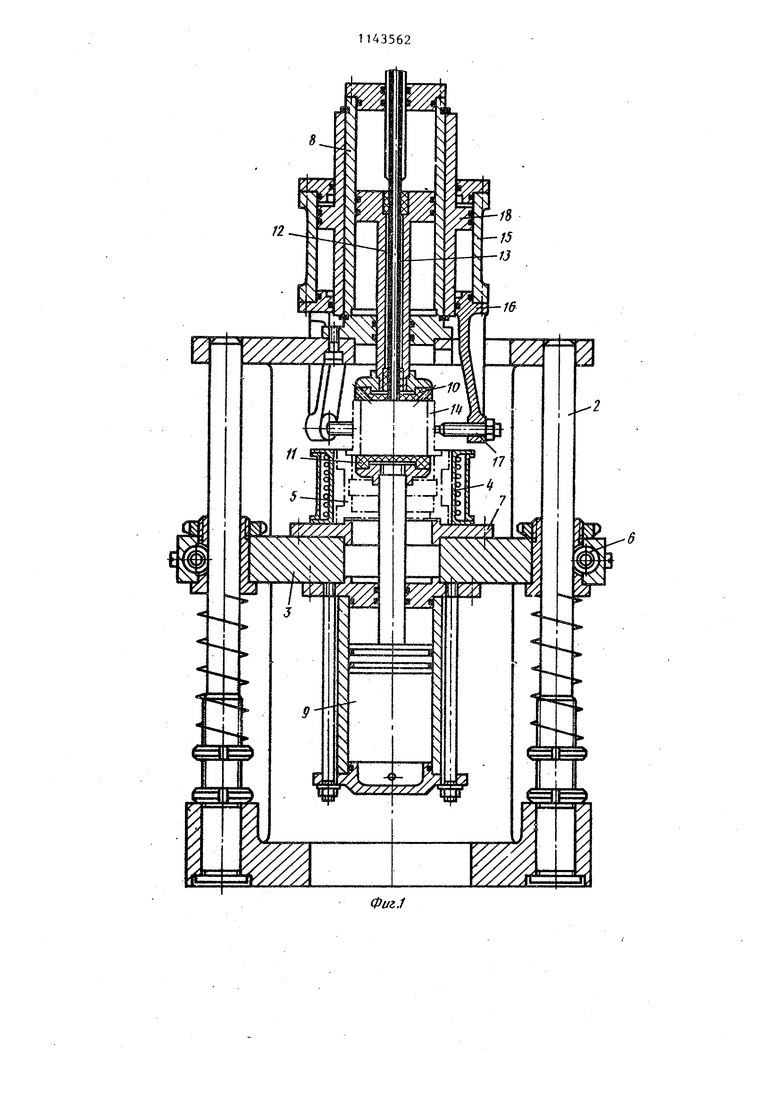
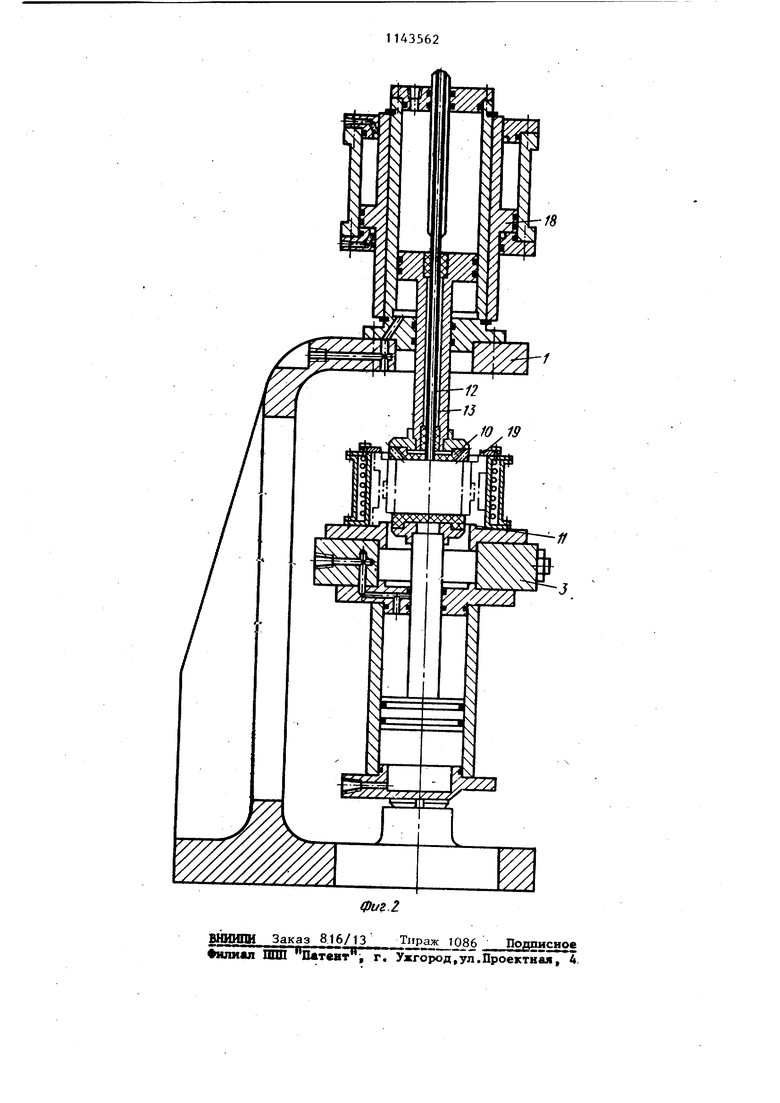
Изобретение относится к монтажным устройствам, с помощью которых осуществляется запрессовка деталей при сборке или их распрессовке при ремон те особенно в тех случаях, когда не допускается поврежедения посадочных поверхностей, собираемых деталей, на пример, ротора и шлицевой втулки роторного двигателя. Известно устройство для тепловой сборки запрессовкой обхватыванхцей и обхватываемой деталей, содержащее смонтированные на станине устройство для нагрева обхватывающей детали, рабочий орган с патрубком для под-|5 вода охлаждающей среды и теплоизапяторами, а также средство для центр№Й вания обхватываемой детали tl}. - Однако известное устройство имеет низкую производительность, что обусловлено сложностью центрирования собираемых деталей и неудобством обслуживания. Целью изобретения является повышение производительности. Указанная цель достигается тем, что в устройстве для тепловой сборки запрессовкой обхватывакмцей и обхваты ваемой деталей, содержащем смонтированные на станине устройство нагрева обхватывающей детали рабочий орган с патрубком- щя подвода охлаждающей среды и теплоиэоляторами, а также средство, для центрирования об.хватываемой детали, рабочий орган выполнен в виде двух соосных, вертикально установленных силовых цилиндров, обращенных щтоками один к друго му, теплоизоляторы установлены на штоках цилиндров, при этом шток верх него силового цилиндра выполнен полым, патрубок для подвода охлаждающе среды уст :новлен в полости, а средство для центрирования обхватываемой детали выполнено в виде вспомогатель ного силового цилиндра, корпус которого установлен концентрично верхнему силовому цилиндру с возможностью возвратно-поступательного перемещени вдоль оси сборки, и по крайней мере трех кронштейнов с регулировочными винтами на одном конце, закрепленным другим концом на корпусе вспомогател ного цилиндра, причем порщень вспомогательного цилиндра выполнен в виде кольцевого бурта на наружной поверхности корпуса верхнего силового цилиндра. 62 На фиг. 1 изображено устройство для тепловой сборки запрессовкой обхватыванмцей и обхватываемой деталей при запрессовке, общий вид; на фиг. 2 - то же, вид сбоку при распрессовке. Устройство содержит станину 1 с направляющими 2, по которым перемещается стол 3 с устройством 4 для нагрева обхватывающей детали 5. Фиксация стола 3 в рабочем положении осуществляется тангенциальными зажимами 6. На столе 3 смонтирован сменный центровик 7 для центрирования обхватывающей детали 5. Рабочий орган выполнен в виде двух соосных вертикально установленных силовых цилиндров 8 и 9, обращенных штоками один к другому. На штоках силовых цилиндров установлены теплоизоляторы 10 и 11. Шток верхнего сиового цилиндра выполнен с полостью 12, в которой установлен патрубок 13 для подвода охлаждающей среды. Средство для центрирования обхватываемой детали 14 выполнено в виде вспомогательного силового цилиндра, корпус 15 которого установлен концентрично верхнему силовому ЦИЛИНДОУ 8 с возможностью возвратно-поступательного перемещения вдоль оси сборки. На корпусе вспомогательного цилиндра закреплены три кронштейна 16 с регулировочными винтами 17. Поршнем вспомогательного цилиндра служит кольцевой бурт 18, выполненный на наружной поверхности корпуса верхнего силового цилиндра 8. Дпя закрепления обхватывающей детали на столе при распрессовке пре- . дусмотрены откидные стопорные планки 19. Устройство работает следуюпу1м образом. Стол 3 со сменным центровиком 7 и устройством 4 для нагрева фиксируют тангенциальными зажимами 6 в необходимом по высоте положении. На сменный центровик. устанавливают обхватывающую деталь 5. Обхватываемую деталь 14 устанавливают на обхватывающую деталь 5 и центрируют ее. Для этого в рабочую полость (под кольцевым буртом 18) вспомогательного цилиндра подают сжатый воздух. Корпус 15 вспомогательного цилиндра с закрепленными на нем кронштейнами 16 опускается, осуществляя центрирование обхватываемой детали 14. Регулировочные винты 17 предварительно выставляют по эталону. Затем в рабочую полость силового цилиндра 8 подают сжатый воздух под давлением Е, , а в рабочую полость силового цилиндра 9 - под давлением Р , причем Р Р , и зажимают обхватьшаемую датель между теплоизоляторами 10 и 11. После этого включают устройство 4 для йагрева, а по патрубку 13 подают охлаждающую среду, например жидкий азот. По мере нагрева детали 5 и охлаждения детали 14 размеры их посадочных поверхностей изменяются, соответственно в детали 5 диаметр от верстия увеличивается, а в детали 14 уменьшается и при определенном градиенте размеров происходит напрессовка деталей с заданным усилием Р Р - Pj . Если усилие Р незначительно, то соединение деталей
происходит практически без натяга, чем обеспечивается целостность посадочных поверхностей.
Распрессовка деталей осуществляется лишь с той разницей, что средство для центрирования обхватываемой детали поднимают в верхнее положение, подавая сжатый воздух в возвратную полость (над кольцевым
буртом 18) вспомогательного силового цилиндра, на торец обхватывающей детали 5 устанавливают откидные {планки 19, а давление сжатого возду ха в рабочей полости силового цилиндР4. 9 больше давления воздуха в рабочей полости цилиндра В.
Использование предлагаемого устройства позволяет повысить производительность процесса сборки обхватывающей и обхватываемой деталей, обеспечивает высокую точность сборки (разборки) с полной сохранностью посадочных поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухсторонней сборки запрессовкой обхватываемой и обхватывающих деталей | 1983 |
|
SU1140929A1 |
| Устройство для сборки деталей запрессовкой | 1980 |
|
SU921753A1 |
| Устройство для автоматической сборки деталей типа вал-втулка | 1988 |
|
SU1542774A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| Устройство для групповой сборки деталей | 1987 |
|
SU1454638A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ РАСПРЕССОВКИ И ЗАПРЕССОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ И УЗЛОВ | 2008 |
|
RU2394684C2 |
| Устройство для сборки деталей запрессовкой | 1987 |
|
SU1581557A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для запрессовки и распрессовки деталей типа вал-втулка | 1974 |
|
SU515619A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1407742A1 |
УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ СБОРКИ ЗАПРЕССОВКОЙ ОБХВАТЫВАЮЩЕЙ И ОБХВАТЫВАЕМОЙ ДЕТАЛЕЙ, содержащее смонтированные на станине устройство для нагрева обхватывающей детали, рабочий орган с патрубком для подвода охлаждающей среды и теплоиэоляторами, а также средство для центрирования обхватываемой детали, о т л и ч а ю щ е е с я тем, что, с целью повышения производительности, рзбочий орган выполнен в виде двух соосных вертикально установленных силовых цилиндров, обращенных штоками один к другому, теплоизоляторы установлены на штоках цилиндров, при этом шток верхнего силового цилиндра выполнен польм, патрубок для подвода охлаждающей среды установлен в полости, а средство для центрирования обхватываемой детали выполнено в виде вспомогательного силового цилиндра, корпус которого установлен концентрично верхнему силовому цилиндру с возможностью возвратно-поступательного перемещения вдоль оси сборки, и по крайней мере трех кронштейнов с регулировочными винтами на одном конце, закрепленными другим концом на корпусе вспо(Л С могательного цилиндра, причем поршень вспомогательного цилиндра выполнен в виде кольцевого бурта на наружной поверхности корпуса верхнего си- лового цилиндра.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для запрессовки и распрессовки деталей типа вал-втулка | 1974 |
|
SU515619A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
