В существующих устройствах при прокатке заготовок на щтрипсы в линиях продольной резки широкая .олоса разрезается на несколько полос, которые должны одновременно наматываться на барабан моталки. Вследствие серповидности разрезаемых полос наматываемые полосы должны разделяться делительными дисками. Операции разделения полосы и задачи ее в зев барабана моталки осуществляются раздельно и в основном вручную.
Предметом изобретения является конструкция машины, которая устанавливается в линиях продольной резки после дисковых ножниц и перед моталкой, с целью осуществления полной механизации и автоматизации разделения и задачи полосы в зев барабана моталки.
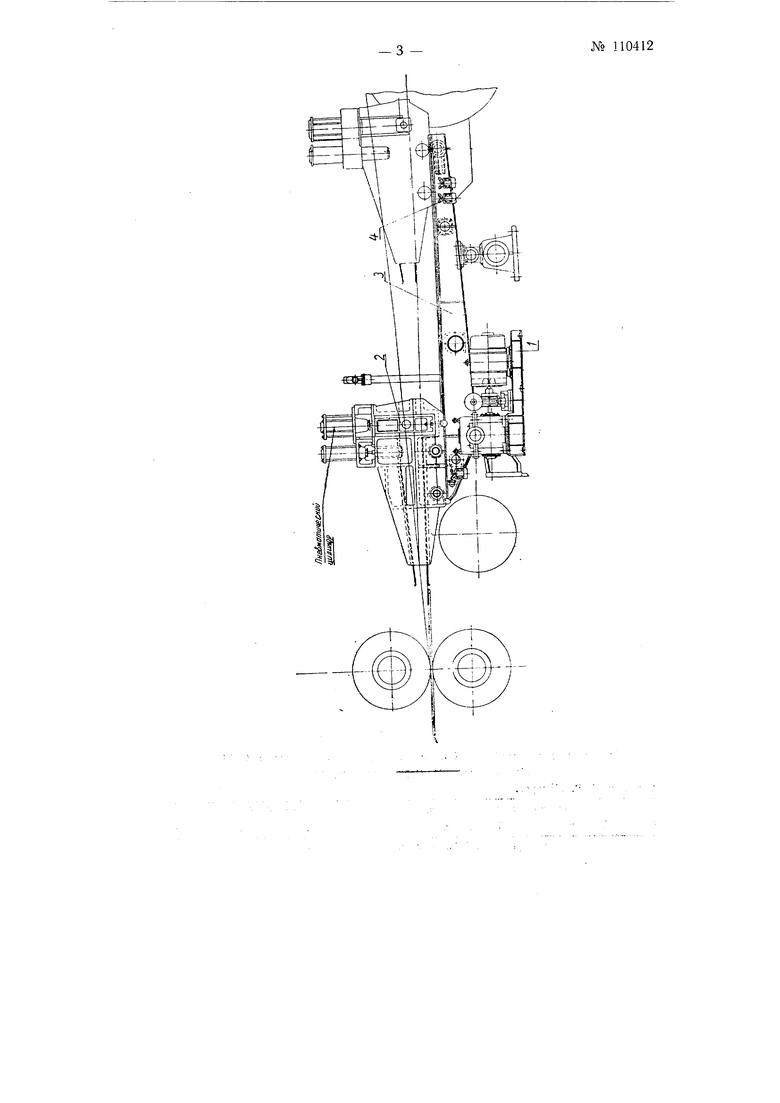
Машина (см. чертеж) конструктивно представляет собой каретку, которая перемещается вдоль направляющих посредством электродвигателя через червячный редуктор / и канатную передачу.
На каретке, представляющей собой сварнолитую конструкцию, предусмотрены механизм разделения и задачи полосы 2 и траверса 5, перемещаемая в вертикальном направлении двумя пневматическими цилиндрами.
В двух кассетах каретки (нижней неподвижной и верхней, перемещающейся с помощью пневматического цилиндра в вертикальном направлении) набираются кулачки с размерами по ширине и Количеству равными размерам и количеству разрезаемых на дисковых ножницах полос. Кулачки скрепляются между собой таким образом, что сведение их вплотную и разведение с помощью двух боковых цилиндров возможно только на определенное расстояние ( 10 мм).
Боковые цилиндры и кулачки устроены так, что позволяют легко производить замену кулачков при переходе на другие размеры и другое количество полос.
Направляющие, ло которым перемещается каретка, имеют возможность поворачиваться вокруг оси, на
которой расположены канатные барабаны.
Для автоматизации процесса зправления предусмотрены три конечных выключателя и фотоимпульсатор 4.
Работа машины происходит следующим образом.
Разрезаемые на дисковых ножницах полосы, проходя через машину для разделения и задачи полос, загемняют фотоимпульсатор, установленный за тележкой, что приводит к остановке ди-сковых ножниц. От сигнала того же фотоимпульсатора отпускается траверса с таким расчетом, чтобы зазор между нижней плитой и траверсой остался не более полуторакратной толщины разрезаемых полос, что регулируется специальными упорными винтами.
Опускание траверсы необходимо для того, чтобы предотвратить возможное накладывание полос одна на другую .при следующей операции, когда боковые цилиндры сводят вплотную полосы друг к другу, что дает возможность определять положение полос. После сведения полос верхние кулачки опускаются и полосы зажимаются между верхними и нижними кулачками.
Все эти операции после срабатывания фотоимпульсатор а могут осуществляться последовательное выдержкой времени.
После зажатия полос запускаются дисковые НОЖ1НИЦЫ и каретка и полосы транспортируются к зеву барабана моталки.
Каретка, не доходя до конца своего пути, заставляет срабатывать конечный выключатель, который подает импульс на боковые цилиндры для разделения полос.
После задачи полос в зев вал барабана моталки поворачивается на
небольшой угол для зажигания полос. Затем подается импзльс на подъем траверсы и верхних кулачков и на отвод каретки в исходное положение.
Благодаря точному разделению и задаче полос относительно поперечной оси барабана моталки представляется возможным установить на верхнем нажимном ролике над барабаном моталки сменные разделительные диски.
Таким образом, отпадает надобность в надевании разделительных дисков вручную, поскольку процесс разделения и задачи полос полностью механизирован и автоматизирован.
Описываемая машина повышает производительность труда и механизирует операции разделения и задачи полос в.зев барабана моталки.
Предмет изобретения
1.Мащина для разделения и задачи полос в зев барабана моталки, отличающаяся тем, что, с целью механизации процессов разделения и задачи полос, она имеет перемещающуюся каретку, на которой смонтированы механизм разделения и задачи, состоящий из двух кассет (нижней неподвижной и верхней, перемещающейся вертикально От пневматического цилиндра), в которых набираются, соответственно размерам и количеству полос, кулачки, сведение и разведение которых осуществляется с помощью пневматических цилиндров.
2.Форма выполнения Мащины по п. 1, отличающаяся тем, что, с целью автоматизации процесса разделения и задачи полос, применены конечные выключатели и фотоимпульсатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для автомагической задачи нескольких полос в зев барабана моталки | 1960 |
|
SU132174A1 |
| УСТРОЙСТВО для РАЗДЕЛЕНИЯ И ПОДАЧИ РАЗРЕЗАННЫХ | 1973 |
|
SU364423A1 |
| Устройство для механической задачи нескольких полос в намоточный барабан | 1957 |
|
SU114394A1 |
| Разделительно-задающее устройство | 1975 |
|
SU548388A1 |
| Устройство для разделения и задачи полос в зев барабана моталки | 1982 |
|
SU1021491A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТРОЙСТВО для РАЗДЕЛЕНИЯ И ЗАДАЧИ ПОЛОС В ЗЕВ МОТАЛКИ | 1966 |
|
SU182092A1 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для задачи полос в зев барабана моталки | 1986 |
|
SU1316725A1 |