Изобретение относится к машиностроению и может быть использовано при-круглом шлифовании валов.
Целью изобретения является повышение точности круглого шлифования путем управления деформацией-и устранения неравномерности деформации детали в системе станок-приспособление-инструмент-деталь (СПИД), а также за счет отсутствия необходимости отключения и включения радиального перемещения шлифовальной бабки на средней части детали, вызывающих затухающие колебания детали, повторяющиеся на каждый ход стола.
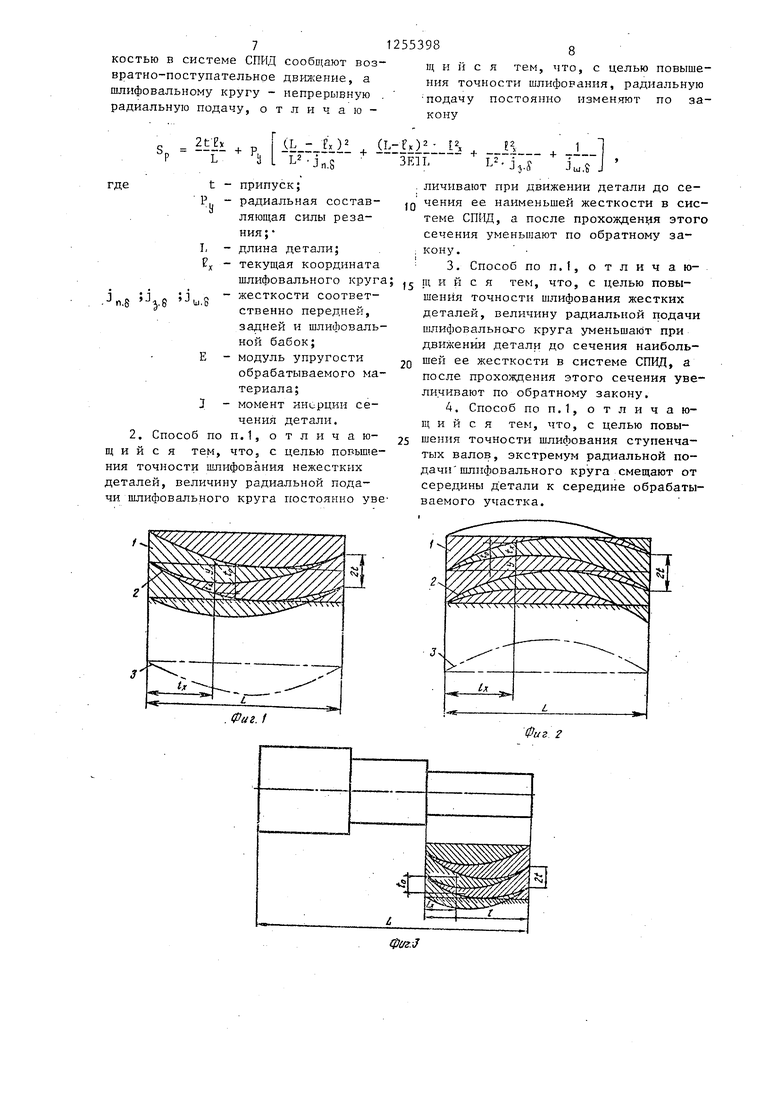
На фиг.1 изображена схема съёма припуска при шлифовании нежестких деталей; на фиг.2 - то же, при щли- фовании жестких деталей; на фиг.З - то же, при шлифовании ступенчатых валов; на фит.4 - схема шлифования нежесткой детали с непрерывной радиальной подачей шлифовального круга, режущая кромка которого перемещается
Y Р,
а.л)1. lL.Jl.lilll + i- .- + (1) L Jn.S ЗЕЛи L j,,j j,.sj
де
P, L L n.S J,& ,&.
P -
3 радиальная составляющая силы резания;
длина образующей детали;
текущая координата; жесткость соответственно передней, задней, шлифовальной бабок; модуль упруго.сти обрабатываемого материала;
момент инерции торцового сечения детали .
3
64
Сила Р( определяется по формуле: J
9 V
де Ср , k
ч
прод
Ри
1J
прод
Ри
k
(2)
-коэффициенты;
-продольная подача детали, мм/об;
-глубина шлифования,мм; vu PU показатели степени.
Увеличение радиальной составляющей ИЛЫ резания Р происходит медленнее, ем соответствующее увеличение глубип.
tj
Tilt
по траектории, эквидистантной линии упругой деформации детали в системе СПИД; на фиг.5 - пример конкретной реализации способа шлифования.
При шлифовании детали 1, жест- ко сть которой меньше жесткости центров станка, непрерывную радиальную подачу шлифовального круга выполняют по закону, обеспечивающему дви- ,жение режущей кромки по траектории 2, эквидистантной к линии 3 упругой деформации детали в системе СПИД (фиг.1). При этом величину радиаль- ной подачи шлифовального круга постоянно увеличивают при движении детали до сечения ее наименьшей жесткости в системе СПИД. После этого вектор скорости радиальной подачи меняет свое направление и скорость подачи уменьшается до нуля.
;
Упругая деформация детали в систе- :ме СПИД определяется по формуле:
ны шлифования. Поэтому всегда можно
найти такую радиальную подачу S шлифовального круга, при которой сила резания Р будет уравновешена силой упругой деформации детали в системе СПИД. В этом случае теоретическая
глубина шлифования будет равна фактической.
Для точного определения положения линии упругой деформации детали в системе СПИД нагружение силой Р производится в соответствии с текущим положением шлифовального круга.
С целью упрощения нахождения линии упругой деформации детали в системе СПИД нагружение детали произ-
водится радиальной силой в сечении наибольшей или наименьшей жесткости детали в системе СПИД.
При шлифовании с постоянной непрерывной радиальной подачей съем
припуска .осуществляется по коническим поверхностям. Поэтому для нахождения радиальной- составляющей силы резания Р находят текущее значение глубины шлифования по формуле:
. 2t-,
t..
(3)
где t,( - глубина шлифования в точке X, мм;
t - глубина шлифования на конце детали, определяемая за 1 ход детали, мм; - расстояние точки X на образующей поверхности детали от начала координат, мм; L - длина образующей детали-,мм. Способ осуществляется следующим образом.
Для точки с координатой 2 ,на- ходят радиальную составляющую силы резания по формуле (2-) в зависимости от текущего значения глубины шлифования ty. Затем определяют упругую деформацию детали в системе СПРЩ под действием этой силы по формуле (1). После этого определяют управление текущего радиального смещения режущей кромки цлифовального круга по формуле:
to
-X У- ( Если деталь имеет исходную погрешность формы в продольном сечении в виде бочкообразности или корсетности то ее можно устранить на операции круглого шлифования с применением данного способа без снижения режимов резания. Б этом случае в правую часть уравнения (4) вносится дополнение,
Образующие детали, имеющие погрешность формы, апроксимируется линией 2-го порядка.
л + макс АХ- LЕ
е,(1 - - j).(5)35
де Д
те МО(|СС
fx погрешность форг-а в кущей точке, мм; максимальная погрешность формы, мм;
текущая координата на образующей детали, мм.
D
макс
2
где D - диаметр детали в сечении f)( L/2, мм;
j диаметр детали О; L, мм.
в сечении
С X
Знак плюс в формуле (5) принят, для бочкообразной детали, знак минус для корсетной детали После этого задают число стола станка п., , в течение
ходов
Р , ij л.-i.m-ic. которых будет снят припуск. Определяют величину исходной погрешности, снимаемой за один ход стола
+ i Пет
кс
L
р.(1
-
L
(6)
Определяют радиальную составляющую силы резания по формуле:
С,
И
P j
ПроД
(2tx t u ,)
ipij
(7)
По формуле (1) определяют упругие деформации детали в системе СПИД.
Текущее радиальное смещение режущей кромки шлифовального круга определяется по формуле:
0
t, + уt ix
(8)
ю
20
2530
35
40
45
0
5
При шлифовании детали 1, жесткость которой больше жесткости центров станкаj непрерывную радиальную подачу выполняют по закону, обеспечивающему траекторию 2 движения шлифовального круга, эквидистантную линии 3 упругой деформации в системе СПИД. При этом величину радиальной подачи шлифовального круга уменьшают до минимального значения прихода круга до сечения наибольшей жесткости детали в системе СПИД (фиг.2). После этого скорость радиальной подачи ме няет свое направление и возрастает до максимального значения.
Практическая настройка станка на обработку осуществляется следующим образом.
После пробных проходов замеряется размер детали и определяется положение наибольшего диаметра для нежестких деталей или наименьшего диаметра - для жестких деталей,.производится нагружение детали радиальной силой, равной радиальной составляю- щей силы резания Р в сечении наибольшего или наименьшего диаметра, измеряется величина радиального смещения детали и шлифовальному кругу непрерывно сообщается дополнительное радиальное смещение. При прохоадении шлифовального круга сечения наиболь- шего или наименьшего диаметров дополнительное радиальное смещение круга достигает величины измеренного ради ального смещения детали. После прохождения этого сечения вектор ско:рости радиальной подачи шлифовального круга изменяет свое направление па , пpoтIiвoпoлoжнoe. При этом для нежесткой детали дополнительное радиальное смещение шлифовального круга
5
ообщают в сторону увеличения глуины шлифования, а для жесткой детали - в сторону уменьшения глубины лифования.
Для повышения точности определения положения линии упругой.деформаии детали в системе СПИД и величины ополнительного радиального смещения лифовального круга величину радиаль- ного смещения детали определяют при нагружении детали радиальной силой Р
в текущем положении шлифовального круга.
Для обоих способов настройки станка радиальную силу Р определяют по формуле (2) или (7), в зависимости от величины теоретической глубины шлифования t, в текущем положении ш.лифо- вального круга.
Для повышения эффективности круглого шлифования ступенчатых деталей точка изменения направления вектора скорости радиальной подачи смещается от середины детали к обрабатьшаемому участку (фиг.З).
Непрерь вная радиальная подача на каждый ход детали обеспечивает чередование толщины срезаемого слоя металла на обрабатываемой ступени с максимальной величины от нуля и наоборот.
На фиг.4 изображена схема шлифова НИН нежесткой детали. Детали 1, вра- щающейся скоростью V , сообщают |возвратно-поступательное движение пД5 дд относительно шлифовального круга 2, вращающегося со скоростью резания Vj.p . Шлифовальному кругу 2 сообщают непрерывную радиальную подачу 5р(,д, величина которой постоянно увеличивается по длине .Z L/2, а затем постоянно уменьшается. Ре- , .жущая кромка шлифовального круга 2 перемещается по траектории 3J эквидистантной линии 4 упругой деформации.
12
Способ позволяет эффективно управлять точностью детали в процессе шли- .фовки. .
Способ реализуется на круглошли- фовальных станках, оснащенных систе- ,. мами ЧПУ. На универсальных круглошли- фовальных станках способ шлифования может быть реа:лизрван после соответствующей модернизации механизма по- .перечньгх передач,
Пример. Нежесткая деталь 1 (фиг.З) из закаленной стали 40Х с
553986
размерами: L 500 мм, : 350 мм, d 20 мм, D 20,04 мм шлифуется абразивным кругом ПП 300-127-40 марки 24А40СМ1К5 на круглошлифовальном 5 станке модели ЗА130. Для выполнения непрерывной радиальной подачи и перемещения режущей кромки круга 2 по траектории 3, эквидистантной линии 4 упругой деформации детали в системе
О СПИД, механизм поперечной подачи станка оснащен специальным устройством. Устройство состоит из корпуса, электродвигателя и блока шестерен. Оно позволяет изменять скорость радиаль15 ного перемещения круга как по вели0
5
чине, так и по направлению. Структурная схема устройства представляет собой четырехзвенник.
Жесткостные характеристики круг0 лошлифовального станка, модели ЗА130: 1750 кг/мм, jig- 1400 кг/мм, Jui.S. 2500 кг/мм. Модуль упругости ; обрабатьшаемого материала Е 20000кг/мм, число ходов стола п 1 0.
5 Режимы обработки: скорость реза- ния VKO 30 м/с; скорость вращения детали , 18,8 м/мин; продольная подача детали 5 мм/об,; глубина шлифования на конце детали t 5 мкм; число двойных ходов стола в
минуту Пдр,дд, 3.
Траектория движения режущей кром-- ки шлифовального круга по длине детали определяется координатами: ЕХ, 0,000 мм ; exj 87,500 мм
175,00 мм 262,50 мм 350,00 мм
0,000 мкм
20,385 мкм
39,584 мкм
38,671 мкм
19,320 мкм
После шлифования партии деталей из 20 штук при данном технологическом состоянии системы СПИД и выбранных режимных условиях средние размеры деталей получались: диаметр де- тали в среднем сечении В„ 19,805 мм, диаметр детали в крайнем сечении d(.p 19,802 мм, шероховатость поверхности Rg 0,63.
Формула изобретения
1. Способ круглого шлифования, при котором детали с переменной жест0 - -
хз
Х4 5
5
- й{
to- to, to 4 to
712553988
костью в системе СПИД сообщают воз- щ с я тем, что, с целью повыше- вратно-поступательное двжение, а „ия точности шлифования, радиальную шлифовальному кругу - непрерывную . .подачу постоянно изменяют по за- радиальную подачу, о т
„ 2fev
р - Г
+ Р,
1
е
t I, Е,
.8 J
;j
8 .8
припуск;
радиальная составляющая силы резания;
длина детали; текущая координата шлифовального круга; жесткости соответственно передней, задней и шлифовальной бабок; модуль упругости обрабатываемого материала;
момент инирции сечения детали.
2. Способ по П.1, отличаюийся тем, что, с целью повьш е- я точности шлифования нежестких талей, величину радиальной подашлифовального круга постоянно уве)7 -
J
личивают при движении детали до се- чения ее наименьшей жесткости в системе СШЩ, а после прохождения этого сечения уменьшают по обратному закону.
3. Способ поп.1,отличаю- ц и и с я тем, что, с целью повышения точности шлифования жестких деталей, величину радиальной подачи шлифовально4 о круга уменьшают при движении детали до сечения наибольшей ее жесткости в системе СПИД, а после прохождения этого сечения увеличивают по обратному закону.
4. Способ по П.1, отличающийся тем, что, с целью повышения точности шлифования ступенчатых валов, экстремум радиальной поачи шлифовального круга смещают от середины детали к середине обрабатываемого участка.
. Фиг. t
JN
1ж
Фиг. 2
iie.8.
fStfff
I I
3 

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ круглого шлифования | 1983 |
|
SU1096083A1 |
| Упорный люнет | 1983 |
|
SU1206045A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ВРЕЗНОГО ШЛИФОВАНИЯ | 1990 |
|
RU2019384C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ | 2014 |
|
RU2568553C1 |
| Способ определения жесткости системы "СПИД" круглошлифовальных станков | 1981 |
|
SU986726A1 |
| Способ шлифования с автоматическим регулированием поперечной подачи | 1987 |
|
SU1450978A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| Способ шлифования | 1990 |
|
SU1830334A1 |

Изобретение относится к машиностроению и позволяет повысить точность круглого шлифования путем управления деформацией и устранения неравномерности деформации детали в системе СПИД, а также за счет отсут-. ствия необходимости отключения и включения радиального перемещения шлифовальной бабки на средней части детали, вызывающих затухающие колебания детали, повторяющиеся на каждый ход стола. Радиальную подачу круга постоянно изменяют по определенному закону. При шлифовании нежестких деталей величину радиальной подачи круга постоянно увеличивают при движении детали до сечения ее наименьшей жесткости в системе СПИД, после прохождения этого сечения уменьшают по обратному закону, а при шлифовании жестких деталей величину радиальной подачи круга уменьшают при движении детали до сечения наибольшей ее жесткости в системе СПИД, после прохождения этого сечения увеличивают по обратному закону. 3 з.п. ф-лы, 5 ил. I (Л tSD СЛ сл со CD 00
Редактор Н.Данкулич
СоставительА;Шутов Техред Л.Сердюкова
Заказ 4762/17Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11303-, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Фиг.5
Корректор Л.Патай
| Способ круглого шлифования | 1983 |
|
SU1096083A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
