2. Устройство по П.1, о тли ч-ающееся тем, что, с целью предотвращения слипания изделий в штабеле, оно снабжено бункером для
1101351нанесения инертной пыли, установленным на раме между бункером с бетонной смесью и разгрузочным приспособлением.
1. ФОРМУЮЩЕЕ УСТРОЙСТВО, содержащее раму с направляющю1и для перемещения бункера с бетонной смесью вибрирующий и уплотнякнций механизмы, рамку с ячейками-формами, разгрузочное приспособление и приводы, отличающееся тем, что, с целью повьшения его производительности путем механизации процесса формования и штабелирования изделий, а также уменьшения металлоемкости формующего устройства, оно снабжено расположенным перпендикулярно направляющим для бункера с бетонной смесью и под ним, направляющими для рамки с ячейками-фогадами, последняя имеет подвижное основание-столик с пружиной возврата и стопорами, поворотным подъемно-опускным столом, а разгрузочное приспособление выполнено в виде пуансона и штабелирующего меха(Л низма в виде поддона-вагонетки,установленного подвижно на поворотном столе.
Изобретение относится к области промьппленного строительства, в частности к формуюпц1м устройствам для производства железобетонных изделий.
Известно устройство для изготовления железобетонных изделий, содержащее раму с бункером для формующей смеси и механизмом уплотнения, резинометаллическиа борта, пустотообразователи, механизмы распалубки, направляющие роликоопоры для поддона и привод перемещения поддона lj .
Недостатками известного устройства являются наличие большого количества сменных поддонов, что увеличивает металлоемкость устройства, а также наличие сложных механизмов распалубки, что снижает надежность работы устройства, и отсутствие штабелирующего устройства.
Наиболее близким техническим решением к предлагаемому является станокавтомат для изготовления шлакопесчаных и цементнопесчаных кирпичей, состоящий из горизонтальной рамы, на которой находится привод с ведущей звездочкой с одной стороны и натяжной звездочкой с другой. Между звездочками натянута пластинчатая цепь, которая с помощью опорных катков опирается на горизонтальные направляющие рейки. На звеньях пластинчатой цепи установлены металлические перегородки, образующие гнезда для укладки поддончиков. Над пластинчатым конвейером помещен бункер с трамбующим устройством и приводом. В передней части устройства расположен кулачок, выталкивающий поддрнчик с готовым изделием на стеллаж 2 .
Недостатком станка-автомата является то, что в зтом устройстве отформованные изделия остаются с металлическими поддончиками, что ведет к необходимости применения ручного труда при отделении прддончика от .
изделия. Кроме того, наличие поддончиков увеличивает металлоемкость устройства, И наконец, данное устройств не обеспечивает одновременного формо вания изделий и их штабелирования. Цель изобретения - повышение производительности путем механизации процесса формования и штабелирования изделий, а также уменьшения металлоемкости формующего устройства.
Поставленная цель достигается тем, что формующее устройство, содер жащее рамку с направляющими для перемещения бункера с бетонной смесью, вибрирующий и уплотняющий механизмы, рамку с ячейками-формами, разгрузочное приспособление и приводы, снабжено расположенными перпендикулярно направляющим для бункера с бетонной смесью и под ним направляющими для рамки с ячейками-формами, последняя имеет подвижное основание-столик с пружиной возврата и стопорами, поворотным подъемно-опускным столом, а разгрузочное приспособление выполнено в виде пуансона и штабелирующего механизма в В1аде поддона-вагонетки, установленного подвижно на поворотном столе.
Для предотвращения слипания изделий в штабеле - устройство снабжено бункером для нанесения инертной пыли, установленным на раме между бункером с бетонной осью и разгрузочным приспособлением.
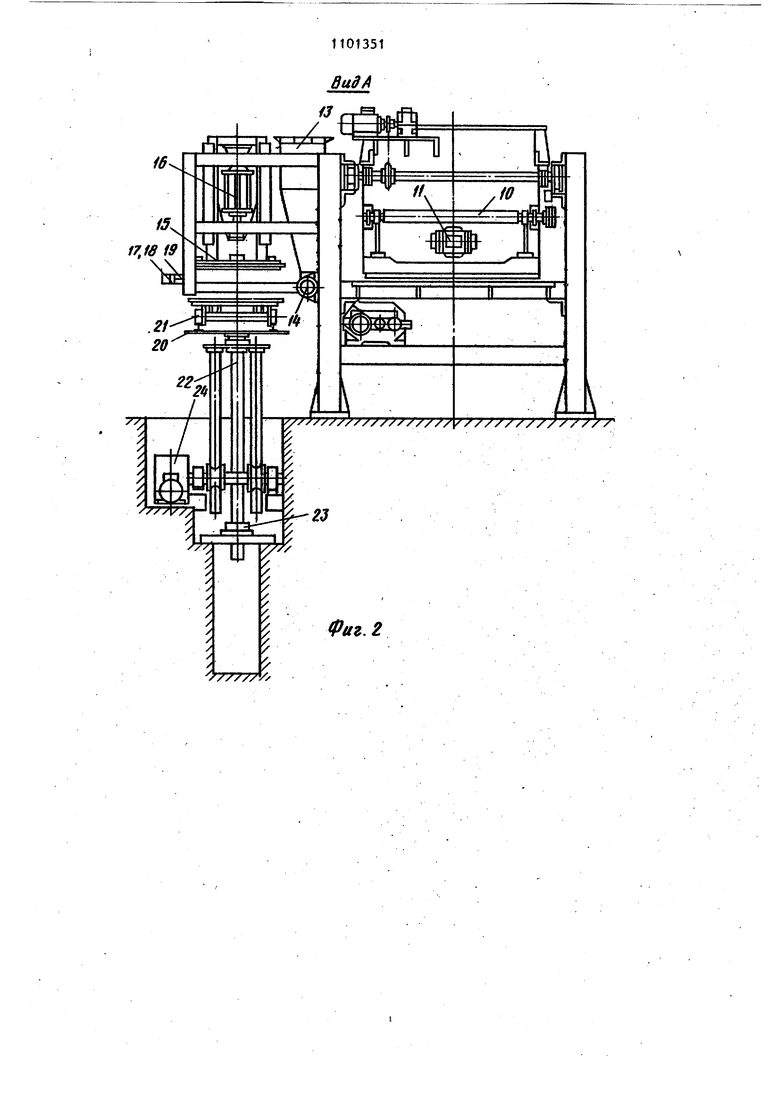
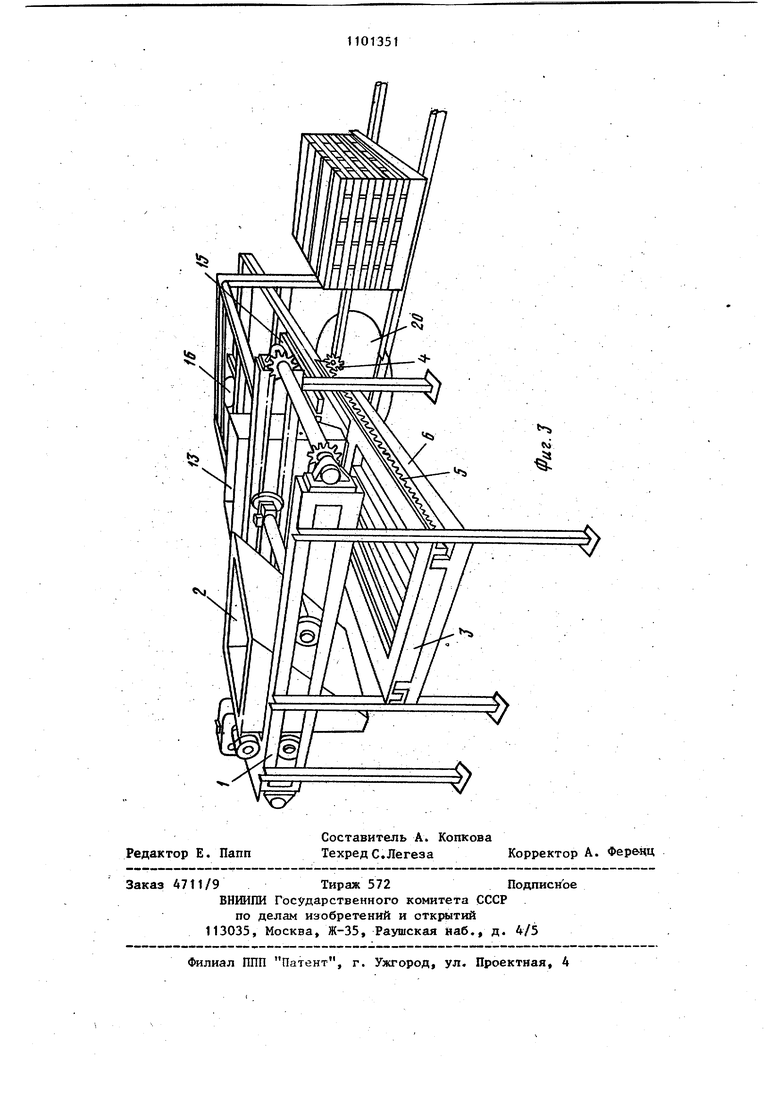
На фиг. 1 показано формующее устройство, общий вид; на фиг. 2 вид А на фиг.1; на фиг. 3 - формующее устройство в изометрии.
Формующее устройство содержит раму 1 с продольными направляющими для перемещения бункера 2 с бетонной смесью, установленными в верхней части рамы 1, и поперечными направляющими для перемещения рамки 3 с ячейками-формами - в нижней части. Рамка 3 снабжена приводом 4 и связана с ними с помощью зубчатых реек 5. Под рамкой 3 в зоне формовки установлено подвижное основание-столик 6, снабженное наклонными направляющими 7, пружиной 8 возврата и упором 9, Бункер 2 снабжен уплотняющим 10 и вибри рующим 11 механизмами с приводами. Конечное положение бункера 2 ограничивается упором 12. Формующее устрой ство содержит также бункер 13 и барабан 14 с приводом для нанесения на отформованные изделия инертной пыли, а для выталкивания отформованных изделий из ячеек пуансон 15 с пневмо цилиндром 16..Для остановки рамки 3 в зоне выгрузки и в зоне формования формующее устройство снабжено жестки ми упорами 17 и к энцевыми выключателями 18. В конечных пунктах передвижения рамки 3 установлен воздушный демпфер 19 для смягчения динамически ударов. Штабелирующее устройство включает поворотный стол 20 с рельса ми для установки поддона-вагонетки 21, помещенный на штанге 22 с винтовой резьбой, неподвижную гайку 23 и привод 24 подъема стола. Устройство работает следующим образом.. При нахождении рамки 3 в зоне формования в ее ячейки закладывают арматурные сетки (не показаны) и включают привод передвижения бункера 2 на вибрирующий механизм 1.1. Из движущегося бункера 2 происходит заполнение ячеек рамки 3 бетоном. При достижении бункером 2 конечного упора 12 происходит срабатывание переключателя фаз электродвигателя и бункер 2 возвращается в исходное положение./При обратном движении бункера 2 включается уплотняющий механизм 10. После окончания формовки включается привод 4 передвижения рамки 3 в зону выгрузки. При этом зубчатая рейка 5, жестко связанная с рамкой 3, перемещается по направляющим рамы 1. При прохождении рамки 3 с отформованными изделиями под бункером 13 из него на поверхность изделий с помощью барабана 14 нано-. сится слой инертной пыли, предотвращающий слипание изделий, уложенных в штабель. В конце пути рамки 3 срабатывает концевой выключатель 18, отключающий привод 4 передвижения, инерция рамки 3 гасится воздушным демпфером 19, крайнее положение фиксируется упором 17. Ввиду наличия сия трения между поверхностью столика 6 и отформованными изделиями, столик увлекается рамкой и движется по наклонным направляющим 7, растягивая пружину 8. При этом происходит отрывание столика 6 от отформованных изделий, после чего под действием пружины 8 происходит возврат столика в исходное положение до упора 9.После остановки рамки 3 под пуансоном 15 срабатывает пневмоцилиндр 16 и происходит выпрессовка изделий из ячеек на поддон-вагонетку 21, стоящий на поворотном столе 20 щтабелируницего устройства. После этого рамка 3 возвращается в исходное положение, а поворотный стол 20 совершает поворот на 90 и опускается на тотацину изделия. Необходимая величина опускания стола устанавливается шагом винтовой резьбы штанги 22 и . гайки 23.
ВидА Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для изготовления железобетонных изделий | 1979 |
|
SU872266A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Булавин И.А | |||
| и Силенок Н.Г | |||
| Оборудование для производства строительных материалов | |||
| М., Машгиз,1959, с | |||
| Двухколесный автомобиль для формовки кирпичей из разлитой по полю сушки торфяной массы | 1923 |
|
SU478A1 |
