этого станка. Резцедержатель 4 устройства находится в корпусе 3 и жестко соединен с валом 5. Этот вал имеет винтовой паз 6, имеющий в зависимости от требований 691 к обрабатываемой детали заданный угол наклона оС к оси подачи устройства. Угол о наклона винтового паза вала связан с углом наклона нарезаемой винтовой канавки следующей зависимостью .-.-.. M.-J,) ™() где d- - угол наклона винтового паза у - угол наклона нарезаемой винтовой канавки на поверхности детали;; |v - угол наклона нарезаемой винтовой канавки на требуемой глубине-, , - диаметр нарезаемого вала; (2 диаметр нарезаемого вала без величины двух глубин нарезаемой канавки-, D - диаметр вала с винтовым пазом. Вал 5 находится в стакане 7 и может ограниченно перемещаться относительно стакана 7 с пальцем 8 по винтовому пазу 6. Резцедержатель 4 устройства Фиксируется относительно корпуса 3 РУКОЯТКОЙ 9 зажима. Стакан 7 при помо и кронштейна 10 жестко крепится к плите 11, а последняя - к основанщ) 1. Устройство работает следующим образом. Поперечной подачей суппорта станка устанавливается глубина резания на один проход (фиг.5 и). Палец 8 стакана 7 находится в начальном положении. При этой подаче резцедержатель 4 устройства вместе с валом 5 совершает поступательное движение в направлении подачи и вращательное движение относительно корпуса 3 со стаканом 7 с поворотом на некоторый угол, определяемый углом наклона с винтового паза 6 на валу 5 и величиной самой подачи. Поворот инструмента осуществляется за счет того, что при поперечной подаче суппорт посредством паль ца 8, закрепленного на стакане 7, толкает вал 5 по пазу 6, а т как последний имеет винтовую поверхность и вал 5 зафиксирован от линейного перемещения, то он поворачивается вокруг своей . После установления заданной глубины резания резце ержатель 4 устройства фиксируется рукояткой 9 зажима и включается продольная подача суппорта. После выполнения прохода на всю длину выполняемой канавки устройство возвращается в первоначальное положение. Рукояткой 9 освобождается резцедержатель 4 устройства с валом 5 от фиксации. Поперечной подачей устанавливается глубина резания еще на один проход, одновременно вал.5 с резцедержателем 4 устройства поворачиваетея еще на некоторый угол. Рукояткой 9 фиксируют резцедержатель 4 устройства, .и включают продольную подачу. Таким образом, выполняют столь ко проходов,-сколько необходимо для волучения винтовой канавки требуемого размера (фиг.ЗЪи с ).
Обработка может вестись до тех пор, пока палец 8 не достигнет крайнего положения винтового паза 6.
Использование данного устройства позволит повысить производительность рабочих при нарезании винтовых канавок на универсальных тркарновинторезных станках в 4-5 раз, при этом исключается также необходимость изготовления нескольких сложных специальных резцов для обработки этих канавок, так как форма резца для получения криволинейных боковых поверхностей винтовой канавки значения не имеет. Она выбирается из оптимальных режимов резания, а также .требуемой формы дна винтовой канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Устройство для нарезания калиброванныхКАНАВОК HA бОКОВОй пОВЕРХНОСТи зубьЕВзубчАТОгО КОлЕСА | 1978 |
|
SU795774A1 |
| Способ обработки высокотвердых чугунов | 1978 |
|
SU778934A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство для нарезания многозаходных винтовых канавок | 1977 |
|
SU680815A1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| Устройство для нарезания резьбы на токарном станке | 1980 |
|
SU933320A1 |
| УСТРОЙСТВО для НАРЕЗАНИЯ КАНАВОК | 1971 |
|
SU294673A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
УСТРОЙСТВО К МЕТАЛПОРЕЖЗТЦЕМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК, в корпусе которого размещен резцедержатель с резцом, связанный со смонтированным в стакане валом, на наружной цилиндрической поверхности которого выполнен винтовой паз, расположенный с возможностью взаимодействия с пальцем стакана, о л и ч а ющ а е с я тем,что, с целью расширения технологических возможностей путем получения винтовой канавки с объемным криволинейным профилем, оно снабжено механизмом поворота резца в процессе формирования канавки, вьтолненным в виде установленного с возможностью прямолинейного перемещения основания, на котором жестко закреплен стакан,.соосно расположенный с резцедержателем, причем резцедержатель жестко соединен с валом, установленным с возможностью продольного перемещения относительно стакана и корпуса. Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для нарезания винтовых канавок | 1979 |
|
SU791464A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
