(54) ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ
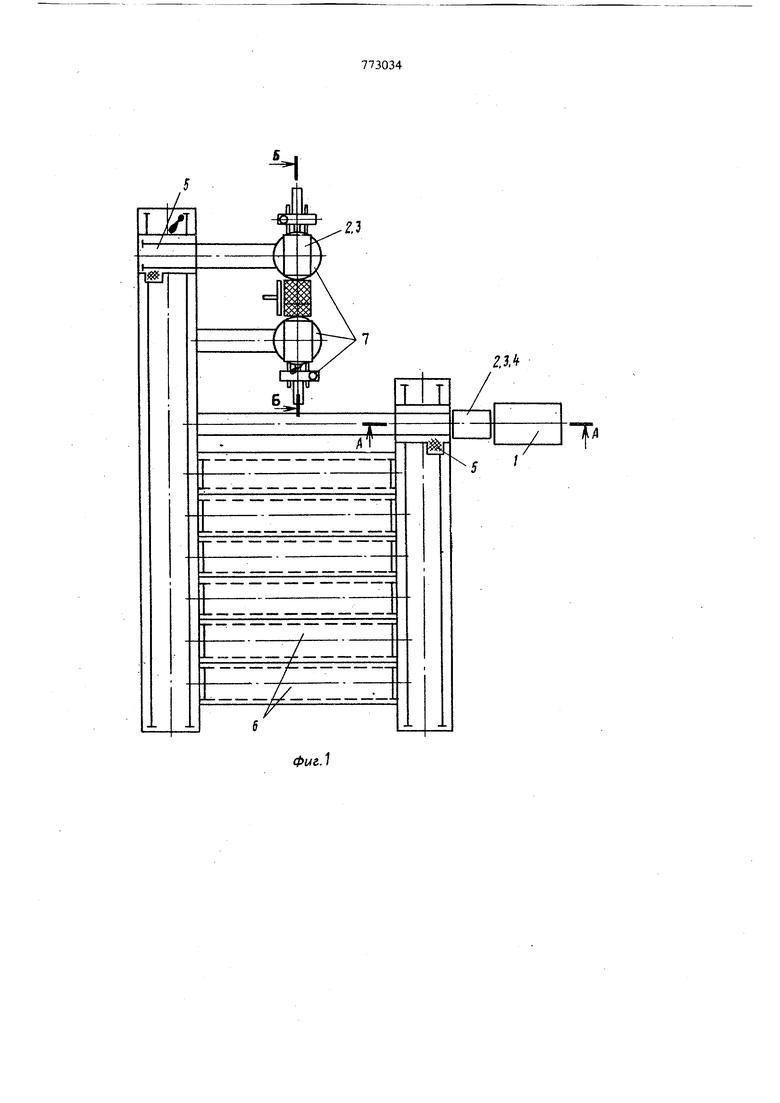
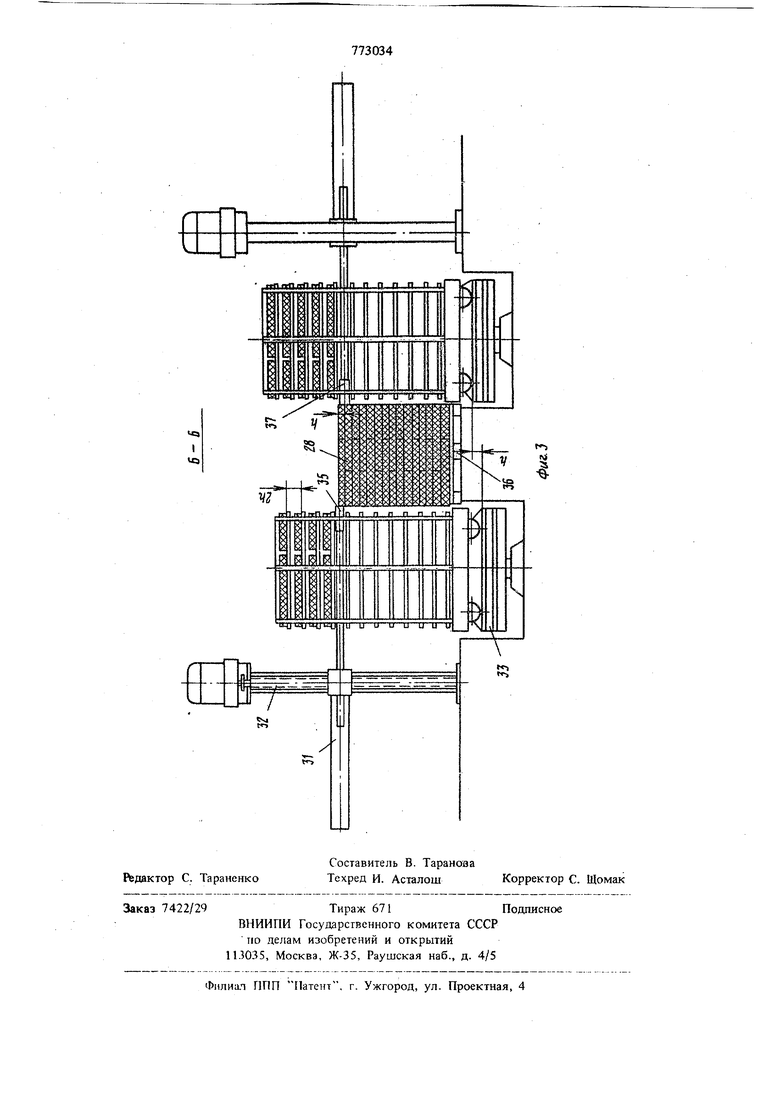
МИНЕРАЛОВАТНЫХ ПЛИТ ИЗ ГИДРОМАССЫ Изобретение относится к производству строктельных материалов и может быть использован для производства минераловатных плит, широко применяемых в строительстве в качестве теплоизоляционного материала. Известна линия изготовлешш жестких минераловатных плит из гидромассы. Известная лини содержит формовочный станок с пресс-формой и вакуум-щитом, сушильные полочные вагонетки с жесткими поддонами, тоннельные сушила, отстему транспортных устройств для перемещения сушильных вагонеток, а также устройств для загрузки вагонеток сырыми плитами и выгрузки просушенных плит из вагонеток. Устройство Д)1я загрузки вагонеток содержит укладчик, расположенный под вакуум-щитом формовочного станка и выполнеш1ый в виде подъемного стола, подающий цепной конвейр,, подъемник и пневматический толкатель. Устройство для разгрузки вагонеток содержит снижатель, прием гое устро 1сгво, передаточное устройство, транспортер, приемный стол. С приемного стола пустые подпоны передаю тся на укладчик загрузочного устройства (.с применеш1ем ручного труда), а просушенные минераловатные плиты либо ук.чадывакгтся в штабель и с помощью автопо/рузчика в тару, либо сразу в тару (опять с применением ручного труда) 1. Недостатками известной линии являются сложность и громоздкость устройств для загрузки и разгрузки суцшльных вагонеток, наличие двух параллельных грузопотоков от места разгрузки вагонеток к месту их загрузки, пустых вагонеток и пустых поддонов. Незавершенность автоматизации процесса изготовления плит, заключающаяся в использова1ши ручного труда при укладке поддонов под вакуум-щит формовочного станка, а также при штабелировании готовых изделий. Цель изобретения - упрощение линии и увеличение ее производительности. Цель достигается тем, что линия для изготовления жестких минераловатиьтх плит из гидромассы, содержащая формовопнлй станок с пресс-формой и вакуум-щитом, сушильные полочные вагонетки с поддонами, устройство для загрузки их с формованными плитами, выпол3 7ненное с цепным полотном и вертикальным. подъемником, тоннельные сушила и устройство для разгрузки вагонеток, снабжена прикрепленным к цепному полотну и пресс-форме захватом, причем вертикальный подъемник расположен за цепным полотном, а разгрузочное уст ройство вьтолнено в виде двух горизонтальных смонтированных на винтовых подъемниках толкателей и двух поворотных столов, смещенных относительно друг друга на высоту, равную толщине изготавливаемой плиты. На фиг. 1 приведена принципиальная схема предлагаемой линии; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1 Линия содержит фopмoвo ный станок 1, сушильные вагонетки 2 с жесткими поддонами 3, подъемник 4, две передаточные тележки 5, тоннельные сушила 6 и разгрузочное устройство 7.. Формовочный станок (см. фиг. 2) содержит станину 8 с прикрепленными к ней направляюидими 9, дозатор 10 гидросмеси, вакуум-шит И и подвижную пресс-форму 12. В качестве привода перемещения пресс-формы 12 служит пневмоцилиндр 13. Дозатор 10 гидросмеси состоит из корпуса 14 и трех клапанов 15, приводимых в действие посредством пневмоцилиндров 16. Гидросмесь подводится к дозатору через патрубок 17. Вакуум-щит 11 представляет собой пoдвижн в вертикальном направлении коробку с сетчатым плоским днищем. Внутренняя полость вакуум-щита через патрубок 18 может соединяться посредством золотника (на чертеже не показан) либо с атмосферой, либо с вакуумсборником (на чертеже не поаказан). В качестве привода Ш1Я перемещения вакуум-щита служит пневмоцилиндр 19. Пресс-форма 12 представляет собой коробчатый открытый корпус 20, верхняя часть кото рого разделена посредством вертикальных стенок 21 на три ячейки, являющиеся формами для трех плит. Днищем форм служат сетчатые подвижные пластины 22, соединенные со штока ми пневмоцклиндров 23. К передней стенке пресс-формы 12 закреплен захват 24 поддонов вьтолненный в виде электромагнита и цепное полотно 25 с протиоявесом 26. Цепное полотно служит основанием для поддона при уклад ке на него сырых плит. Пресс-форма 12 и пол но 25 опираются на направляющие 9 посредством роликов 27. Взаимное расположение фор муемых в пресс-форме плит совпадает с ,;нх взаимным расположе|й1ем в штабеле 28 (см. фиг.З Сушильная вагонетка 2 пpeдcтaвляet собой решетчатую металлоконструкцию 29, смонтированную на платформе 30. Расстояние между поддонами 3 по высоте равно удвоенной толщине плит (2h). Подъемник 4 выполнен в виде подъемного тола, обеспечивающего последовательное еремещение загружаемой вагонетки 2 в вертикальном направлении на величину, равную удвоенной толщине плит (2h). Разгрузочное устройство 7 состоит из двух толкателей 31, смонтированных на винтовых подъемниках 32, и двух поворотных столов 33, смещенных друг относительно друга по высоте,на величину, равную толщине изготавливаемых (h). Линия работает следующим образом. Пустая вагонетка 2 с находящимися в ней поддонами 3 устанавливается на подъемнике 4 и фиксируется посредством фиксаторов 34. Пресс-форма 12 в исходном положении находится в крайнем правом положении (см.фиг.2). В дозатор 10 через патрубок 17 заливается порция гидросмеси. По окончании заливки гидросмеси клапаны 15 занимают крайнее нижнее положение. В результате чего гидросмесь из дозатора 10 сливается в иресс-форму 12. По окончании слива клапаны 15 закрываются, в дозатор 10 заливается новая порция гидросмеси, а пресс-форма перемещается влево под вакуум-щит 11. При достижении прессформой 12 крайнего левого положения вакуумшит 11 перемещается вниз и садится нижней сетчатой поверхностью на пресс-форму 12. Внутренняя полость вакуум-щита и нижняя полость пресс-формы соединены с атмосферой. О;тчатые пластины 22 перемещаются в крайнее верхее положение, прижимая находящуюся в пресс-форме массу к нижней поверхности вакуум-щита. При достижении пластинами 22 крайнего верхнего положения нижняя полость пресс-формы 12 соединяется посредством золотника (на чертеже не показан) с вакуумсборником (на чертеже не показан), благодаря чему формуемые плиты обезвоживаются. После обезвоживания внутренняя полость вакуум-щита 11 соединяется с вакуум-сборником, а нижняя полость пресс-формы 12 - с атмосферой. Вакуумщит 11 с притянутыми к его нижней поверхности отформованными плитами перемещается в крайнее верхнее положение, при достижении которого включается электромагнит захвата 24, и пресс-форма 12 перемещается вместе с полотном 25 и притянутым к захвату 24 следующим поддоном 3 вправо. При достижении пресс-формой 12 крайнего ;правого положения внутренняя Полость вакуум-щита соединяется с атмосферой, в результате чего отформованные плиты падают на поддон 3, лежащий на цепном полотне 25. В пресс-форму 12 заливается новая порция гидросмеси и цикл повторяется. При новом движении пресс-формы 12 влево поддоп 3 с находящимися на нем отформованными плитами возвращается в вагонетку 2, 57 электромагнит захвата 24 отключается, а подъем ник 4 поднимает вагонетку 2 на веливдну, равную шагу расположения поддонов по высоте (2 h). По окончании загрузки вагонетки 2 подъемник 4 опускается в крайнее 1шжнее положение, вагонетка 2 перемещается на передаточную тележку 5 и закатьшается в одно из сушил 6. Вагонетки с просушенными плитами (см. фиг. 1) посредством второй передаточной тележки 5 перемешаются к разгрузочному устройству 7 и устанавливаются на поворотных столах 33 в соответствии с фиг. 3. В исходном положении толкатели 31 находятся в крайнем нижнем положении, совпадающем по уровню с положением плит нижнего яруса в вагонетках. При перемещении упора 35 вправо плиты нижнего яруса левой вагонетк выталкиваются на поддон 36. При последующем движении упора 37 влево плиты нижнего яруса правой вагонетки перемещаются на плиты уже перемещенные из левой вагонетки на поддон 36. Для выталкивания плит следующег яруса, упор 35 занимает крайнее левое положе ние и при помощи винтового подъемника 32 поднимается на высоту, соответствующую высо те следующего яруса. Причем упор 35 в своем крайнем правом положении служит ограничителем перемещения для плит, выталкиваемых из правой вагонетки упором 37 и наоборот, что обеспечивает постоянство наружного размера иггабеля 28. Набранный таким образом штабель 28 посредством автопогрузчика (на чертеже не показан) перемещается на участок складирования готовой продукщ1и, а вагонетки 2 с поддонами 3 перемещаются к формовочному станку 1. Благодаря обеспечению загрузки сушильных вагонеток сырыми плитами за счет технологи- . ческого движения пресс-формы формовочного станка, а также совмещению разгрузки вагонеток со штабелированием готовых изделий, в предлагаемой линии значительно уменьшено количество механического оборудования по сравнению с известной, и в дополнение к этому полностью ликвидирован ручной труд и увеличена производительность линии. Формула изобретения Линия для изготовления жестких минераловатных плит из гидромассы, содержащая формовочный станок с пресс-формой и вакуумщитом, сущильные полочные вагонетки с поддонамн, устройство для загрузки их сформованными плитами, выполненное с цепным полотном и вертикальным подъем1тком, тоннельные сущила и устройство для разгрузки вагонеток, отличающаяся тем, что, с целью упрощения линии и увеличения ее производительности, она снабжена прикрепленным к цепному полотну и пресс-форме захватом, причем вертикальный подъемник расположен за цепным полотном, а разгрузочное устройство вьшолнено в виде двух горизонтальных, смонтированных на винтовых подъемниках толкателей и двух поворотных столов, смещенных относительно друг друга на высоту, равную толщине изготавливаемой плиты. Источщ1ки информации, принятые во внимание при экспертизе 1. Штром В. В. Машины и оборудование для производства теплоизоляционных изделий, М., Мащгиз, 1962, с. 107-124.
-E :fEEi f3
zzrzzzzzzz
ЕтЁ-Г-З Э
,y

| название | год | авторы | номер документа |
|---|---|---|---|
| КЕРАМИЧЕСКИЙ КИРПИЧ, КАМЕНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА, КАМНЯ | 1997 |
|
RU2120923C1 |
| Автоматическая линия для изготовления и укладки строительных изделий на сушильные вагонетки | 1985 |
|
SU1247295A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Автоматическая линия для изготовления строительных изделий | 1979 |
|
SU893555A2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Установка для изготовления теплоизоляционных плит из гидромассы | 1980 |
|
SU906975A1 |
| Установка для изготовления теплоизоляционных плит из гидромассы | 1980 |
|
SU1209618A1 |