Изобретение относится к металлургическому оборудованию, в частности к зая5имам проката для пил горячей и холодной резки в линиях прокатных станов.
Известно устройство для зажима проката, содержащее рамку, установленную на поворотной оси, связанной с гидроцилиндром посредством кривошипа Cij .
Однако известное устройство не позволяет расклинивать пакет труб различных типоразмеров и оставляет дефект на поверхности заготовок.
Цель изобретения - расширение технологических возможностей устройства путем расширения номенклатуры зажимаемого проката.
Для достижения поставленной цели в устройстве для зажима проката, содержащем рамку, установленную на поворотйой оси, связанной с гидроцилиндром посредством кривошипа, рамка выполнена в виде вертикальных съемных иек, жестко связанных с поворотншл валом, и горизонтальных съемных осей с набором эластичных колец, каждое из КОТОЕ«ЛХ снабжено металлической оболочкой.
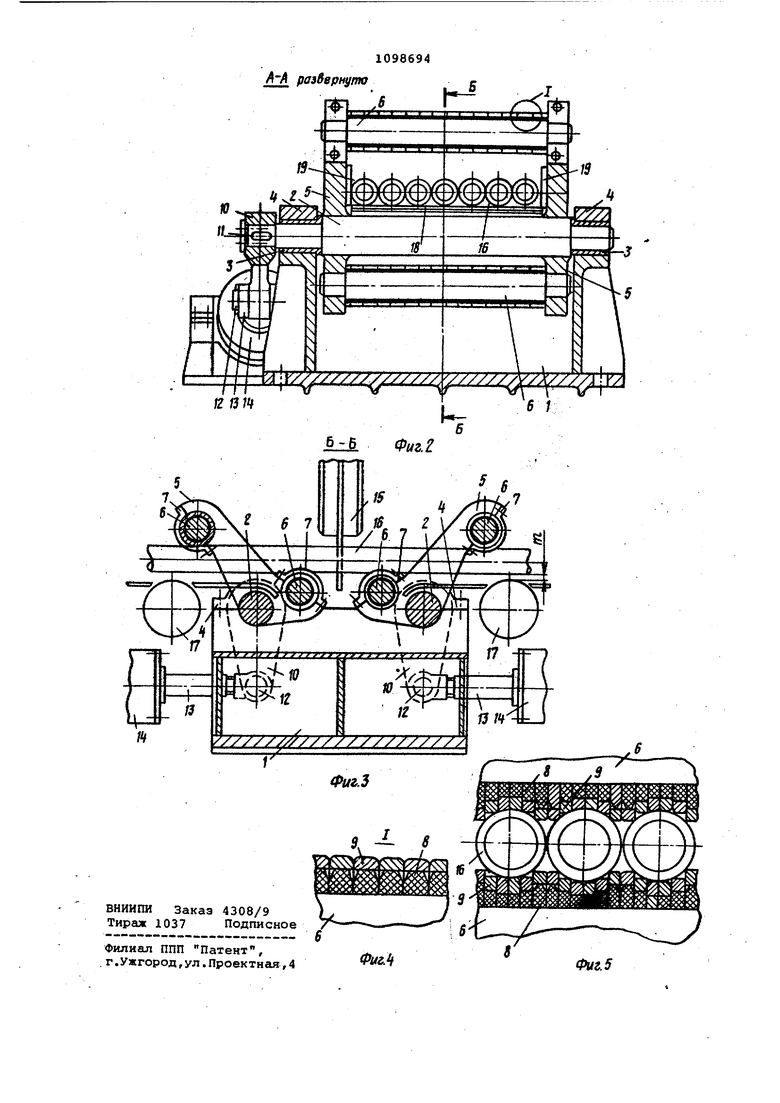
На фиг. 1 показано устройство, общий ВИД) на фиг. 2 - сечение А-А а фиг. 1) на фиг. 3 - сечение Б-В на фиг. 2) на фиг. 4 - узел I на фиг. 2} на фиг. Ь - часть отрезаемого пакета в зажатом состоянии .Устройство для зажима проката состоит из корпуса 1, двух поворотных валов 2, установленных в упорных пошипниках 3 скольжения на корпусе 1 и укрепленных крышками 4. Каждый приводной вал имеет рамку, состоящую из двух„вертикальных щек 5, выполненных за одно целое с валом,н концах которых параллельно поворотному валу 2 установлены оси б, крепящиеся крышками 7. Каждая из осей снабжена теплостойкими резиновыми кольцами 8,на которые одеты металлические кольца 9. Ширина колец выбирается по наименьшему диаметру зажимаемого проката и равна половин его диаметра. На консоль каждого .поворотного вала 2 посажен кривошип 10, передающий крутящий момент валу через шпонку 11. Кривошип соединен с помощью пгиг1ьца 12 со штоком 13 качающегося пневмоцилиндра 14.
Тонкими линиями на чертеже показано положение пильного диска 15, проката 16, роликов 17 рольганга, межроликового плитного настила 18, бортов 19 рольганга.
Устройство работает следуивдим образом.
В исходном положении рамка поднята в вертикальное положение. Верхняя л нижняя оси 6 каждой рамки
максимально удалены от верхнего уровня .роликов рольганга. По команде оператора прокат 16 перемещается по рольгангу приводными роликами 17 и проходит внутри рамок зажима. После
остановки проката подается воздух в пневмоцилиндры 14. Штоки 13 через пальцы 12 передают усилие на кривошип 10, поворачивая валы 2 в подшипниках 3 корпуса 1, а вместе с йими
и рамку. При этом нижние оси 6 подходят к пакету проката 16 снизу, приподнимают его над рольгангом, а верхние оси 6 проходят одновременно сверху к касаются пакета 16, после чего происходит его зажим. Резиновые кольца 8 на осях 6 деформируются, а металлические кольца 9 плотно облегают каждую трубу в пакете. Прокат 16 в зажатом состоянии перед порезкой приподнят над рольгангом
на величину m , что создает расклинивающий эффект. При зажатии труб в пакете меньшего диаметра величина m поднятия пакета над рольгангом несколько увеличивается, но это не
приводит к деформации труб, так как они обладают большей гибкостью, чем трубы большего диаметра. Кроме того, давление воздуха в цилиндрах устанавливается предварительно оператором в зависимости от типоразмера труб в пакете такое, чтобы прогиб при зажатии пакета был в пределах |ИХ упругой деформации. При отрезке Передних или задних концов прокат
зажимается одним правым или. левьш зажшлом. Отрезка концов в этом случае происходит на консоли и заклинивание диска не -происходит.
После порезки зажим устанавливается в исходное положение.
Таким образом, предлагаемая конструкция устройства для зажима проката обеспечивает надежный зажим без деформации заготовок в широком диапазоне типоразмеров отрезаемых
труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки проката | 1982 |
|
SU1146150A1 |
| Устройство для резки труб | 1976 |
|
SU577101A1 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1991 |
|
SU1808018A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| Кантователь длинномерных изделий | 1976 |
|
SU589048A1 |
| Устройство для подачи плит | 1976 |
|
SU742153A1 |
| ЗАХВАТ КЛИНОВОЙ | 1992 |
|
RU2110706C1 |
| Устройство для зажима проката | 1990 |
|
SU1801068A3 |
| Способ перепуска электрода дуговой электропечи | 1989 |
|
SU1765906A1 |
| Машина для гибки труб с осевым сжатием и локальным нагревом | 1976 |
|
SU740341A1 |
УСТРОЙСТВО ДЛЯ ЗАЖИМА ПРОКАТА, содержащее рамку, установленную на поворотной оси, связанной с гидроцилиндром посредством кривошипа, отличающееся тем, что, с целью расширения технологических возможностей путем расширения номенклатурй зажимаемого проката, рамка выполнена в виде вертикальных съемных щек, жестко связанных с поворотным валом, и горизонтальных съемных осей с набором эластичных колец, каждое из которых снабжено металлической оболочкой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
