Изобретение касается способа механической доводки радиуса лезвия лекальных линеек путем закрепления их на стержнях и силового контактирования лезвия с горизонтальной рабочей поверхностью плоского притира, движущегося по волнообразной траектории.
Радиус лезвия лекальных линеек доводится вручную. Линейку перемещают по плоскому притиру, покачивая при этом примерно на 22°30′ вокруг ее оси. Этот способ малопроизводителен и требует высокой квалификации рабочего.
Предлагаемый способ позволяет механизировать процесс доводки радиуса лезвия лекальных линеек. С этой целью притиру придают волнообразное возвратно-поступательное движение вдоль оси находящихся с ним в контакте линеек, закрепленных в вертикально расположенных стержнях, имеющих одну степень свободы вдоль оси опор. Опорам придают колебательное движение на 22°30′ от среднего вертикального положения стержней.
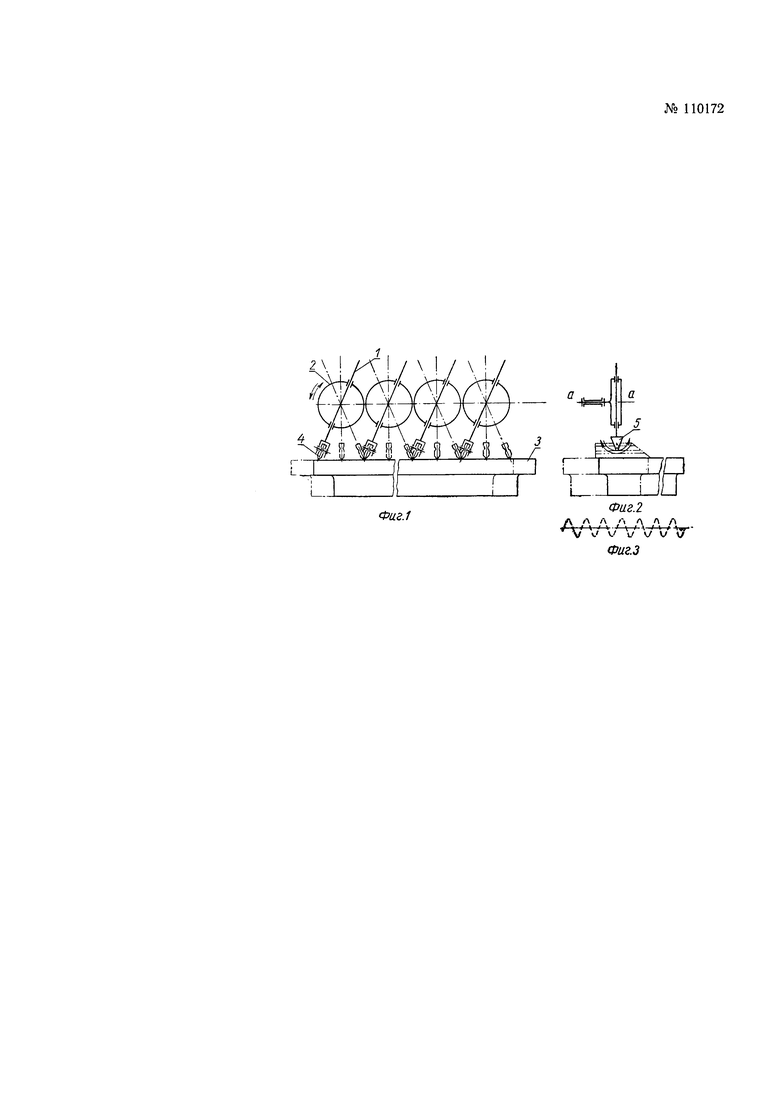
На фиг. 1 показана схема колебаний опор и линеек; на фиг. 2 - схема колебаний притира и линеек; на фиг. 3 - траектория точки притира.
Стержни 1, оси которых лежат в вертикальной плоскости, проходят через опоры 2 и имеют одну степень свободы вдоль осей своих подшипников в теле опор 2.
Опоры расположены на одинаковом расстоянии от горизонтальной рабочей поверхности плоского притира 3 и могут колебаться на осях а-а на 22°30′ от среднего вертикального положения стержней.
На нижних концах стержней закрепляются лекальные линейки 4 с одной степенью свободы. Лезвия линейки колеблются в плоскости, перпендикулярной вертикальной плоскости и проходящей через ось стержня.
Закрепленные линейки 4 за счет собственного веса и веса стержней контактируются лезвием с рабочей плоской поверхностью притира, имеющей форму прямоугольника, две стороны которого устанавливаются параллельно лезвиям линеек.
При воздействии колебаний опор и собственного веса линейки 4 и веса стержня лезвия линеек движутся прямолинейно (до момента скругления лезвия) по рабочей поверхности притира, а остальные точки доводимых линеек и стержней совершают колебания на 22°30′ в обе стороны от среднего вертикального положения стержней.
При движении линеек из среднего положения в крайнее контактирование их лезвий с поверхностью притира происходит за счет собственного веса линеек и стержней.
При движении линеек из крайнего положения в среднее на лезвия их добавочно воздействует изгибающий момент опор, и лезвия плавно контактируются с поверхностью притира.
Линейки в состоянии покоя и движения по притиру при наличии непрямолинейности их лезвия в виде выпуклости (горб) под действием силы собственного веса и веса стержня устанавливаются выпуклостью (благодаря одной степени свободы лезвия) нормально к направлению этой силы. В этом случае съем металла с лезвий происходит по горбу, и лезвия, постепенно скругляясь, принимают прямолинейную форму по образующей поверхности скругления.
При наличии лощины (вогнутости) съем металла происходит с обоих концов лезвия и оно также становится прямолинейным.
Радиус скругления лезвия благодаря колебательным движениям линейки получается в пределах технических условий.
Для обеспечения равномерного износа рабочей поверхности притира и увеличения производительности доводки радиуса лезвий линеек притир имеет возвратно-поступательное движение по волнообразной траектории в направлении вдоль лезвия линеек (размах волн - поперек лезвия). При этом в каждый данный момент (кроме крайних точек размаха) вектор скорости движения притира направлен под углом к лезвию линейки, чем устраняется поворот линейки на шарнире 5 от воздействия движения притира и обеспечивается постоянство величины скорости движения притира относительно всех точек лезвий линеек, необходимое для получения прямолинейности образующих поверхности скругления лезвия.
Колебания опор можно осуществить, например, посредством цилиндрического реечного зацепления с ведущей рейкой, общей для всех опор и получающей возвратно-поступательное движение от шатунно-кривошипного механизма, связанного через передаточный механизм с электромотором, или посредством пазовых кулачковых механизмов с пазовым валом, общим для всех опор и получающим вращение через передаточный механизм от электромотора.
Возвратно-поступательное волнообразное движение притира можно осуществить, например, посредством закрепления притира на верхнем столе устройства, состоящего из двух столов, направляющие одного из которых проходят по второму столу и перпендикулярны лезвиям линеек, а направляющие второго стола параллельны лезвиям линеек, получающих возвратно-поступательное прямолинейное движение вдоль своих направляющих или от эксцентриковых и шатунно-кривошипных механизмов через передаточные механизмы, связанные с электромотором, или от механизмов с гидравлическими устройствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки деталей | 1981 |
|
SU979091A1 |
| Станок для доводки деталей | 1975 |
|
SU565816A1 |
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU895708A1 |
| Устройство для измерения длины движущегося материала | 1988 |
|
SU1571119A1 |
| Способ доводки внутренней конической поверхности детали | 1983 |
|
SU1271724A1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| Устройство для заточки и правки микротомных ножей | 1991 |
|
SU1787098A3 |
| Станок для шлифования рабочих кромок шаблонов | 1933 |
|
SU36209A1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
1. Способ доводки малых закруглений путем сообщения возвратно-поступательных движений притиру, находящемуся в контакте с обрабатываемым изделием, совершающим качающие движения, отличающийся тем, что, с целью механизации доводки лекальных линеек, притиру придают волнообразное возвратно-поступательное движение относительно находящихся с ним в контакте линеек, которые закреплены на концах вертикально расположенных стержней, имеющих одну степень свободы вдоль оси опор, которым придается колебательное движение на 22°30′ от среднего вертикального положения стержней.
2. Способ доводки по п. 1, отличающийся тем, что линейки имеют одну степень свободы в плоскости, перпендикулярной к плоскости качения стержня и проходящей через его ось.
