Изобретение относится к деталям машин, в частности к быстродействующему соединению деталей машин и механизмов с целью передачи движения (крутящего момента, усилия) от ведущего элемента ведомому без использования жестких стационарных соединений типа шпоночных, шлицевых, клеммных или прессовых соединений и посадок.
Захват клиновой может быть использован для транспортирования при непрерывной подаче длиномерных (неограниченной длины) труб, валов и осей, например, в линиях для непрерывного изготовления трубных колен (отводов), а также для захвата и транспортирования шлифованных поверхностей деталей машин типа валов и осей без их повреждения. Кроме того, захват может использоваться в качестве съемника деталей при демонтаже механизмов и машин и в качестве захватного органа роботизированных и автоматизированных агрегатов для монтажа и демонтажа деталей, в частности, изготовленных из пластмасс и пресспорошков, например электродов и им подобных изделий в металлургической, энергетической (атомной) отраслях народного хозяйства.
Известен захват клиновой, обеспечивающий передачу движения от ведущего ведомому элементу посредством затяжного конического соединения в виде внешнего и внутреннего колец, заклиниваемых между указанными элементами резьбовой гайкой или втулками (Орлов П.И., Основы конструирования, кн. 2, М.: Машиностроение, 1988, с. 303 - 309, рис. 637).
Недостатком этого захвата (препятствующим достижению требуемого эффекта) является то, что захват не представляет собой комплектного изделия, которое можно было бы без всяких доработок использовать в различных объектах. Дело в том, что объекты, которым следует передавать движение, в этом случае будут являться частью этого захвата (например, несут на себе резьбу, упорный бурт, фланец и т.д.).
Другим недостатком этого захвата является в два раза меньший передаваемый им крутящий момент или осевое усилие, поскольку сопряжение колец производится по одинарной конической поверхности.
Наиболее близким к изобретению захватом того же назначения по совокупности признаков является захват клиновой для передачи движения объекту, охватываемому им или охватывающему его, состоящий из элементов, подвижно сопрягаемых между собой по сходящимся по большим диаметрам коническим (клиновым) поверхностям в виде внутреннего кольца втулки и внешней обоймы, принудительно расклиниваемых боковыми приводными распорными кольцами (Орлов П.И. Основы конструирования, кн. 2, М.: Машиностроение, 1988, с. 303 - 309, рис. 638).
К причинам, препятствующим достижению требуемого технического результата при использовании клинового захвата-прототипа, относится то, что известный клиновой захват не является быстродействующим, мобильным и обеспечивающим большую частоту повторяемости процесса "зажим-разжим".
Другим недостатком известного клинового захвата является повышенный расход энергии на процесс "зажим-разжим", поскольку упругими являются оба кольца: внешнее и внутреннее.
Кроме того, известный клиновой захват имеет малую степень деформации при большом зажимном усилии, что требует высокой точности и стабильности размеров, зажимаемых для транспортирования объектов, что существенно повышает трудоемкость их изготовления. Кроме того, у известного захвата имеются и другие недостатки.
В технике, как, например, при производстве трубных колен (отводов) способом непрерывной подачи длинномерной трубы-заготовки на рогообразную оправку необходимо трубе-заготовке сообщать поступательное движение с заданной скоростью, а также определенное осевое усилие, позволяющее деформировать трубу-заготовку в изогнутое колено (отвод). Использование для поступательного перемещения известных клещевых захватов исключается, так как последние деформируют трубу-заготовку вследствие местного контакта клещевого захвата с тонкостенной трубой-заготовкой.
По этой же причине нельзя транспортировать посредством известных клещевых захватов хрупкие материалы, например угольные электроды, (больших размеров и массы, используемых в металлургии) и вообще изделия, полученные прессованием из порошков и им подобных материалов.
Известными клещевыми захватами невозможно транспортировать изделия с чисто обработанными (шлифованными, полированными) поверхностями типа валов, осей, не деформируя их.
Задача изобретения - создание такого захватного устройства, которое бы не имело перечисленных выше недостатком и позволяло транспортировать трубы, валы, оси, изделия типа угольных электродов и им подобных, не деформируя их.
Предлагаемое захватное устройство должно быть быстродействующим и автоматически управляемым.
Решение поставленной задачи позволяет получить следующий технический результат.
Так замена технологического процесса дискретного производства трубных колен (отводов) размером ⊘ 80 - 150 мм на гидравлических прессах автоматической установкой с захватным устройством согласно предлагаемого изобретения непрерывного действия позволяет получить экономический эффект по данным Минмонтажспецстроя (г. Москва) свыше 5 млн. руб. (в ценах 1990 г.)
Результат получен не только за счет уменьшения расхода металла (уменьшения толщины стенки трубы), но и уменьшения отхода в брак в связи с обеспечением установившегося непрерывного технологического процесса изготовления колен по сравнению с прерывистым (дискретным), когда трубу-заготовку подают воздействием захватов на ее торец.
Существенный экономический эффект может быть получен при использовании предлагаемого захвата при транспортировании изделий типа угольных электродов, например в энергетическом (атомном) производстве.
Технический результат при осуществлении изобретения достигается тем, что в известном устройстве захвата клинового для передачи движения объекту, охватываемому им или охватывающему его, состоящего из элементов, подвижно сопрягаемых между собой по сходящимся по большим диаметрам коническим (клиновым) поверхностям, в виде внутреннего кольца-втулки и внешней обоймы, принудительно расклиниваемых боковыми приводными распорными кольцами:
один из элементов (внутреннее кольцо-втулка или внешняя обойма) выполнен тонкостенным упругим, а другой - достаточно жестким и неупругим;
внутреннее кольцо-втулка и внешняя обойма выполнены с односторонней конической (клиновой) поверхностью сопряжения в общем подвижном (приводном) корпусе, а боковое распорное кольцо кинематически связанным посредством резьбовых шпилек-тяг и пружин с рамой-станиной;
внутреннее кольцо-втулка выполнена тонкостенной, а два боковых заклинивающих приводных кольца достаточно жесткими неупругими, одновременно выполняющими функции внешней обоймы;
приводы для стягивания между собой боковых распорных и заклинивающих колец выполнены встроенными в эти боковые кольца и равномерно расположенными по периметру упругого тонкостенного элемента в виде гидравлических цилиндров;
гидравлические цилиндры стягивания боковых распорных колец выполнены оппозитными с поршнями на общем штоке;
в штоковых (поршневых) полостях гидравлических цилиндров между поршнем и боковым распорным кольцом установлены пружины сжатия, а поршневые штоковые полости цилиндров гидравлически связаны с насосной станцией;
между боковыми распорными кольцами с одной стороны и внутренним кольцом-втулкой и внешней обоймой - с другой, установлены пружины сжатия, для чего на внешней обойме и внутреннем кольце-втулке предусмотрены опорные бурты;
тонкостенный упругий элемент выполнен с несколькими осевыми разрезами на длине конических сопрягаемых поверхностей и одним общим разрезом на всей длине;
тонкостенный упругий элемент выполнен разъемным, как минимум из двух частей-половин, при этом каждая часть шарнирно соединена со своим радиально расположенным приводным устройством, например, в виде гидроцилиндра;
внутреннее кольцо-втулка или внешняя обойма составные из нескольких частей выполнены замкнутыми в общую внешнюю и внутреннюю удерживающие втулки;
сопряжение элементов выполнено по клиновым поверхностям, армированным подшипниками качения.
Приведенный выше технический результат достигается тем, что захват транспортируемого объекта, например трубной заготовки при подаче ее на рогообразную оправку при производстве трубных колец, выполняется согласно существенным признакам, перечисленным в формуле предлагаемого изобретения, посредством охвата этой трубной заготовки по всему периметру, разрезным упругим кольцом-втулкой, имеющей по концам сходящиеся конические поверхности, сопрягаемые с соответствующими поверхностями боковых распорных колец, замыкаемых в жесткой внешней обойме. Боковые распорные кольца стягиваются усилием пружин сжатия, а разжимаются гидравлически, что обеспечивает как быстродействие совершения процесса "зажим-разжим", так и автоматизацию управления им. Зажим трубной заготовки может выполняться гидравлически, а разжим - пружинами сжатия. В обоих случаях обеспечивается требуемое усилие зажатия и осевое усилие перемещения.
Захват клиновой может размещаться внутри трубной заготовки. В этом случае внешняя обойма выполняется тонкостенной упругой, а кольцо-втулка достаточно жесткой и неупругой.
Проведенный авторами анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах предлагаемого изобретения, позволил установить, что авторы не обнаружили аналог, характеризующийся признаками, идентичными всем существенным признакам предлагаемого изобретения, а определение прототипа позволило выявить совокупность существенных по отношению к усматриваемому техническому результату отличительных признаков в предлагаемом объекте, изложенных в формуле изобретения.
Следовательно, предлагаемое соответствует требованию новизны изобретения по действующему законодательству.
Для проверки соответствия предлагаемого изобретения требованию изобретательского уровня авторы провели дополнительный поиск и анализ известных решений, который показал, что предлагаемое изобретение не следует для специалиста явным образом из известного уровня техники.
Следовательно, предлагаемое изобретение соответствует требованию "изобретательский уровень".
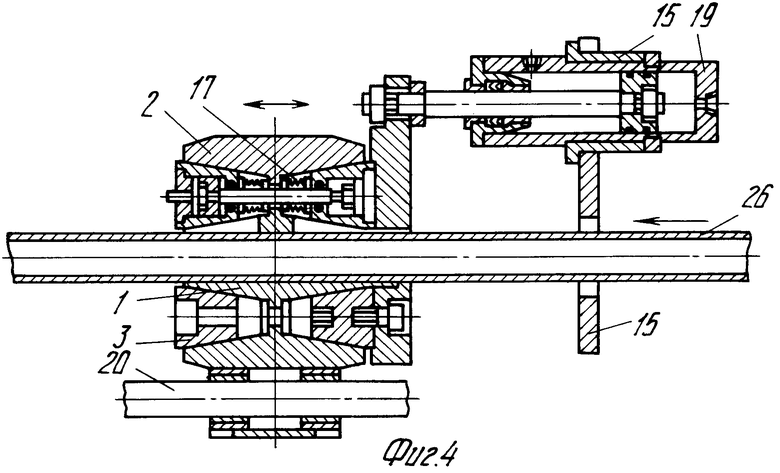
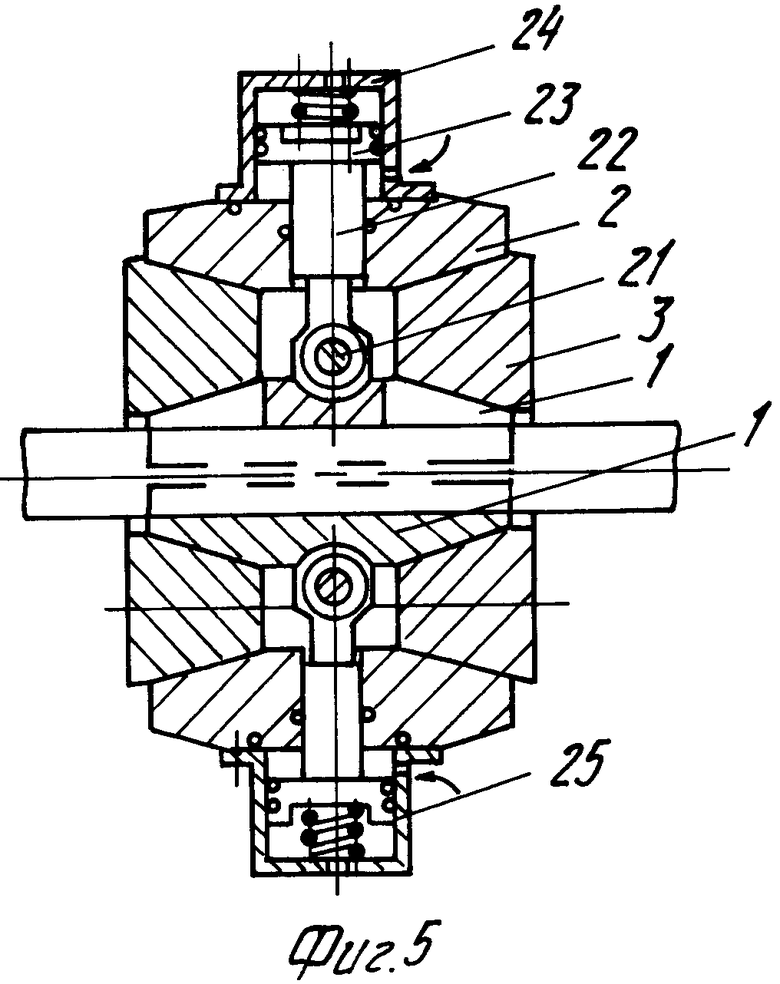
На фиг. 1 изображен захват за внешний диаметр (периметр) объекта; на фиг. 2 - то же, за внутренний диаметр (периметр); на фиг. 3 - захват клиновой с односторонней конической поверхностью и механическим переключением процессов "зажим-разжим" объектов транспортирования за внешний периметр (диаметр); на фиг. 4 - исполнение с гидравлическим приводом процесса "зажим-разжим"; на фиг. 5 - пример исполнения составного упругого тонкостенного элемента (кольца-втулки).
В общем случае захват клиновой содержит (фиг. 1 - 5) внутреннее кольцо-втулку 1, внешнюю обойму 2 и боковые распорные кольца 3. Это - основные элементы захвата. В зависимости от способа охвата транспортируемого объекта тонкостенным упругим разрезным может быть выполнено внутреннее кольцо-втулка 1 (фиг. 1) или внешняя обойма (фиг. 2). Во всех случаях все три элемента сопрягаются между собой по коническим или клиновым поверхностям с углом конусности (уклона), как правило, больше угла самоторможения. Конические (клиновые) поверхности могут быть выполнены с обеих сторон кольца 1 и обоймы 2, сходящиеся в сторону большого диаметра (фиг. 1, 2, 4 и 5). Однако конические поверхности могут быть и односторонними (фиг. 3).
Внешняя обойма 2 (или кольцо-втулка 1) может и отсутствовать, тогда боковые распорные кольца 3 выполняют достаточно жесткими, неупругими взамен внешней обоймы 2, или кольца-втулки 1 (не показано). Боковые распорные кольца 3 приводятся в движение "зажим-разжим" посредством гидравлических цилиндров 4, которые встроены в боковые распорные кольца 3. Цилиндры 4 выполнены оппозитными на общем штоке 5. Поршни 6 закреплены на штоке 4 гайками 7. Штоки и поршни уплотнены уплотнением 8. Цилиндры 4 закрыты крышками 9, через которые в поршневые полости их подводится гидравлика. Между поршнем 6 и боковым распорным кольцом 3 установлены пружины сжатия 10. Пружины сжатия 11 установлены также между боковыми распорными кольцами 3 и кольцом-втулкой 1 и внешней обоймой 2, для чего на них предусмотрены опорные бурты, однако пружин 10 и 11 может и не быть. В этом случае гидравлика подводится как в поршневую, так и в штоковую полости цилиндра 4 (фиг. 4). В этом случае управление процессом "зажим-разжим" осуществляется исключительно гидравлически от насосной станции через систему управляемых гидрораспределителей (не показаны).
На фиг. 3 показано исполнение захвата клинового, в котором управление процессом "зажим-разжим" производится механически, при этом внутреннее кольцо-втулка 1 и внешняя обойма 2 смонтированы в общем корпусе 12. Боковое распорное кольцо 3 имеет направление в этом корпусе и кинематически посредством резьбовых шпилек-тяг 13 и пружин 14 связано с рамой-станиной 15. Корпус 12 приводится в движение кривошипно-кулисным приводом 16 с кулисным камнем 17 и звубчатым колесом 18. При таком исполнении процесс "зажатия-разжатия" и транспортирования объекта производится одновременно.
В остальных случаях транспортирование объекта выполняется отдельным независимым приводом, например, от гидроцилиндра 19, смонтированного на раме-станине 15 (фиг. 4). Захват клиновой перемещается по направляющим скольжения 20.
Внутреннее кольцо-втулка 1 может быть выполнено разъемным из как минимум двух частей-половин 1 и 11 (фиг. 5). Это необходимо в тех случаях, когда транспортируемый объект имеет значительное колебание диаметрального размера по длине. Каждая часть 1 и 11 кольца шарнирно соединена посредством оси 21, штока 22 с поршнем 23, с цилиндром 24, при этом смыкание (не зажим) частей 1 и 11 с объектом транспортирования производится посредством пружин 25, а размыкание посредством гидравлики (пневматики).
Захват клиновой работает следующим образом.
Зажим объекта.
Исходное положение.
В поршневые полости цилиндров 4 через отверстия в крышках 9 подано от насочной станции рабочее тело-жидкость, при этом пружины 10 сжимаются, боковые распорные кольца 3 расходятся и освобождают внутреннее кольцо-втулку 1 (фиг. 1) или внешнюю обойму 2 (фиг. 2). Обладая упругостью, кольцо-втулка 1 (внешняя обойма 2) на участках разрезных концов увеличивает диаметральный размер (внешняя обойма 2 - уменьшает).
В том случае, если кольцо-втулка выполнена составной из частей (фиг. 5), то эти части разводятся цилиндрами 24, подачей в них жидкости (пневматики), еще более увеличивая диаметральный размер между ними. Далее в кольцо-втулку 1 вводится транспортируемый объект (на фиг. 1 ось 26), или клиновой захват надевается на транспортируемый объект 26. При этом подается сигнал на управление цилиндрами 24, гидравлика сбрасывается, и под действием пружин 25 части кольца-втулки 1 смыкаются, охватывая объект 26. Далее подается сигнал на гидрораспределители управления цилиндрами 4. Давление в них сбрасывается и под действием пружин 10 боковые распорные кольца 3 смыкаются, воздействуя на конические поверхности кольца-втулки 1 и обоймы 2. Поскольку обойма 2 не упруга, а достаточно жестка, то все заклинивающее движение передается кольцу-втулке 1. Последняя податливыми разрезными участками зажимает объект 26, надежно зажимая его по всей поверхности охвата. Далее, подавая рабочую жидкость в поршневую полость цилиндра 19 (фиг. 5), транспортируем объект 26 на величину хода его штока, после чего осуществляем "разжим" объекта и отвод штока цилиндра 19 в исходное положение. Цикл закончен. Аналогичным образом действует и клиновой захват по фиг. 2, но разница состоит в том, что в этом случае упругой выполнена обойма 2, вводимая внутрь объекта транспортирования 26.
В описанных выше случаях процесс "зажатия-разжатия" объекта 26 производится посредством переключения аппаратуры гидроуправления, что связано со снижением быстроходности процесса транспортирования и повышенным износом указанной аппаратуры.
Захват клиновой по фиг. 3 лишен этих недостатков, так как работа его основана на другом принципе.
Исходное положение.
Корпус 12 движется в крайнее правое положение так, что между коническими поверхностями кольца-втулки 1, обоймы 2 и бокового распорного кольца 3 устанавливается большой зазор. Пружины 14 приходят в свободное состояние. В этом положении корпус 12 под действием привода 16 отходит (на фиг. 3 вправо). Далее, изменяя направление движения на обратное, корпус 12 с кольцом-втулкой 1, обоймой 2, встречая на своем пути боковое распорное кольцо 3, заклинивает податливое кольцо-втулку 1, зажимает объект 26 и транспортирует его на величину хода корпуса 12. Изменяя направление движения, корпус 12 расклинивает кольцо-втулку 1, освобождая объект 26. В это время объект 26 затормаживается специальным тормозом или зажимается и подается далее вторым клиновым захватом аналогичного устройства. Далее цикл повторяется.
Таким образом, изложенные выше сведения показывают возможность использования предлагаемого изобретения.
Следовательно, предлагаемое изобретение соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КОЛЕН ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2098207C1 |
| ЗАЖИМНАЯ ГОЛОВКА-МАНИПУЛЯТОР | 2005 |
|
RU2295436C2 |
| Цанговый патрон | 1984 |
|
SU1184614A1 |
| Манипулятор | 1982 |
|
SU1018774A1 |
| Фрикционный захват штока силового цилиндра | 2022 |
|
RU2783318C1 |
| Устройство для зажима тонкостенных деталей | 1980 |
|
SU986624A1 |
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| Крепежное устройство | 1979 |
|
SU846812A1 |
| Подъемник скользящей опалубки (его варианты) | 1982 |
|
SU1106885A1 |
| Устройство для дорнования | 1975 |
|
SU557885A1 |


Захват клиновой содержит элементы, сопряженные между собой по коническим или клиновым поверхностям и выполненные в виде внутреннего кольца - втулки и внешней обоймы, расклиниваемые боковыми приводными распорными кольцами. Один из элементов (кольцо-втулка или внешняя обойма) выполнен тонкостенным упругим, а другой - жестким неупругим). Захват передает движение от ведущего элемента к ведомому без использования жестких стационарных соединений. 2 с. и 10 з.п. ф-лы, 5 ил.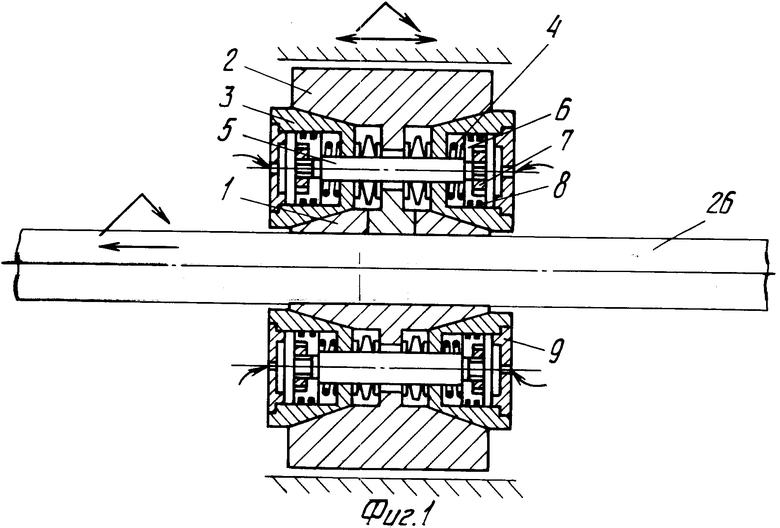
| Орлов П.И | |||
| Основы конструирования | |||
| - М.: Машиностроение, 1988, кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Паровой котел с винтовым парообразователем | 1921 |
|
SU304A1 |
| АППАРАТ ДЛЯ ЛОТЕРЕИ | 1923 |
|
SU638A1 |
