Изобретение относится к деревообрабатывающей промышленности и может быть применено при изготовлении ищтов из полос uiriOHa.
Известно устройство для изготовл -ния пустотелых щитов, включаюпдее станину, кантователь, механизм пропила, пакетировщик, каретку с поворотным столом и привод 1.
Недостатком устройства является его низкая производительность.
Известно устройство для изготовления щитов из полос шнона, включающее станину, поперечный конвейер с механизмом зажима продольных полос шпона, продольный конвейер с механизмом ввода нонеречпых полое шпона и нривод 2.
Недостатком устройства является то, что заходные концы продольных элементов отгибают вертикальные толкатели для захода поперечных элементов, причем сами толкатели находятся на пути движепия поперечных элементов, поэтому для дальнейн1его перемещения этих элементов толкатели необходимо отвести, затем прижать концы к каретке, что требует времени и снижает производительность.
Цель изобретения - повышение производительности устройства.
Поставленная цель достигается тем, что поперечный и продольный конвейеры снабжены механизмами загрузки полос шпона, которые выполнены в виде вакуу.мприсосок, установленных на кинематически связанных с приводом рычагах, причем механиз.м ввода поперечных .ао.лос шпона выполнен в виде закрегглениых на ва,дах приводных pojiiiKoii. которые установлены на станипе посредством рычагов, а поперечный кон15ейер снабжен этажеркой для загрузки
1LJ ИТОВ.
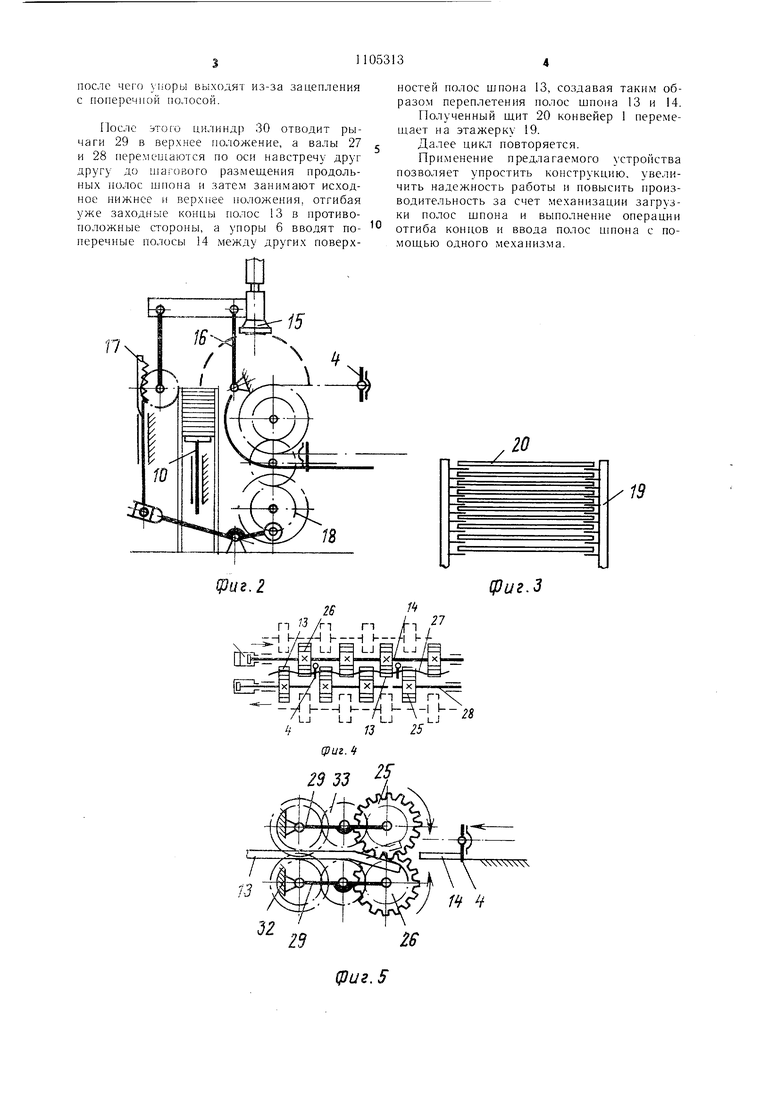
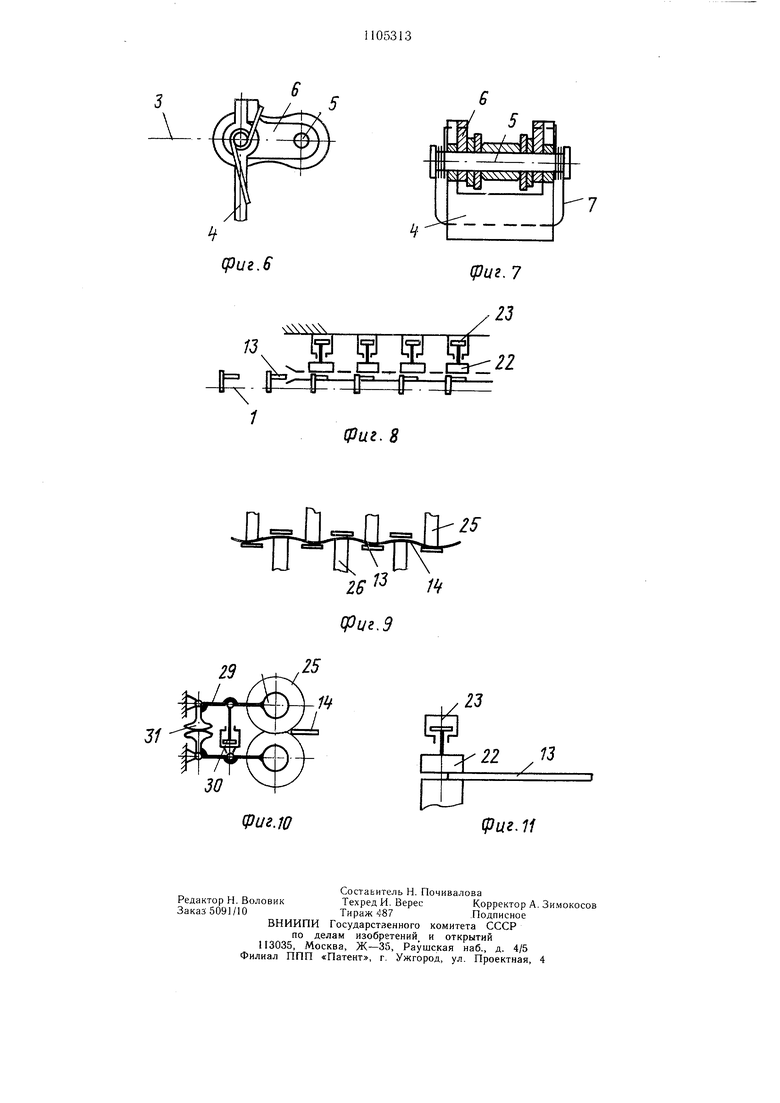
На (риг. 1 изображено устройство, обпи1Й вид; на фиг. 2 -- механизм загрузки по.пос ninona на конвейер; па фиг. 3 -- этажерка для загрузки пд.итов; на фиг. 4 - Mexaii i3M горизонтального неремешения валков е роликами навстречу друг друг-у на шаг, равный размен1ению продольных полос шпона; на фиг. 5 -- механизм отгиба концов продольных полос шпона и ввода поперечных полос шпона; на фиг. 6 -подпружиненный унор па neini копвейера, общий вид; на фиг. 7 -- то же, разрез; па фиг. 8 -- ввод задних коь1цов полос шпона в механизм зажима; на фиг. 9 -- смещение приводных роликов по высоте для отгиба, заходных концов полое шпона; на фиг. 10 -- меха1шзм одновременного поворота рычагов; па фиг. П - механизм зажпма концов полос шнона.
Устройство включает поперечный 1 и продольный 2 копвейера.
На цепях 3 копвейера 2 смоптировапы ,1ненные упоры 4, которые установлены lia осях 5 цени, iia KOTopfiix размеще 1ы фиксатор 6 упора и гатужяна 7 кручения.
Конвейера 1 и 2 снабжены кассета.ми 8 ; 9, подъемными сто.;1иками К) и механизмами 11 п 12 загрузки нродольп1 1х 13 п поперечных 14 полос шпона, выполненными в виде вакуу.мприсосок 5, установленных на 1 араллелогра.мных рычагах 16, кинематически связанных посредством реечно-зуПчатой передачи 17 с приводом 18. В кон1ле конвейера устаповлены вертнкально-по;;,впжная этажерка 19 для загрузки щитов 20.
Вдо;Н) конвейера 1 установлены .механизм 21 зажпл1а задних концов продольin.ix полос шпопа 13.
5Мехапизм зажима вьпюлпен в ви.те pj;да прижимов 22 с силовыми цп.шндрами 23.
Механизм 24 ввода попе)ечпых полос 14
выполнен в виде н.меющих возмож.оеть I iризопта; ьного перемешен ня при водиь;х
оолкков 25 и 26, смонтированных на валах
0 27 и 28.
Горизонтальные валы установлены i.a н арнпрных рычагах 29 и снабжены силовыми ци.липдрами 30 и зубчаты.мн секторами 31 для одповре.менного их поворота. 5Рычаг 29 смонтирован на станине 32.
Рифленные ролики 25 и 26 имеют нривод в виде зубчатых передач 33, кинематически связанных с конвейеро.м 2.
Уетройство работает следующи.м образо.м.
Включают конвейер 1, .механизм загрузкп 0 берет в каесете 8 е помощью присосок 5 продольные полосы 13 и кладет их па конвейер, который при перемеще.нп; ввол;--т задние концы нолос Liinoiia 13 в мexaниз i 21 зажима и устанавливает по.лосы под п|Г жимами 22. Прижимы е иог-клцыо ци.нпм5 ров 23 заж.н. концы и тукн.м образол; фиксируют полосы.
Затем включают конвейер 2. механи;-м
12загрузки нреносит из кассеты 9 поперечные полосы шпопа 14 и кладет их на iujii0 вейер 2, который транепортпр ет их к м;-хаппз.му 24 ввода, при это.м 1нарнирпь е рычаги 29 оиущепы с помощью ци;п1Нлра, приводные 25 и 26 отжимают о.цн|-; заходные концы продольных riojioc щнопа
13вверх, а вниз, для захода межлу полосами 13 поперечных r;o.;u.ic ннюна 14
и одповре у енао при nepeMeiueHnii этих nf.iлос рифленны.ми роликами.
Таким образом, рпфленшз1е ролики ;,;гпбают KoiiUbi продольных norioc и
0 между этими но.юса.мп ног еречные полосы щпоь:а, т.е. переме1гииот их, при этом ролики за счет смещения гю вертикали и 1.1ризо:тали выгибают волнообразно поперечнь е ло.посы, способствуя этим более надежнох:у переменхению между продольными полосн5 ми. Между роликами 25 и 26 проходят цели с подпружиненными упорами 6, которые переме цают полосы 14 между продольны.рли полосами шпона 13 до viiopa в зажим 21.
после чего упоры выходят из-за зацепления с поперечной полосой.
Пое.лс этого цилиндр 30 отводит рычаги 29 в верхнее положение, а валы 27 и 28 перемеп1анэтся по оси навстречу дрзг другу до шагового размещения продольных полос шпона и затем занимают исходное нижнее и верхнее положения, отгибая уже заходпые концы полос 13 в противоположные стороны, а упоры 6 вводят поперечные полосы 14 между других поверхностей полос шпона 13, создавая таким образом переплетения полос шпона 13 и 14.
Полученный Ш.ИТ 20 конвейер 1 перемешает па этажерку 19.
Далее цикл повторяется.
Применение предлагаемого устройства позволяет упростить конструкцию, увеличить надежность работы и повысить производительность за счет механизации загрузки полос шпона и выиоотнение операции отгиба концов и ввода полос шпона с помощью одного механизма.
20
/
13
9иг.2
п гп / 1- /I 1
(риг.З
/
п
фиг.
гз 33
13 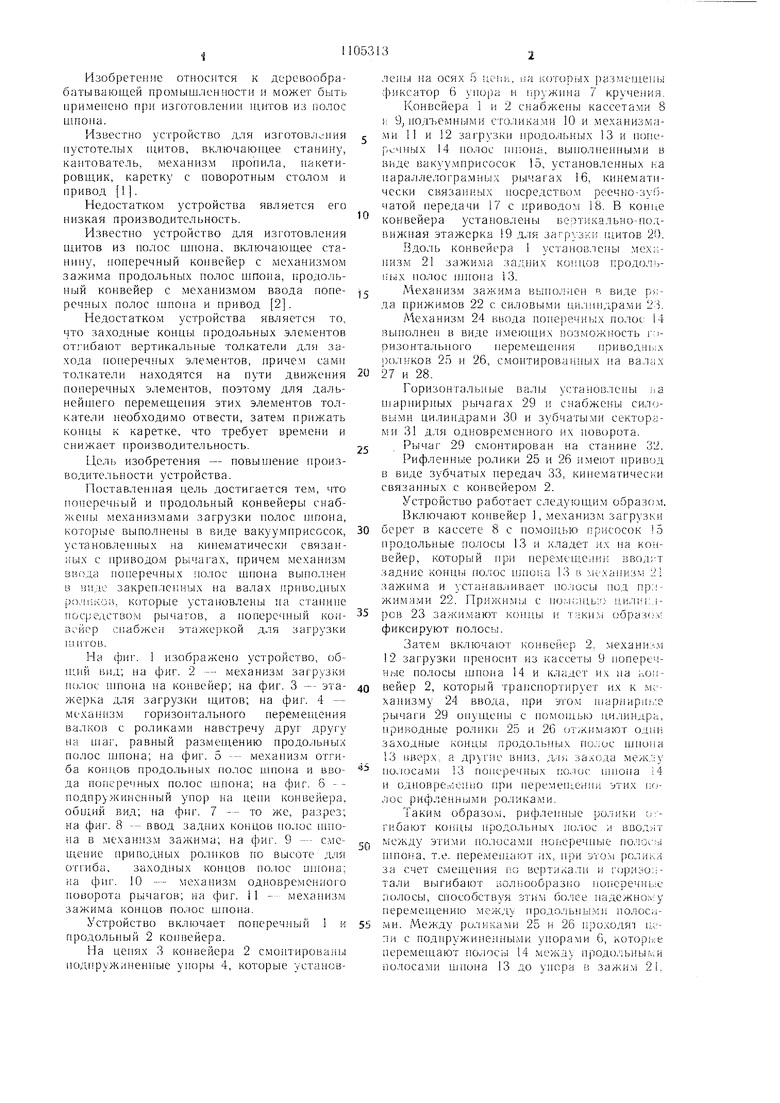
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Устройство для фанерования кромок щитов | 1959 |
|
SU133214A1 |
| УСТРОЙСТВО для ПРИЕМА И УКЛАДКИ СТРОГАНОГО ШПОНА ПО КНОЛЯМ | 1972 |
|
SU338377A1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ КУСКОВОГО ШПОНА и т. п. ЛИСТОВОГО МАТЕРИАЛА В ПОЛНОФОРМАТНЫЕ ЛИСТЫ | 1968 |
|
SU217631A1 |
| Станок для соединения немерных заготовок по длине | 1985 |
|
SU1265045A1 |
| Линия изготовления палочек из древесного шпона | 1985 |
|
SU1248803A1 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| Устройство укладки шпона в стопу | 1976 |
|
SU605714A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1966 |
|
SU179899A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩИТОВ ИЗ ПОЛОС ШПОНА, 21 - / включающее станину, поперечный конвейер с механизмом зажима продольных полос щпона, продольный конвейер с механизмом ввода поперечных полос щпона и привод, отличающ-ееся тем, что, с целью повыщения производительности, поперечный и продольный конвейеры снабжены механизмами загрузки полос щпона, которые выполнены в виде вакуумприсосок, установленных на кинематически связанных с приводом рычагах, причем механизм ввода поперечных полос щпона выполнен в виде закрепленных на валах приводных роликов, которые установлены на станине посредством рычагов, а поперечный конвейер снабжен этажеркой для загрузки щитов.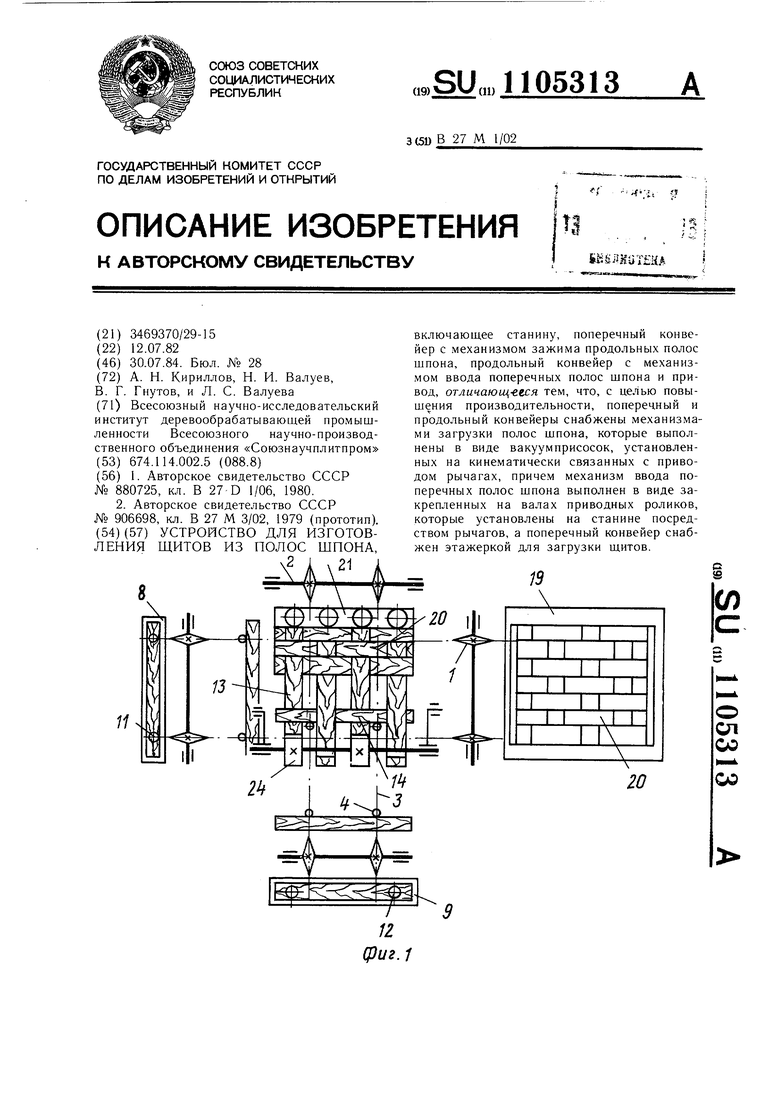
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1980 |
|
SU880725A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления плетней | 1979 |
|
SU906698A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
