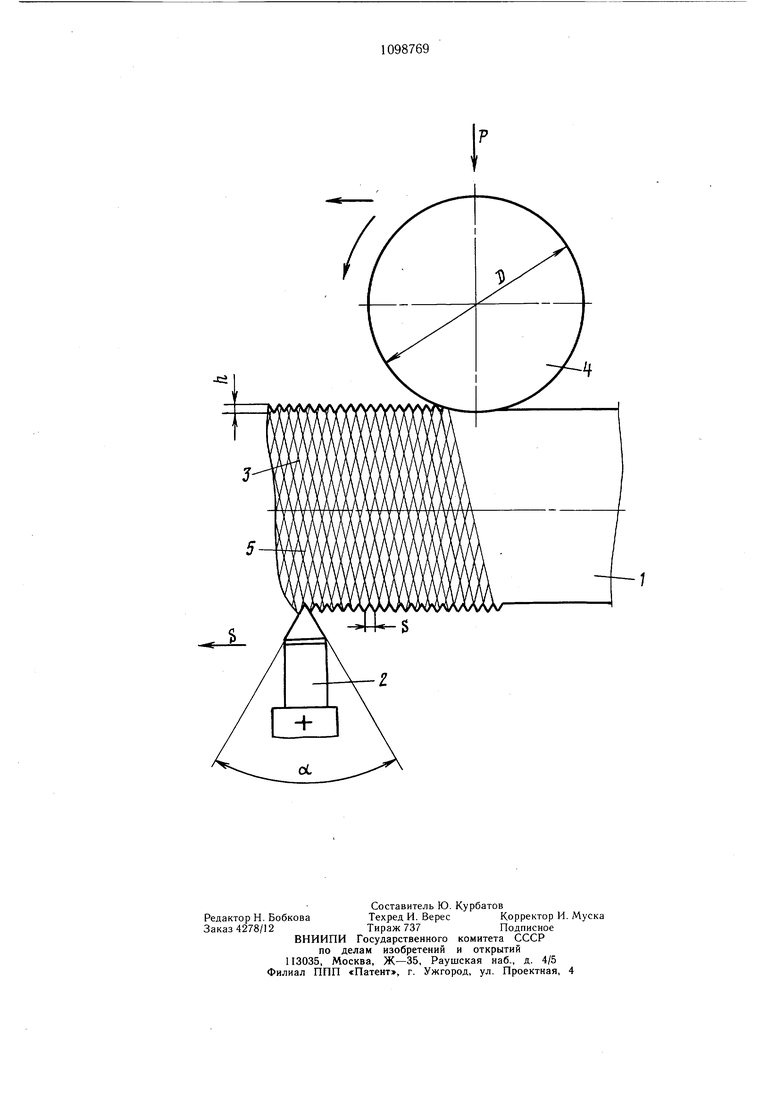
Изобретение относится к машиностроению и может быть использовано для упрочнения цилиндрических поверхностей деталей, работающих на износ. Известен способ обработки цилиндрических деталей поверхностным пластическим деформированием, при котором осуществляют предварительную механическую обработку резцом при прямом его ходе с образованием на обрабатываемой поверхности микрорельефа в виде винтовой канавки с шагом, и последующее поверхностное пластическое деформирование деформирующим элементом 1 . Цель изобретения - повышение точности обработки путем стабилизации движения деформирующего элемента. ПостаЁленная цель достигается тем, что согласно способу обработки цилиндрических деталей поверхностным пластическим деформированием, при котором осуществляют предварительную механическую обработку резцом при прямом его ходе с образованием на обрабатываемой поверхности микрорельефа в виде винтовой канавки с шагом, равным величине осевой подачи резца, и последующее поверхностное пластическое деформирование деформирующим элементом, при обратном ходе резца на обрабатываемой поверхности наносят дополнительный микрорельеф в виде винтовой канавки с шагом, равным шагу основного микрорельефа, при этом осевую подачу резца S при прямом и обратном его ходах осуществляют равной глубину резания, равную высоте волны металла, движущейся впереди деформирующего элемента параллельно оси детали, а усилие пластического деформирования выбирают из соотношения р .), где S -осевая подача резца; h - глубина резания, равная высоте волны металла; Р -нормальное усилие пластического деформирования; предел текучести обрабатываемого материала; D -диаметр деформирующего элемента; (X -угол резца при вершине в плане. На чертеже приведена схема обработки цилиндрических деталей. На обрабатываемой поверхности цилиндрической детали 1 осуществляют предварительную механическую обработку резцом 2 при прямом его ходе с образованием на обабатываемой поверхности детали 1 микрорельефа в виде винтовой канавки 3 с шагом, равным величине осевой подачи резца 2, и последующее поверхностное пластическое деформирование деформирующим элементом 4. При обратном ходе резца 2 на обрабатываемой поверхности детали 1 наносят дополнительный микрорельеф в виде винтовой канавки 5 с щагом, равным шагу основного микрорельефа, при этом осевую подачу резца 25при прямом и обратном его ходах осуществляют равной S 2htgf на глубину резания, равную высоте волны металла, движущейся впереди деформирующего элемента параллельно оси детали, а усилие пластического деформирования выбирают из соотнощения. Р (l-) где S -осевая подача резца; Ъ. - глубина резания, равная высоте волны металла; Р -нормальное усилие пластического деформирования; 6т -предел текучести обрабатываемого материала; D -диаметр деформирующего элемента;а. -угол резца при верщине в плане. Пример. Произведена обработка предлагаемым способом гильз цилиндров автомобильных двигателей. Внутренний диаметр обрабатываемой цилиндрической поверхности гильзы 92 мм, материал - серыйчугун С4 24-44, осевая подача деформирующего элемента - 0,2 мм/об., частота вращения - 407 об/мин, диаметр деформирующих элементов (шариков) 20 мм, угол резца при вершине в плане« 30°, натяг деформирующих элементов (щариков) i 0,5 мм, глубина резания, равная высоте волны металла 0,5 мм, предел текучести серого чугуна т 130 н/мм2. Осевую подачу резца S и величину нормального усилия п.тастического деформирования Р, рассчитанные по предложенным формулам, выбирают равной соответственно 5 0,11 мм/об., ,0 Н. Как показывают результаты эксперимента при обработке поверхностей деталей предлагаемым способом волна металла, движущаяся впереди деформирующего эле.мента, устраняется. Предлагаемый способ, по сравнению с базовым, позволяет повысить точность обработки цилиндрических поверхностей деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной обработки цилиндрических деталей | 1985 |
|
SU1310181A1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| Способ размерно-совмещенного обкатывания | 1985 |
|
SU1286395A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Способ комбинированной обработки цилиндрических деталей | 1991 |
|
SU1819744A1 |
| Инструмент для обработки поверхностным пластическим деформированием | 1988 |
|
SU1699760A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2280551C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2221686C1 |
СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, при котором осуш,ествляют предварительную механическую обработку резцом при прямом его ходе с образованием на обрабатываемой поверхности микрорельефа в виде винтовой канавки с шагом, равным величине осевой подачи резца, и последуюшее поверхностное пластическое деформирование деформируюшим элементом, отличающийся тем, что, с целью повышения точности обработки путем стабилизации движения деформируюшего элемента, при обратном ходе резца на обрабатываемой поверхности наносят дополнительный микрорельеф в виде винтовой канавки с шагом, равным шагу основного микрорельефа, при этом осевую подачу резца S при прямом и обратном его ходах осуществляют равной (X на глубину резания, равнудо высоте металла, движущейся впереди деформируюшего элемента параллельно оси детали, а усилие пластического деформирования выбирают из соотношения St.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пайшев Д | |||
| Д | |||
| Прогрессивные методы упрочняющей технологии в машиностроении | |||
| Куйбышевское книжное изд-во, 1961, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
