Изобретение отноеится к мета.июобра ботке ш;1ифованием.
Извеетеи способ управления упругими перемещения в технологической системе станок - нриспособление инструмент -- деталь (СПИД), основанный на измерении упругих деформаций (Г1еремеи1,ений) в СПИД, сравнении фактических неремещений с заданными. При отк.юнении фактических перемещений от заданных осуществляют поднастройку системы (вносят поправку в размер статической или динамической настройки системы СПИД) 1.
Однако известный способ управления упругими перемещениями характеризуется сложностью его реализации. Так для внесения поправки в систему необходимо иметь специальные сравнительно сложные движители и осуществлять дополнительную модернизацию технологичеекой системы, например заднюю бабку .1ифовального станка следует устанав.ливать на оси для возможности ее поворота при впесении поправки и др. Кроме того, для внесения поправок требуется преодолевать большие си.аы, соизмеримые с силами резания.
Ue:ib изс бретения 11ов1 ппепие точности процесса 1илифования путем исио.1ьзован11Н инерционных це} тробежпых сил.
Постав;1енная цель достигается тем, что ror.iacHO способу управления ynpyi-UMi-; перемещения.ми в процессе шлифоваш я измеряют фактические неремещений ищкнде.гя. сравнивают нх с заданными и сообщают niiiiiHделю корректирующие иере.мещения. цлифовальщ 1й круг, част1 абргзивно Bii iреняей поверхности которело снабжена емкостью Д.ЛЯ (Х)Ж. К()) подают V, :1Ту
eMKOCTf) в момент нахождения ее iiaiipoTHii зоны щлифованпк.
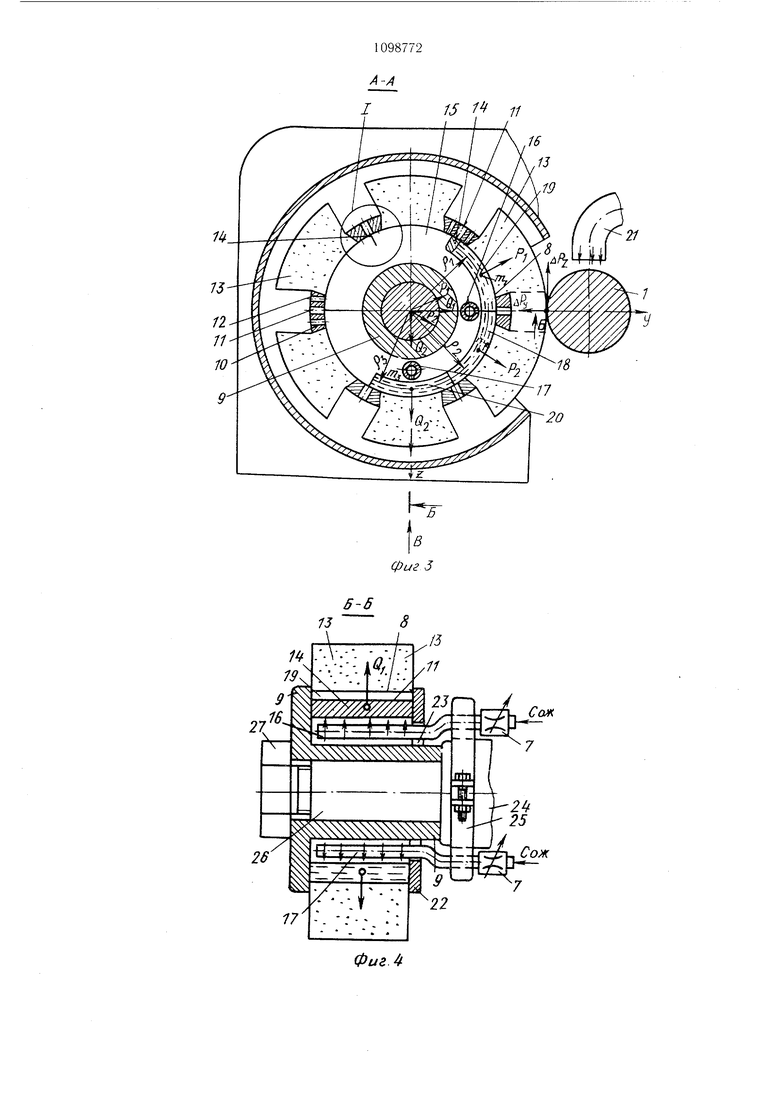
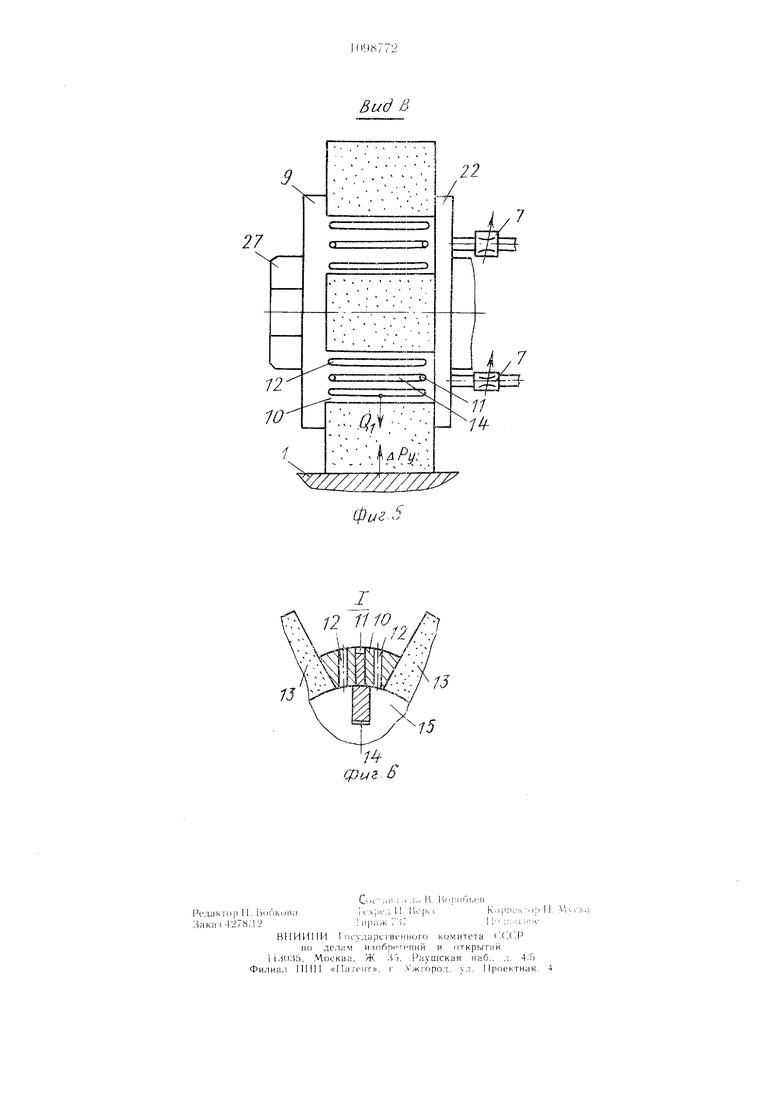
На фиг. 1 изображена схс-ма нмифования периферией Kpyia с стаиов с1 1 .чатчпка для регистрации из.менения yi;i)i4ix нерсме|дений щ,1ифова.1ьного Kpyi а (п н(}сител1 н(1 обрабатьпи.емой дета.ли; па (j). 2 6;ioKсхема системы авто.1ати еско1о управ.леиия {С.У} yiipyiHMH пере.мещениями: на фи 3-сечеиие Л-. на (|)иг. Г, па ((шг. -i сечение Ь-Гэ на 4). 3; на . о вид В на ({)И1. 3; iiti (|). П - узел на . 3.
Ыа кр глоп1.1ифовальпо.; cTaiiKC is процессе обрабогки дета.И 1 щлифо ал дп м круго.м 2 возникают снлы резапия, которые вызывают угругие неремещепия крма и детали, изменяющиеся с течением .времени цглифования по многим причинам, так, iiaпример, веледствие затуилення п1,.1И(}к)вального круга перавп()ме)ностн пирдост;, и припуска детали в раз.личпых ес участках и т. п.
Упругие перемеи1ещ1я репстрируются виброгенераторным датчиком 3, например, ВГД-10. Сигнал от датчика 3 поступает на сравнивающее устройство 4. воснринимающее также сигнал от задатчика 5. Зыход
с)авн; вающего етройства соединен с усил)те,1ем (), ..л (JT которого поступает на 1;сгу;ли;)уемый Д1)оссе.1ь 7. Дроссель в зависимости от ве.личины и знака поданного
на пего электричеекого еигна.ла регулирует расход ({)Ж. направляемой к внутренней пове|)Х11оети 8 сборного шлифова.льного круга 2.
Конст)укция сборного аб)азивного круга 2, иизволяющая унравлять упругн.ми перемещениями системы СПИД с помощью инерщюнных сил, состоит из корпуса 9, вы юлнеииого в 1Л1де посадо- и втулки и пери(1)ерийЩ)1х )до,л1..1о,л слержней 10. По образулони-i.M стержней К) вьщолнен 1 про.юльн1 к щели 11 и 12. Сте)жни 10 образуются после (|)резерования в корпусе 9 продо,л|,ных пазов, в которые затем вставляются абразивные сегменты 13. В ще.ли 11 встав.лет, с натягом радиальные н.ластины 14, образующие между собой разде,лснные
друг д|)у1а емкости 15 для размещения (.Х)Ж. Т|)убопроводы 16 и 17, предназначенные для подачи СОЖ круга, усталовлеиы под уг.юм 90 . к --lP f - При подаче (Х)Ж впутрь круга емкости In заЮ.шяются 1:ерл ОД):чески жидкостью, в резу.1ьтите 4ei4 об)азуются 1 8--20 С.ОЖ 1сриг. 3). Трубопровод 2 сулужи для модачи СОЖ и резания с целью допол пте. (} ()х;1аждеппя дета.1и 1.
не
ii ivrviKH корму (а } в 1)ез льта1 е цего образуе1(.:я ко.11;Ц(.Ч)ой зазор 23, чере чотор1)П1 ()во.д;)1 1 b и 17 свободн. про ЛС1ДЯТ внутрь xpxia и fie задевают ем; при вращепми. )6(()iio;;bi закреп;:яюгся на невр; щак) части 24 чглиндсмя с поМ(1щьк) хомута 25 ;| крепежнь х деталей (гаек, болтов). (бс.(1Ь1Й абразивн1,|й перед pa6oroii xCTaiiuB.ninaio на вращающ |ося часть 2ti n;n:nru i5i и закрел.1яют болто 27. Др(я. 7 служа г д.ля per i:mpoК1ННЯ колнчества ,;ОЖ, подаваемой i-;pyia с че.П)Ю стаби.лизации И)угих перемещений в сис1еме CilHZL
При вращении c6opioro абразивного круга лр101 сходит частичное занолнение емкости 15 в тот момент, когла е.мК(кть I 5 ока..ется в зоне-трубопровода 16 яли 17 (iai) зон1,1 имифования). СОЖ из , 18 и 19 ноступает в зону резания непосредст е1 по осуществ.ляя с.м аз очное, ()х..{ даюпкч и мокмцее действие.
Управление упр гими 1 еремещениями
в сисгеме (Л111,Т с юмощью предлагаслюго
способа ос щес1зляетси след ющим образо.м.
адатчиком 5 задается ве1ичи11а
.меще11ий в системе С11П/1 (згпается величина размера динамической настройки) в виде опорного напряжения и подается в сравнивающее устройство 4. Датчик 3, измеряя фактическую величину размера динамической настройки (фактическую величину упругих деформаций в системе),посылает также электрические сигналы в сравнивающее устройство 4. После сопоставления заданной и фактической величин размера динамической настройки сравнивающее устройство 4 выдает знак и величину отклонения размера динамической настройки, которое, пройдя усилитель, поступает в исполнительное устройство 7 (регулируемый дроссель), изменяющее расход СОЖ, направляемый в емкости 15 сборного круга 2. Увеличение или уменьщение количества СОЖ, поступающей в емкости 15, приводит к изменению величин неуравновещенных центробежных сил, действующих на ось щпинделя, которые упруго перемещают ось щпинделя с кругом на деталь или от детали, стабилизируя тем самым упругие перемещения (размер динамической настройки) в системе СПИД, т. е. приводя их к заданным. Пусть имеется какое-то исходное состояние технологической системы СПИД, при котором осуществляется процесс щлифования с подачей СОЖ через круг в зону резания, и величины заданных задатчикрм 5 упругих деформаций составляют Уи Z соответственно по осям координат. В процессе щлифования происходит затупление круга и другие явления, в результате чего силы резания Ру и Р получают приращение Л Ру и Д PZ соответственно. Приращения лРу и APg приводят к вознипновению дополнительных упругих перемещений в системе, величина которых определяется по формулам 4Z JiJa где jj, jj - жесткость системы инструмент- деталь в горизонтальном и вертикальном направлениях соответственно. Поскольку порядок компенсации дополнительных упругих деформаций по осям Y и Z аналогичен, то в дальнейшем рассмотрим компенсацию только по оси У . Фактические упругие перемещения (Y+ дУ) фиксируются датчиком 3 и подаются в сравнивающее устройство 4. На выходе сравнивающего устройства 4 имеется сигнал, пропорциональный величине Д Y, который усиливается в усилителе 6 до значения, пропорционального КАУ (К - коэффициент усиления). Величина напряжения, пропорциональ ная значению К ДУ, поступает на соленоид егулируемого дросселя 7 (например, игольчатого дросселя), который в зависимости от величины напряжения перемещает иголку дросселя 7 в направлении уменьщения или увеличения проходной щели. Это приводит к увеличению или уменьшению количества СОЖ, поступающей в емкости 18-20, а следовательно, к уменьщению.или vвeлl чeниJp инерционных центробежных сил Р -t- Р2 ф и QI , что приводит к упругому перемещению оси щпинделя с шлифованным кругом, компенсируя возникщее отклонение ДУ. Количество СОЖ, необходимое для компенсации А У, определяется расчетным путем. Находим приращение силы ДРу, вызвавшей дополнительное упругое перемещение ДУ, др, дУ, ЛУ - зарегистрировано датчиком, а жесткость известна из данных станка. Находим вектор неуравновещенной центробежной силы, необходимый для компенсации вектора А Ру, из равенства Д Ру -Q . По известному вектору Qj, частоте вращения сборного круга и размерам емкости 15 находим массу тСОЖ, которую необходимо подать внутрь круга для устранения перемещения Д У. luPyl частота вращения где w - циклическая инструмента; Р -радиус, на котором расположен центр масс , размещенной в емкости 15. Если СОЖ наливается одновременно в две соседние емкости 18 и 19 (фиг. 3), то численное значение масс т, и т определится по формуле iPtI .„ iPaL Шгрг причем Р, +-f Qj ; где PS ,PJ-радиус, на котором расположен центр масс СОЖ, размещенной в емкостях 19 и 18 соответственно. Аналогично можно компенсировать и упругие перемещения по оси Z, при этом I Qzl - |Д Pzl - aP. AZ-Ja, но для этого нужно и.меть два трубопровода 16 и 17, два дросселя 7 и два комплекта приборов, изображенных на фиг. 2. Учитывая, что упругие перемещения в системе СПИД в направлении оси Z несущественно влияют на погрещности обработки, для повышения точности обработки следует прежде всего осуществлять управление упругими перемещениями в направлении оси У, а в направлении оси Z их не стабилизировать. Пример. Предположим, что сила резания Ру при шлифовании кругом наружного диаметра D 500 м.м, высотой абразивного слоя Н 100 мм, марка абразива 24А16ПСМ26К5Б составляет 500 Н, а величина йРу может до.ходить до 50% от силы Ру , т. е. до 250 Н. Учитывая износ шлифовального круга на
1/3 наружного диаметра круга, получаем минимально допустимый рабочий диаметр как D - мм.
Следовательно, максимальный наружный диаметр корпуса 9 можно принять равным мм. С учетом прочности хвостовика сегментов 13 наибольший диаметр внутренней полости 15 DI 290 мм. Длина дуги окружности, ограничивающей основание емкости 15, равна 147 мм, где Kj 5 мм - толщина пластины.
Высоту пластины 14 в радиальном направлении принимаем равной 10 мм, тогда минимальный диаметр пластин 14 равен D2 Dj-2-10 270 мм. Длина дуги окружности диаметро.м Ог , ограничивающая локализованные емкости 15, определяется .l36 мм.
Объем емкости 15
() 141,5 смз.
Масса СОЖ, размещаемая в одной емкости 15, равна m J-V 141,5 г.
Находим частоту W вращения круга, исходя из скорости резания, равной 50 м/с.
60IOOOV ПИГР; 1910 об/мин;
SD
-1
С ои
Численное значение вектора |APyl lQj|, которое можно ско.мпенсировать, определится как
APvl Н.
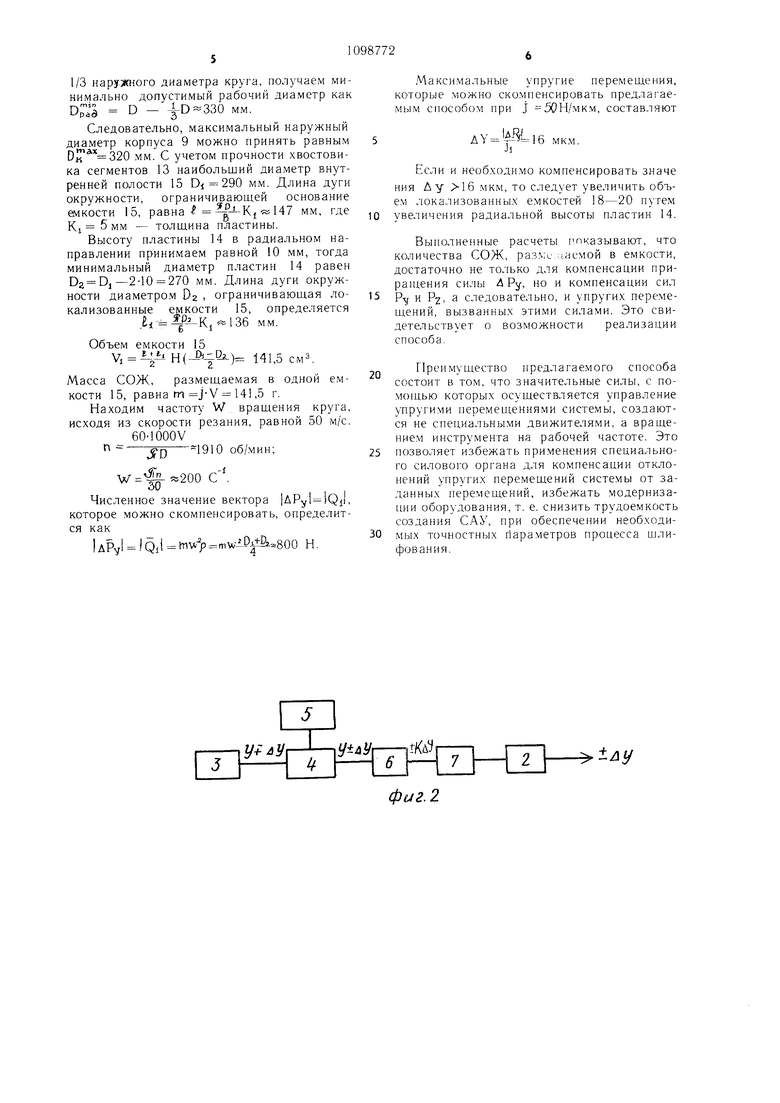
Максимальные упругие перемещения, которые можно скомпенсировать предлагаеМ1)1м способом при j 50Н/мкм, составляют
АУ 1АЙ,6
мк.м. J1
Если и необ.ходимо компенсировать значе ния Л у 16 мкм, то следует увеличить объем локализованны.х емкостей 18-20 путем 10 увеличения радиальной высоты пластин 14.
Выполненные расчеты юказывают, что количества СОЖ, раз.;с :1аемой в емкости, достаточно не то.1ько для компенсации прирап;ения силы 4 Ру, но и компенсации сил Р-у и PZ, а следовательно, и упругих перемещений, вызванных этими силами. Это свидетельствует о возможности реализации способа.
Преимущество предлагаемого способа состоит в том, что значительные силы, с помощью которых осуществляется управление упругими перемещениями системы, создаются не специальными движителями, а вращением инструмента на рабочей частоте. Это позволяет избежать применения специального силового органа для компенсации отклонений упругих перемещений системы от заданных перемещений, избежать .модернизации оборудования,т. е. снизить трудоемкость создания САУ, при обеспечении необходимых точностных пара.метров процесса шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| Устройство для автоматического управления работой ленточношлифовального станка | 1975 |
|
SU562417A1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| Абразивный инструмент | 1981 |
|
SU994238A1 |
| Устройство для динамического дробления стружки | 1979 |
|
SU874263A2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ | 2014 |
|
RU2568553C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
СПОСОБ УПРАВЛЕНИЯ УПРУГИМИ ПЕРЕМЕЩЕНИЯМИ ПРИ ШЛИФОВАНИИ, при котором в процессе шлифования измеряют фактические перемещения шпинделя, сравнивают их с заданными и сообшают шпинделю корректирующие перемещения, отличающийся тем, что, с целью повышения точности процесса шлифования путем использования инерционных центробежных сил, берут шлифовальный круг, часть абразивной внутренней поверхности которого снабжена емкостью для СОЖ, при этом СОЖ подают в емкость в момент нахождения ее напротив зоны шлифования. (Л со 00 
фи2.2
п
;«
26 А-А
21
ФигЛ
- ZZ /TZZZZZ
фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Самоподнастраивающиеся станки | |||
| Под ред | |||
| Б | |||
| С | |||
| Балакшина | |||
| «Машиностроение, 1970, с | |||
| Прибор для определения при помощи радиосигналов местоположения движущегося предмета | 1921 |
|
SU319A1 |
