Изобретение относится к машиностроению, в частности к неподвижным соединениям.
Известен снособ склеивания обхватываемой и обхватывающей деталей, при котором в зазор между деталями подают под давлением клеевой состав 1.
Недостатком известного способа является невысокая точность соединения несимметричных в осевом нанравлении обхватываюндих деталей с сопрягаемыми деталями вследствие их неравномерной деформации. Вызвано это тем, что обхватывающие детали типа несимметричных колец под действием осесимметричной радиальной нагрузки, обусловленной давлением клеевого состава, не только растягиваются в окружном направлении, но и выворачиваются на тонкостенном краю.
Цель изобретения - повыщение качества соединения путем устранения выворачивания обхватывающей детали.
Поставленная цель достигается тем, что согласно способу склеивания обхватываеемой и обхватывающей деталей, при котором в зазор между деталями подают под давлением клеевой состав, перед подачей клеевого состава в зазор в плоскости главной оси сечения обхватывающей детали устанавливают кольцевое уплотнение, а клеевой состав подают с двух сторон обхватывающей детали под разными давлениями, определяемыми из соотнощения
р.1 р .1 i i г г
где Ij и 1 расстояния от главной оси сечения обхватывающей детали до ее соответствующих торцов;
PjH р2 - давления, под которыми подают клеевой состав в зазор между деталями.
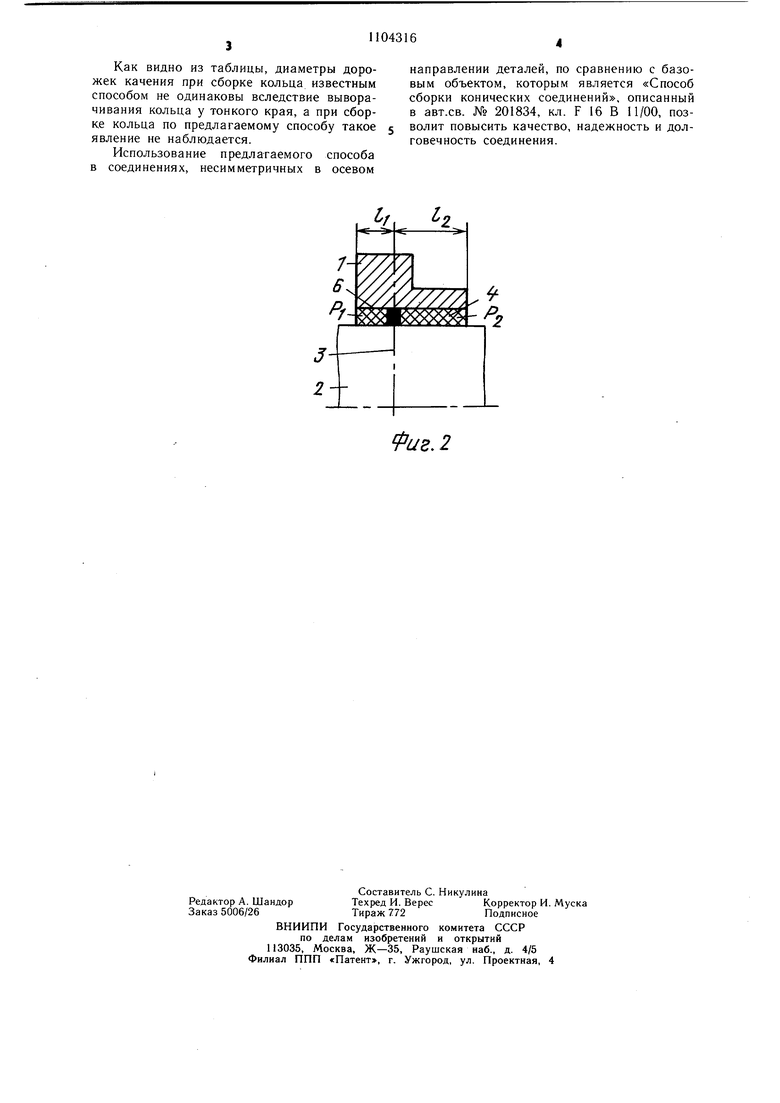
На фиг. 1 показано взаимное положение деталей до подачи клеевого состава,разрез; на фиг. 2 - то. же, после подачи клеевого состава.
Способ осуществляют следующим образом.
Перед сборкой обхватывающей детали 1 с обхватываемой деталью 2 определяют расстояния 1. и Ij от главной оси 3 сечения
обхватывающей детали до ее соответствующих торцов.
Затем, учитывая величину усадки к.теевого состава 4, геометрические сечения обхватывающей детали и модуль упругости ее материала определяют минимальную величину давления клеевого состава, а из соотношения Pj-1 . , отвечающего условию отсутствия изгибающих моментов в сечениях обхватывающей детали, находят
величины давлений Р и Pj клеевого состава, при котором не возникает выворачивание обхватывающей детали.
Собирают детали с требуемым посадочным зазором 5, устанавливают между ними
в плоскости главной оси сечения обхватывающей детали кольцевое уплотнение 6 и вводят в образовавщиеся участки 7 и 8 зазора клеевой состав под соответствующими давлениями Р ,и Р После полимеризации клеевого состава
соединение готово к эксплуатации.
Проводилась экспериментальная проверка способа при сборке внутреннего кольца цилиндрического двухрядного роликоподщипника № 3182118 (ГОСТ 7634-75),
класса точности 5 по ГОСТу 520-71 с конической цапфой специальной оправки.
На цапфе оправки выполняли две кольцевые полости длиной 15 мм и 18 м.м, разделенные между собой кольцевым уплотнением шириной 2 мм в плоскости, совпадающей с главной осью сечению кольца подщипника, в которые подавали под разными давлениями клеевой состав.
Для получения сравнительных данных проводили сборку кольца по известному способу. Для этого упомянутое кольцевое уплатнение удаляли и клеевой состав подавали в образовавщуюся полость, совпадающую по длине с длиной сопряжения. Выворачивание кольца определяли путем сравнения диаметров дорожек качения, которые измеряли рычажной скобой типа СР с ценой деления 0,005.
С целью упрощения эксперимента технологические свойства клеевых составов имитировали смесью абразивных порошков с мащинным маслом.
Данные сведены в таблицу.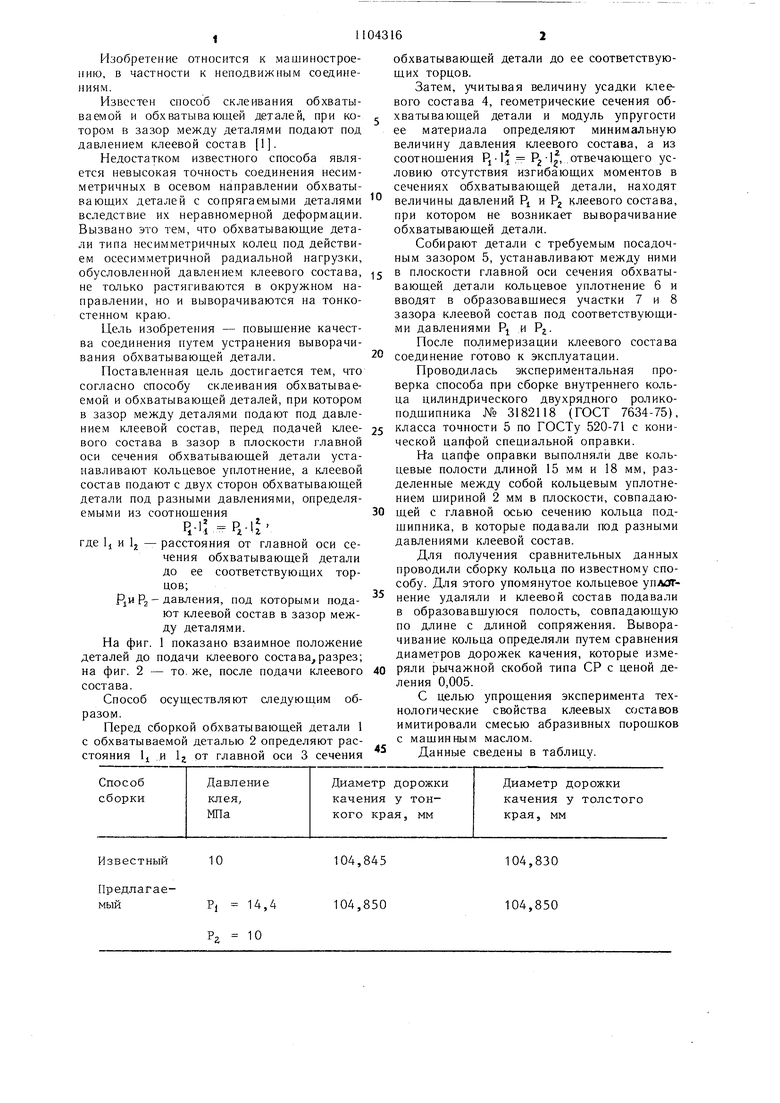
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой сборки запрессовкой обхватывающей и обхватываемой деталей | 1982 |
|
SU1143562A1 |
| Соединение обхватываемой и обхватывающей деталей | 1980 |
|
SU929899A1 |
| УПЛОТНЕНИЕ ПОДШИПНИКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2010 |
|
RU2442914C1 |
| Способ получения клеевого соединения деталей | 2021 |
|
RU2751979C1 |
| Герметизированная опора бурового шарошечного долота | 1980 |
|
SU927953A1 |
| Способ клеевого соединения концентрично расположенных деталей | 1986 |
|
SU1383018A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1970 |
|
SU279260A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ СКЛЕИВАНИЕМ | 2017 |
|
RU2652487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО ДОМКРАТА | 1996 |
|
RU2109635C1 |
| Способ нанесения слоистых теплозащитных композиционных материалов на крупногабаритные конструкции | 2022 |
|
RU2793800C1 |
СПОСОБ СКЛЕИВАНИЯ ОБХВАТЫВАЕМОЙ И ОБХВАТБШАЮЩЕЙ, ПРЕИМУЩЕСТВЕННО НЕСИММЕТРИЧНОЙ В ОСЕВОМ НАПРАВЛЕНИИ. ДЕТАЛЕЙ, при котором в зазор между деталями подают под давлением клеевой состав, отличающийся тем, что, с целью повышения качества соединения путе.м устранения выворачивания обхватываюихей детали, перед иода чей кчеового состава в зазор в нлоскости главной оси сечения об.хватывающей летали устанавливают коль 1свое уплотненно, а клеевой состав подают с двух сторон обхватывающей детали под разными давлсния.ми, определяемыми из соотнои1ения 1|. где It и Ij - расстояния от главной оси сечения обхватываюн1ей детали до ее соответствующих торцов; PjM fj- давления, под которыми подают ютеевой состав в зазор .между деталями. О 4 00 О5 г./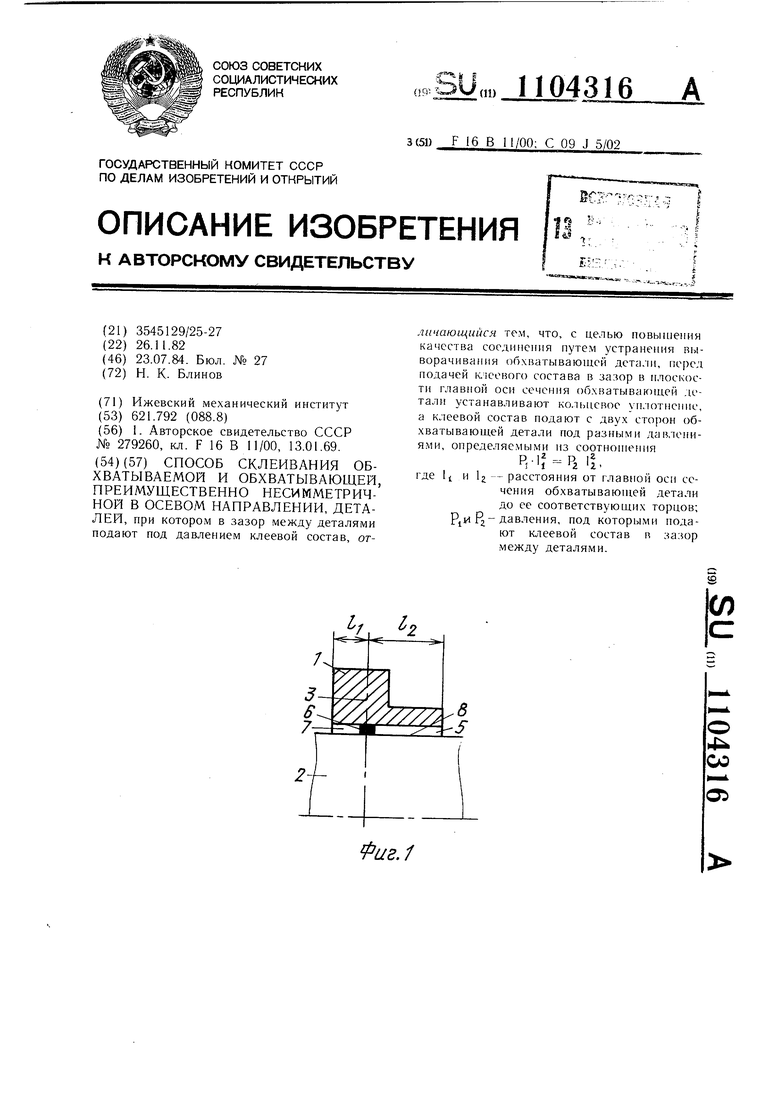
104,845
10 104,850
Р, 14,4
Рг 10
104,830 104,850
Как видно из таблицы, диаметры дорожек качения при сборке кольца известным способом не одинаковы вследствие выворачивания кольца у тонкого края, а при сборке кольца по предлагаемому способу такое явление не наблюдается.
Использование предлагаемого способа в соединениях, несимметричных в осевом
направлении деталей, по сравнению с базовым объектом, которым является «Способ сборки конических соединений, описанный в авт.св. № 201834, кл. F 16 В 11/00, позволит повысить качество, надежность и долговечность соединения.
Й/г.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU279260A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
