1
Изобретение .относится к обработке металлов со снятием стружки, а более конкретно, к устройствам для нарезания винтовых канавок.
Известно устройство для нарезания, винтовых канавок, содержащее корпус, упор для детали и резцовую головку, смонтированную в направляющей втулке{,
Целью изобретения является расширение технологических возможностей.
Поставленная цель достигается тем, что упор выполнен в виде копира с винтов.ьми пазами на наружной цилиндрической поверхности и смонтирован в направляющей втулке, которая снабжена пальцами с роликами, взаимодействующими с парами копира, а в корпусе установлен элемент, фиксирующий копир от поворота.
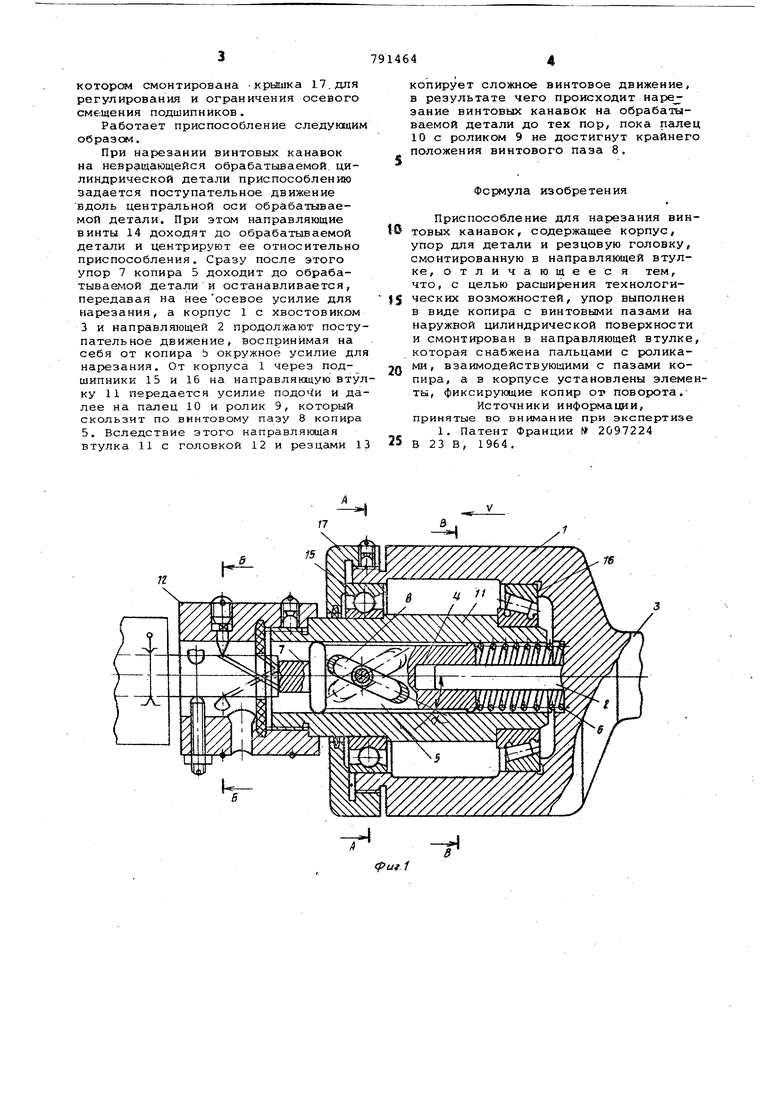
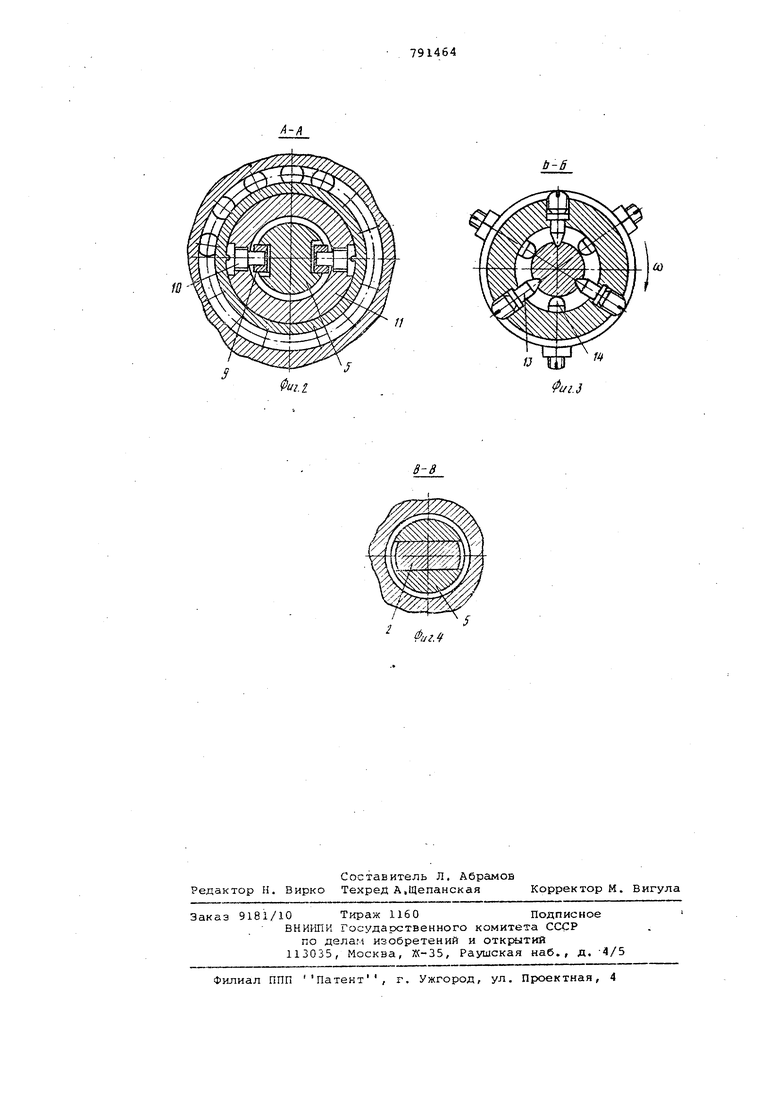
На фиг.1 показано устройство в разрезе; на фиг.2 - разрез А-А фиг.1; на фиг.З - разрез Б-Б фкг,1; на фиг.4 - разрез В-В фиг.1.
Приспособление имеет корпус 1, который скреплен с направляющей 2 и хвостовиком 3, устанавливаемым в инструментальный шпиндель продольного суппорта многошпиндельного станка или в пиноль задней бабки
токарного или аналогичного станка. Направляющая 2 корпуса I имеет возможность входить в продольный паз
4копира 5 и предотвраидать его поворот относительно корпуса 1. Копир
5подпружинен в направлении подачи пружиной б и находится в крайнем выдвинутом положений относительно корпуса 1. Корпус 5 скреплен с упо0 ром 7 для детали и имеет два противоположно расположенных винтовых паза 8,имеющих ,в зависимости от требований к обрабатываемой детали,заданный угол наклонаоб нарезаемой винтовой канавки к оси подачи приспособления.
Ролик 9 с пальцем 10 может ограниченно перемещаться по винтовому пазу 8. Палец 10 закреплен в направляющей втулке 11, на конце которой смонтирована головка 12 с резцами 13 и направляющими винтами 14.
Направляющая втулка 11 смонтирована на подшипниках радиально-упор25 ных: шариковом 15 и ролико-коническом 16, Направляющая втулка 11 может одновременно перемещаться в осевом .направлении и вращаться относительно корпуса 1. Подшипники 15 и
3Q 16 установлены внутри корпуса, на
котором смонтирована -крышка 17.для регулирования и ограничения осевого сме:щения подшипников.
Работает приспособление следующим обраэсм.
При нарезании винтовых канавок на невращающейся обрабатываемой, цилиндрической детали приспособленио задается поступательное движение вдоль центральной оси обрабатываемой детали. При этом направляющие винты 14 доходят до обрабатываемой детали и центрируют ее относительно приспособления. Сразу после этого упор 7 копира 5 доходит до обрабатывae raй деталии останавливается, передавая на нееосевое усилие для нарезания, а корпус 1 с хвостовиком 3 и направляющей 2 продолжают поступательное движение, воспринимая на себя от копира b окружное усилие для нарезания. От корпуса 1 через под- шипники 15 и 16 на направлякщую втулку 11 передается усилие и далее на палец 10 и ролик 9, который скользит по винтовому пазу 8 копира 5. Вследствие этого направлякяцая втулка 11 с головкой 12 и резцами 13
копирует сложное винтовое движение, в результате чего происходит наре зание винтовых канавок на обрабатываемой детали до тех пор, пока палец 10 с роликом 9 не достигнут крайнего положения винтового паза 8,
Формула изобретения
Приспособление для нарезания винтовых канавок, содержащее корпус, упор для детали и резцовую головку, смонтированную в направляющей втулке, отличающеес я тем, что, с целью расширения технологических возможностей, упор выполнен в виде копира с винтовыми пазами на наружной цилиндрической поверхности и смонтирован в направляющей втулке которая снабжена пальцами с роликами, взаимодействующими с пазами копира, а в корпусе установлены элеметы, фиксирующие копир oi поворота.
Источники информации, принятые во внимание при экспертизе
1. Патент Франции I 2097224 В 23 В, 1964,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания многозаходных винтовых канавок | 1977 |
|
SU680815A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Устройство для перемещения резца с поднакадкой | 1973 |
|
SU480530A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Резцовая головка | 1979 |
|
SU848183A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Резцовая головка токарного автомата | 1986 |
|
SU1346339A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
А
fuf f
ti-6
/г.З
