х
30
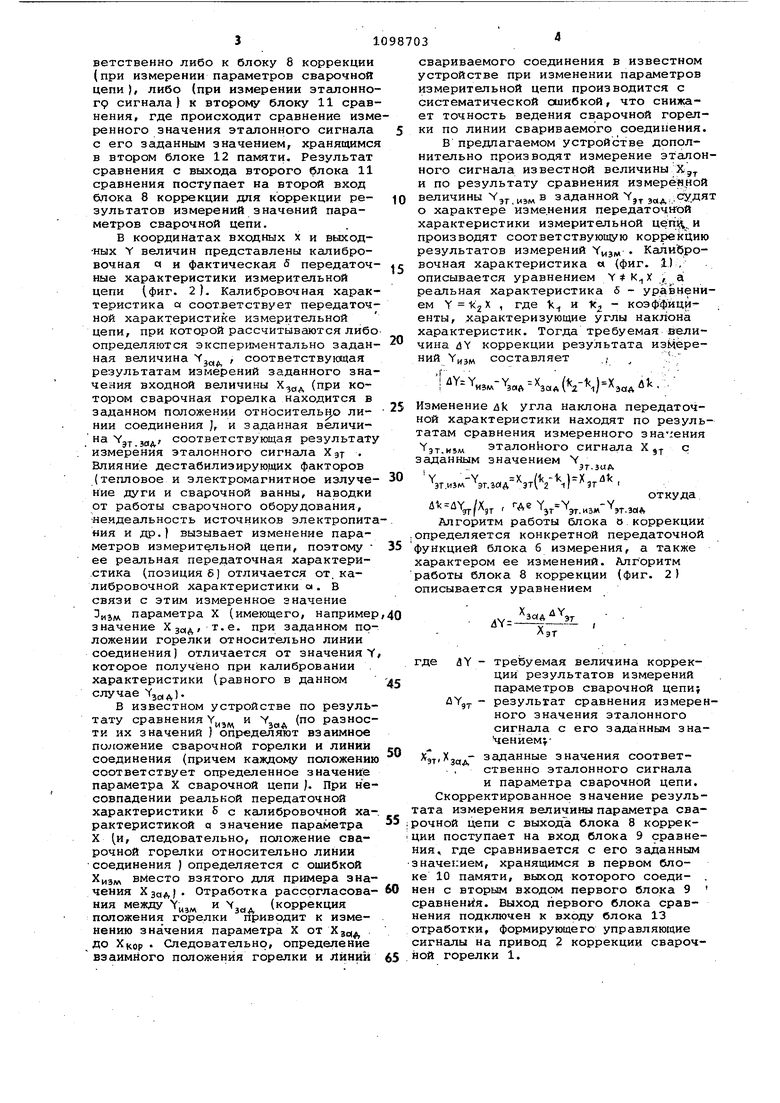
VI Изобретение относится к области автоматизации сварочных процессов и может быть использовано при дуговой сварке для управления перемещением сварочной горелки относительно линии соединения свариваемых элементов. Известно устройство для ведения сварочной горелки по линии свариваемого соединения, содержащее сварочную горелку с приводами перемещения И коррекции, блок измерения параметров сварочной цепи (например, блок регистрации величины сварочного тока через последовательно соединенные первый блок сравнения и блок отработ ки управляющего сигнала (корректор), подключенный к приводу коррекции, причем второй вход первого блока сра нения соединен с выходом первого бло ка памяти 1. Недостатком известного устройства (является влияние нестабильности пара метров Измерительной цепи на результаты измерений значений параметров сварочной цепи. Тепловое и электромагнитное излучение дуги и сварочной ванны, наводки от работы сварочного оборудования, неидеальность источников электропитания вызывают изменени параметров измерительной цепи, что искажает соответствие измеренных значений параметров сварочной цепи их фактическим значениям и снижает достоверность определения взаимного положения сварочной горелки и линии , свариваемого соединения, понижая тем самым точность ведения сварочной горелки по линии свариваемого соединения. Целью изобретения является повыше ние качества свариваемого соединения путем повышения точности ведения сварочной горелки по линии свариваемого соединения. Поставленная цель достигается тем что в устройство для ведения сварочной горелки по линии свариваемого соединения, содержащее сварочную горелку с приводами перемещения и коррекции, блок измерения параметров сварочной цепи, первый блок сравнения, вход которого подключен к выходу первого блока памяти, а выход через блок отработки управляющего сигнала соединен с приводом коррекции, дополнительно введены источник эталонного сигнала, коммутатор, синхронизатор, блок коррекции, дешифратор, второй блок сравнения и второй блок памяти, причем первый вход коммутатора подключен к сварочной цепи, второй - к источнику эталонного сигнала, а выход через блок измерения связан с входом дешифратора, первый выход дешифратора через блок коррекции подключен к второму входу первого блока сравнения, второй выход дешифратора соединен с первым входом второго блока сравнения, второй вход которого связан с выходом второго блока памяти, а выход подключен к второму входу блока коррекции, при этом управляющие входы коммутатора и дешифратора соединены с .выходом синхронизатора. На фиг. 1 изображена функциональная схема предлагаемого устройства; на фиг. 2 - характеристики, которые иллюстрируют принцип получения и обработки информации о взаимном положении сварочной головки и линии свариваемого соединения. Устройство для ведения сварочной горелки по линии свариваемого соединения содержит сварочную горелку 1 с приводами коррекции 2 и перемещения 3, KoivuviyTaTop 4, входы которого подключены к сварочной цепи и к источнику 5 эталонного сигнала, а выход через блок б измерения параметров сварочной цепи соединен с входом дгашфратора .7, первый выход которого через блок 8 коррекции результатов измеренрШ соединен с входом первого блока 9 сравнения, к второму входу которого подключен вых-од первого блока 10 памяти. Второй выход дешифратора соединен с первым входом второго блока 11 сравнения, к второму входу которого подключен выход второго блока 12 памяти, а выход соединен с вторым входом блока 8 коррекции. Первой блок 9 сравнения через блок 13 отработкиуправлянядего сигнала связан с приводом 2 коррекции, а к управляющим входам-коммутатора 4 и дешифратора 7 подключен выкод синхронизатора 14. Устройство работает следующим образом. Коммутатор 4, блок б измерения, дешифратор 7 и синхронизатор 14 образуют измерительную цепь, посредством которой измеряются значения параметров сварочной цепи и источника 5 эталонного сигнала. Характер и место подключения измернжельной цепи к сварочной определяются особенностями конкретного измеряемого параметра (например, при измерении сварочного тока измерительная цепь подключатся к последовательно включенному в сварочную цепь шунту, при измерении напряжения на дуге - между наконечником горелки и свариваемым изделием, при измерении частоты коротких замыканий - практически в любом месте сварочной цепи). Очередность и периодичность измерений параметров сварочной цепи и эталонного сигнала задается синхронизатором 14. Вход блока б измерения через коммутатор 4. подключается либо к сварочной цепи, либо к источнику 5 эталонного сигнала, а выкод блока 6 измерения через- дешифратор 7 подключается соответственно либо к блоку 8 коррекции (при измерении параметров сварочной цепи), либо (при измерении эталонно Г9 сигнала) к второму блоку 11 срав нения, где происходит сравнение изм ренного значения эталонного сигнала с его заданным значением, хранящимс в втором блоке 12 памяти. Результат сравнения с выхода второго блока 11 сравнения поступает на второй вход блока 8 коррекции для коррекции результатов измерений значений параметров сварочной цепи. В координатах входных х и выходных Y величин представлены калибровочная с( и фактическая S передаточ ные характеристики измерительной цепи (фиг. 2 ). Калибровочная харак теристика о соответствует передаточ ной характеристике измерительной цепи, при которой рассчитываются либо определяются экспериментально задан нал величина ( г соответствующая результатам измерений заданного зна чения входной величины (при котором сварочная горелка находится в заданном положении относительно лиНИИ соединения J, и заданная величи на Vj- зад, соответствующая результату измерения эталонного сигнала Хэт Влияние дестабилизируюпщх факторов (тепловое и электромагнитное излучение дуги и сварочной ванны, наводки от работы сварочного оборудования, неидеальность источников электропита ния и др.) вызывает изменение параметров измерит ьной цепи, поэтому ее реальная передаточная характери.стика (позиция 6) отличается от. калибровочной характеристики а. в связи с этим измеренное значение параметра X (имеющего, например значение Хзад т.е. при заданном положении горелки относительно линии соединения) отличается от значения Y которое получено при калибровании . характеристики (равного в данном случае YJOIA)В известном устройстве по результату сравнения Y,,, и V (по разности их значений ) определяют взаимное положение сварочной горелки и линии соединения (причем каждому положению соответствует определенное значений параметра X сварочной цепи ). При несовпадении реальной передаточной характеристики 6 с калибровочной характеристикой а значение параметра X (и, следовательно, положение сварочной горелки относительно линии соединения ) определяется с ошибкой Хцзлл вместо взятого для примера значения ХЗОА) Отработка рассргласования между Vyj и ч (коррекция положения горелки приводит к изменению значения параметра X от Xjo, . до ХКОР Следовательно, определение взаимного положения горелки и Линий свариваемого соединения в известном устройстве при изменении параметров измерительной цепи производится с систематической ошибкой, что снижает точность ведения сварочной горелки по линии свариваемого соединения. В предлагаемом устройстве дополнительно производят измерение эталонного сигнала известной величины Х, и по результату сравнения измерёиной величины г.чыл заданной Yj j .судят о характере изме.нения передаточнЪй характеристики измерительной цеп. и производят соответствующую коррекцию результатов измерений YKJ, . Калибровочная характеристика « (фиг. 11, описывается уравнением ,; а реальная характеристика б - уравнением Y 5 1 гДе Х и 1с, - коэффициенты, характеризующие углы наклона характеристик. Тогда требуемая величина й коррекции результата измерений Yn3M составляет ... , ,,,.x,(,d1c.:.Изменение /sk угла наклона передаточной характеристики находят по результатам сравнения измеренного YaT.MSM эталонйого сигнала X . с заданным значением .ЭТ.ЗСДА YarWV A MVM ar откуда ,, , где Y,,V,,.«3M-V3«A Алгоритм работы блока о коррекции определяется конкретной передаточной ункцией блока б измерения, а также характером ее изменений. Алгоритм аботы блока 8 коррекции (фиг. 2) описывается уравнением : ,v , де aY - требуемая величина коррекции результатов измерений параметров сварочной цепи} 3Y, - результат сравнения измеренного значения эталонного сигнала с его заданным зна ением;Хз.Хздд- заданные значения соответ-, ственно эталонного сигнала и параметра сварочной цепи. Скорректированное значение резульата измерения величины параметра сваочной цепи с выхода блока 8 коррекии поступает на вход блока 9 сравнеия, где сравнивается с его заданным начением, хранящимся в первом блое 10 памяти, выход которого соеди- . ен с вторым входом первого блока 9 равнения. Выход первого блока сравения подключен к входу блока 13 тработки, формирующего управляющие игналы на привод 2 коррекции сварочой горелки 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения амплитуды сварочного тока | 1981 |
|
SU1009676A1 |
| Способ слежения за стыком при дуговой сварке | 1983 |
|
SU1152743A1 |
| Устройство слежения за стыком свариваемых деталей | 1989 |
|
SU1680460A1 |
| УСТРОЙСТВО ВЫДЕЛЕНИЯ ИНФОРМАЦИИ И УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2003 |
|
RU2240903C1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Устройство для передачи телеметрической информации | 1983 |
|
SU1096682A1 |
| Устройство для управления процессом сварки | 1981 |
|
SU969483A2 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
УСТРОЙСТВО ДЛЯ ВЕДЕНИЯ СВАРОЧНОЙ ГОРЕЛКИ ПО ЛИНИИ СВАРИВАЕМОГО С9ЕДИНЕНИЯ, содержащее сварочную горелку с приводами перемещения и коррекции, блок измерения параметров сварочной цепи, первый блок сравнения, вход которого подключен к вьрсоду первого блока памяти, а выход через блок отработки управляющего сигнала соединен с приводом коррекции, о т л и ч а-ю ц е е с я тем, что, с целью повышения качества свариваемого соединения путем повышения точности ведения сварочной горелки по линии свариваемого соединения, в устройство дополнительно введены источник эталонного сигнала, коммутатор, синхронизатор, блок коррекции, дешифратор, второй блок сравнения и второй блок памяти, причем первый вход коммутатора подключен к сварочной цепи, второй - к источнику этгшонного сигнала, а выход через блок измерения связан с входом дешифратора, первый выход дешифратора через блок коррекции подключен к второму входу первого блока сравнения, второй выход дешифратора соеди-р йен с первым входом второго блока S сравнения, второй вход которого свя(Л зан с выходом второго блока памяти, а выход подключен к второму входу блока коррекции, при этом управляющие входы коммутатора и дешифратора „ соединены с выходом синхронизатора. §
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
