1 .
Изобретение относится i6 обработке металлов давлением, в частности к оборудованию для гибки труб большого диаметра с локальным нагревом и осевым сжатием.
Известно устройство для гибки труб с малым радиусом гибки и одновременным осевым сжатием трубы, содержащее станину с установленными на ней нагревательным элементом, опорным роликом и зажимами, один из которых поворотный гибовдый, а другой подвижный осадочный 1.
Это устройство имеет зажимы клещевого типа и приспособлено для гибки труб малого диаметра на угол- 180°.
Использование в конструкции указанного устройства зажимов клещевого типа обеспечивает зажим трубы с постоянным усилием независимо от размера труб и величины осевого усилия, возникающего в очаге деформации в процессе гибки трубы.
При этом усилие зажима трубы обычно рассчитывается, исходя из величинь максимального осевого усилия, которое может возникнуть при гибке наиболе| толстостенной из
имеющегося сортамента заготовки. Это приводит к деформированию зажимами поперечного сечения труб, толщина стенки которых меньше расчетной.
Наиболее близкой к предлагаемой по технической сущности является машина для гибки труб с осевым сжатием и локальным нагревом, содержащая стан1шу, на которой установлен механизм: подачи трубы с зажимом и упором, гибочная головка, выполненная в виде зажима,
to связанного с приводным валом, и упора, и опорные ролики, размещенные перед гибочной головкой 2.
Однако эта конструкция машины не обеспечивает гибку труб на угол 180°. Действитель15но, при углах гибки, больших 90°, под действием усилия нажатия упора механизма подачи передний торец трубы будет отходить от упора на гибочной головке, Поскольку зажим головки не рассчитан на удержание трубы от
20 проскальзывания в осевом направлении.
Вследствие этого при угле, большем 90°, гибка трубы будет осуществляться без необходимого осевого , что приведет к чрезмерному утонению стенки трубы, а следовательно, к браку.
Цель изобретения - обеспече1Ше возможности гибки труб на угол более 90.
Это достигается тем, что машнна описываемой конструкции снабжена размещенным за гибочной головкой дополнительным опорным роликом, ось которого установлена, с возможностью перемещения в плоскости, проходящей через вал гибочной головки и составляющей с .направлением подаЧи угол 0-20°, а зажимы механизма подачи трубы и гибочной головки выполнены каждый в виде смонтировагшых в обойме вкладышей, устано1влёниых с возможностью перемещения вдоль плоскоетей, наклонных к оси обоймы и составляющих усеченную пирамиду, причем большие oCHoeaipiH пирамид обоих зажимов обращены друг к другу..
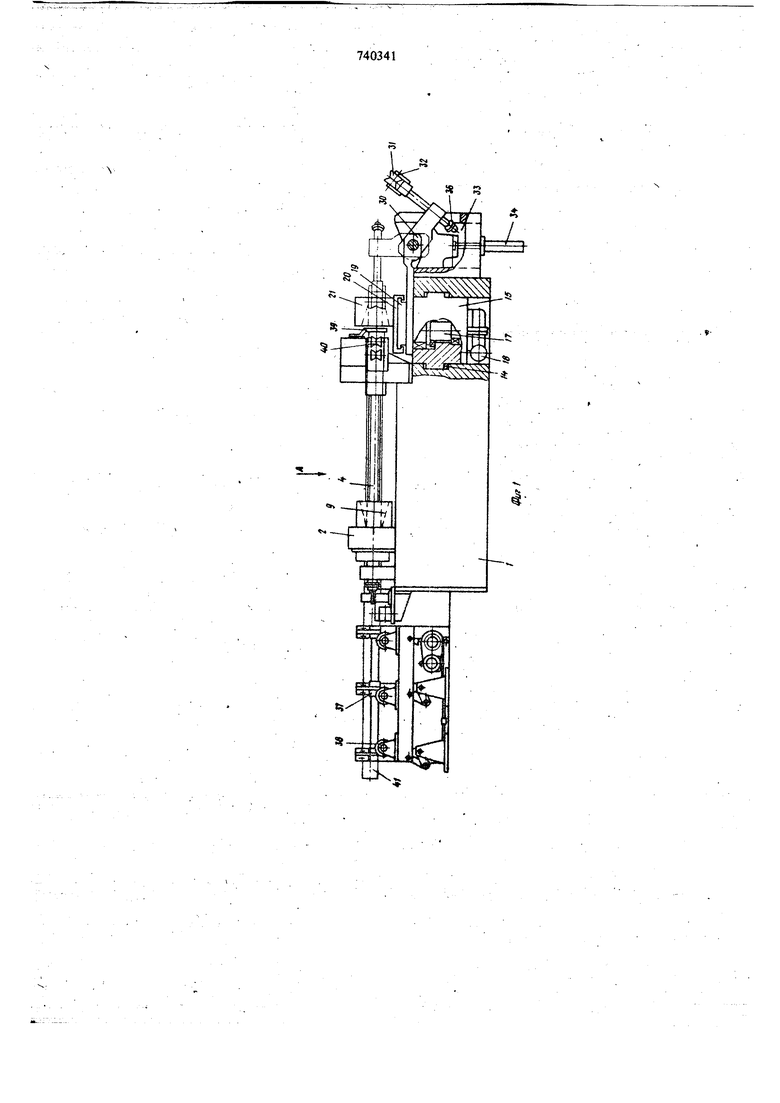
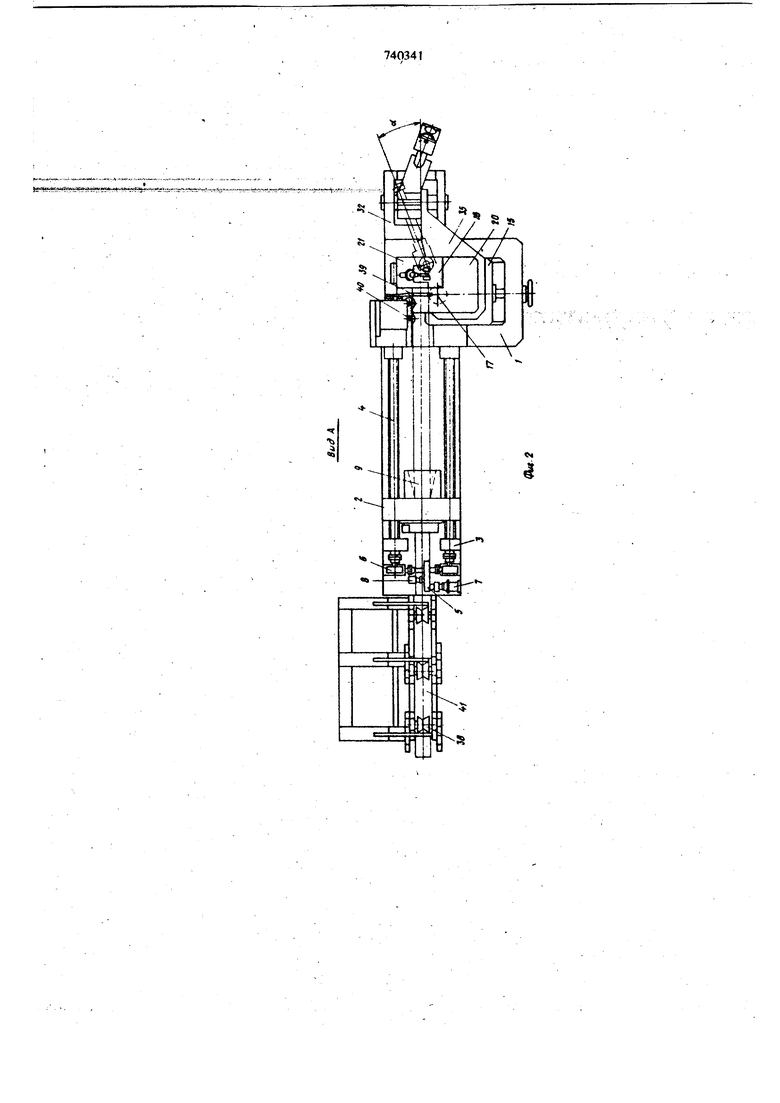
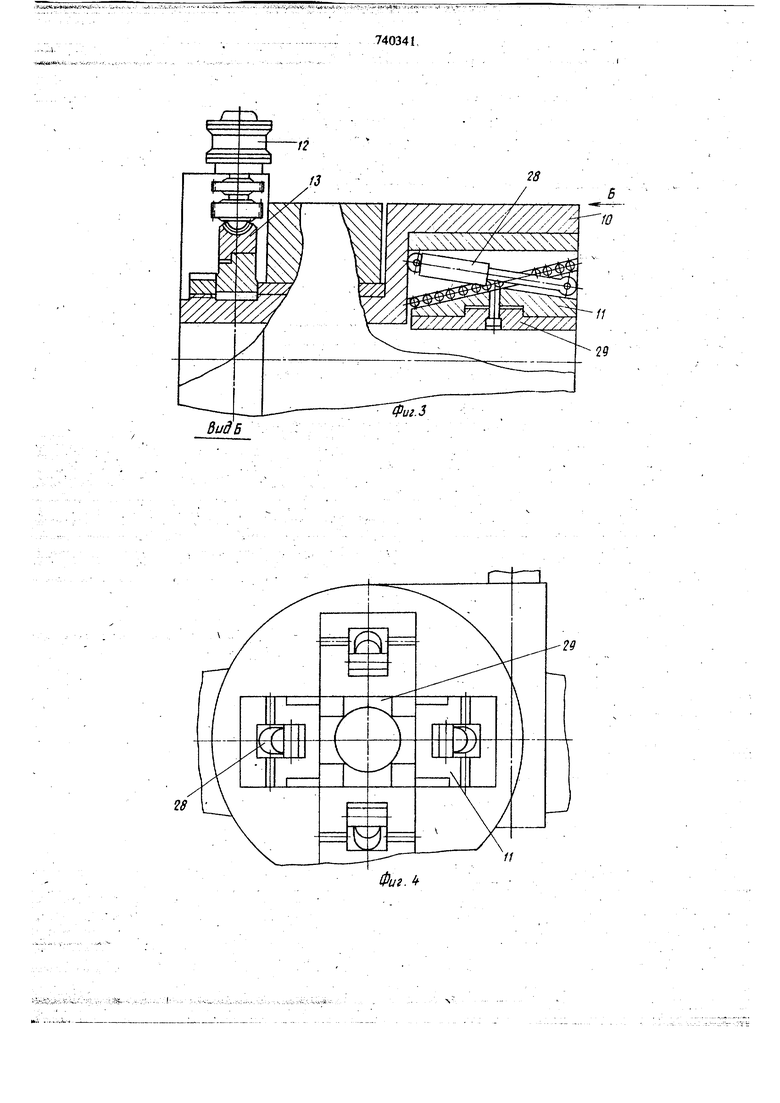
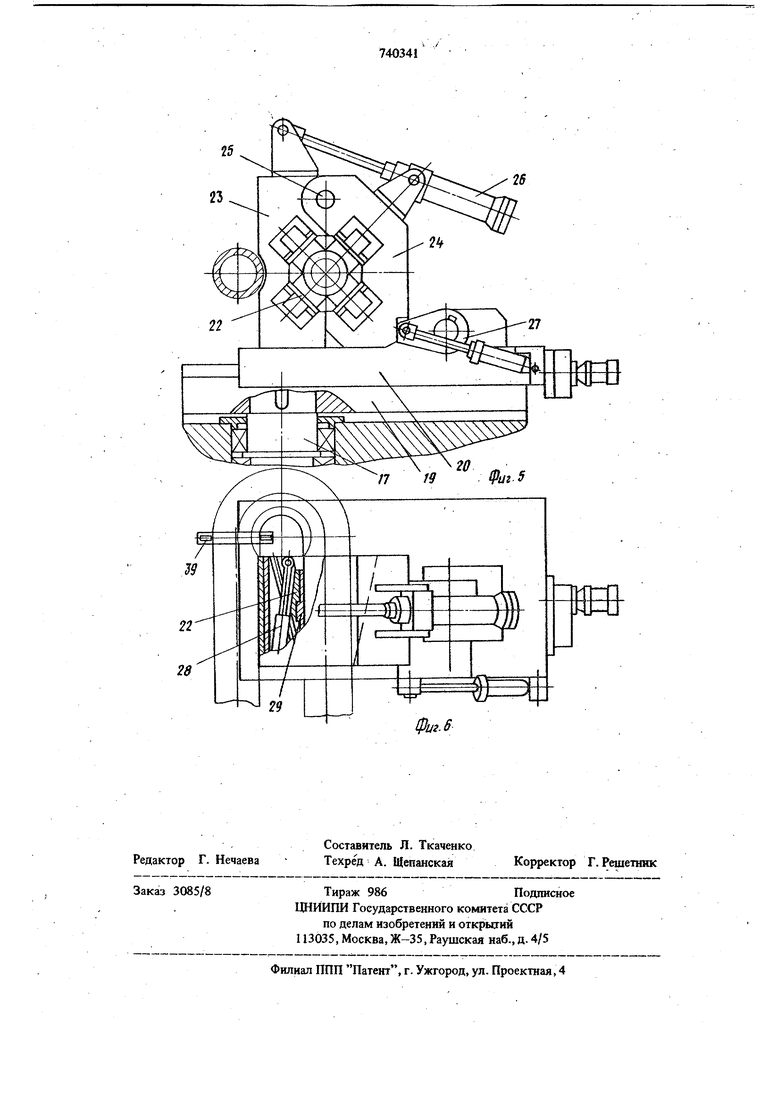
На фиг. 1 изображена предлагаемая машина; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3, 4 - зажим лсеханизма подачи; на фиг. 5, 6 - гибоч1гая головка с зажимом в конечный момент гибки на угол 180.
Мащина содержит станину 1 с установлен- . ной на ней кареткой 2 механизма подачи 3, соединенной ходовыми винтами 4, зубчатой цилиндрической 5 и червячной 6 передачами с приводом 7. Для ускоренного прямого и обратного хода каретки 2 в конструкции машины предусмотрен отдельный привод 8, который соединяется с указанными зубчатыми передачами и кареткой с помощью электромагнитной муфты.
На каретке 2 смонтирован зажим 9, состоящий из поворотной обоймы 10 с установленными в ней четырьмя вкладьпшми И. Вращение обоймы осуществляется от гидромотора 12 через червячный редуктор 13.
С целью удержания согнутой трубы в нужном положении в пространстве при осуществлении много плоскостной гибки червячная передача редуктора Вьгаолнена самотормозящей.
В головной части станины имеются нащ)авляющие 14, по которым при измбнении радиуса гибки перемещается ползун 15 гибочной головки 16.
в зтом ползуне смонтирован вал 17, соеди-. ненньп через гЛобоидную самотормозящую
червячную передачу с приводом 18, закрепленным на ползуне 15. -/----..-.--
В верхней части вала 17 установлен кронштейн 19 гибочной головки 16, на котором смонтирована ползущка 20 с зажимом 21. Этот зажим имеет разъемную обойму, в которой смонтированы четыре вкладыша 22: два в неподвижной части обоймы 23 и два в откидной части обоймы 24. Откидная ч&сть обоймы
установлена на оси 25 и может подниматься и опускаться с помощью гидро1далиндра 26. В опущенном положении откидная часть обоймы запирается эксцентриком 27. ,
Камсдый вкладыщ зажимов 9 и 21 установлен в соответствующих обоймах: механизма подчи и гибочной головки с возможностью перемещения вдоль поверхности, наклонной к оси обоймы. При этом угол наклона поверхностей вкладышей зажима 9 противоположен углу наклона соответствующих поверхностей вкладышей зажима 21 и направлению осевого сжатия трубы.
Такое конструктивное выполнение обеспечивает самозатягивание трубы в зажимах с уси- лием, пропорциональным усилию осевого сжатия, возникающего в ходе гибки каждой трубы, что исключает проскальзывание и деформавдю трубы в зажимах.
Для предварительного затягивания, а также расклинивания трубы в зажимах после гибйи в каждом вклащ 1ше смонтирован гидроцилиндр 28, с помощью которого осуществляется перемещение вкладьшш вдоль оси обоймы. При этом на каждом вкладыше закреплена сменная губка 29, рабочая поверхность которой соответствует форме и размерам наружного диаметра сгибаемой трубы. Для предотвращения раскрытия зажима 21 в ходе гибки трубы на угол, больший 90°, в головной части станины машины на рычаге 30 установлен убирающийся опорный .ролик 31, ось 32 которого распо.ложена в плоскости оси вала 17 гибочного механизма, образующей с направлением движения каретки механизма подачи угла oL - 0420°.
В рабочее положение (см. фиг. 1 и 2) опорный ролик устанавливается клиновым механизмом 33 при помоищ гидроцилиндра 34. Для обеспечения возможности гибки на угол 180° труб различного диаметра рычаг 30 опорного ролика 31 жестко соединен тягой 35 с ползу-, ном 15, вместе с которым имеет возможность перемещаться перпендикулярно к направлению двйжешш каретки 2 механизма подачи.
Кроме того, при изменении радиуса гибки трубы этот ролик с помощью винта 36 также имеет возможность перемещаться в радиальном по отношению к оси вала 17 направлении. Для механизации загрузки трубы предлагаемая конструкция машины оснащена автоматическим нагрузочным устройством 37 и подающим рольгангом 38.
Локальный кольцевой нагрев трубы при гибке обеспечивается нагревательным устройством индукщюнного или газового типа. Нагревательное устройство 39 смонтировано на станине с возможностью перемещения вдоль оси огибаемой трубы.
Для направления трубы при перемещении евсквозь нагревательное устройство в конструкции машины предусмотрены направляющие ролики 40..Работа машины осуществляется следующим образом. , ..
Труба 41, подлежащая гибке, передается загрузочным устройством 37 на рольганг 38
i -j;t-.:; и затем приводными роликами этого рольганга продвигается вперед сквозь раскрытый зажим 9 каретки 2 механизма подачи, нагревательное устройство 39 и зажим 21 гибочной головки на заданную длину. Затем закрывают указанные зажимы и осуществляют зажатие трубы подачей давления в гидрощшиндры 28. После этого подводят к трубе боковые направляющие ролики 40. Включают нагревательное устройство 39, которое перемещают от зажима 21 вдоль трубы в направлении к за- . жиму 9 механизма подачи со скоростью, равной скорости перемещения каретки 2 при гибке.
В конечный момент перемещения нагревательного устройства (в момент совпадения плоскости нагревателя с осью вала 17 гибочной головки) происходит автоматическое включение привода 7 каретки 2 и привода 18 вала 17 гибочной головки 16 на проведение гибки.
При повороте кронштейна 19 с зажимом 21 на угол примерно 80-1(Ю° к внеишей стороне согнутого участка трубы 41 подводится опорный ролик 31 для предотвращения раскрытия зажима 21 и обеспечения возможности дальнейшей гибки трубы.
По окончанию гибки трубы на заданный угол автоматически включают привод 7 каретки 2 и привод 18 вала 17 гибочной головки, нагреватель 39. Затем расклинивают вкладыш зажима 21 путем подачи давления в соответствующую полость гидроцилиндра 28. Отводят от трубы с помощью пщроцилиндра 34 рычаг 30 с опорным роликом 31. Опускают запирающий эксцентрик 27 и поднимают гидроцилиндром 26 откидную часть обоймы 24.
Движением каретки 2 вперед выдвигают согнутую трубу из зажима 21, затем раскрывают зажим 9 и с помощью цеховых подъемнотранспортных средств трубу удаляют из машины.
Для получения на одной трубе нескольких согнутых участков, расположенных в различных плоскостях, после окончания гибки первого участка раскрывают зажим 9 каретки 2, отводят опорный ролик 31 и каретку 2 возвращают в исходное положение.
Затем снова закрывают зажим 9 и ракрывают зажим 21 и трубу 41 перемещают вперед
кареткой 2 на величину промежуточного прямого участка. При этом кронштейн 19 гибочной головки и нагревательное устройство 39 возвращают в исходное положение. После это5 го включением гидромотора 12 осуществляют поворот зажима 9 вместе с трубой на заданный угол расположения плоскости второго согнутого участка. После окончания установки трубы на заданный угол закрывают зажим 21
0 и включают нагревательное устройство 39. Затем осуществляют гибку в указанной вьпие последовательности.
Наличие в конструкции предлагаемой машины замотмов клинового тиМ и oifidpHoro ролика обеспечивает надежное закрепление трубы в зажимах без деформирования ее поперечного сечения и возможность гибки труб большого дааметра на угол 180, что является преимуществом по сравнению с известными конструкциями мащин.
Формула изобретения,
Машина для гибки труб с осевьпи сжатием и локальным нагревом, содержащая установленный на сташше механизм подачи трубы с зажимом, гибочную головку, выполненную в виде зажима, связанного с приводным валом, и опорные ролики, размещенные перед гибочной головкой, отличающаяся тем, что, с целью обеспечения возможности гибки труб на угол более 90°, она снабжена размещенным за гибочной головкой дополнительным опорным роликом, ось которого установлена с возможностью перемещения в плоскости, приходящей через вал гибочной головки и составляющей с направлением подачи угол 0-20°, а зажимы механизма подачи трубы и гибочной головки выполнены каждь1и в виде смонтировашых в обойме вкладьпией, установленных с возможностью перемещения вдоль плоскостей, наклонных к оси обоймы и составляющих усеченную пирамиду, причем большие основания пирамид обоих зажимов обращены друг к другу.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 163873, кл. В 21 D 9/05, 1960.
2.Авторское свидетельство СССР N 183034. кл. В 21 D 7/02, 1965 (прототип).
t: 
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гибки труб | 1972 |
|
SU694248A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Машина для гибки труб | 1973 |
|
SU904839A1 |
| Станок для гибки многоколенныхзМЕЕВиКОВ | 1979 |
|
SU837473A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Трубогибочный станок | 1984 |
|
SU1274802A1 |
«t t
«Ч
-«4«i «lti«V.i ---,,.
25
23
2S
Фш.В
