Изобретение относится к технологии судостроения и может быть использовано ири изготовлении конструкций корпуса судна.
Известен способ изготовления конструкций корпуса судна, заключающийся в том, что узлы или плоскостные секции собирают и сваривают между собой, формируют монтажный стык для стапельной сборки и перед началом ее обрабатывают монтажный стык в «чистый размер путем установки его кромок по базовой плоскости, создаваемой ,ением оптической оси визирного или проекционного прибора 1.
Недостатками известного способа являются необходимость выполнения значительного объема работ по удалению припуска и обработке кромок в различных пространственных положениях и невозможность применения при этом механизированных методов.
Цель изобретения - снижение трудоемкости изготовления корпусных конструкций путем уменьшения объема работ по подготовке монтажных кромок под сборку и сварку их на построечном месте.
Поставленная цель достигается тем, что согласно способу изготовления конструкций корпуса судна, заключающемуся в том, что узлы или плоскостные секции собирают и сваривают между собой, формируют монтажный стык для стапельной сборки и перед началом ее обрабатывают монтажный стык в «чистый размер путем установки кромок монтажного стыка по базовой плоскости, создаваемой вращением оптической оси визирного или проекционного прибора, монтажные кромки на устанавливаемых в состав корпусной конструкции деталях, узлах или плоскостных секциях предварительно обрабатывают «в чистый размер.
На чертеже изображена конструкция, поясняющая предлагаемый способ.
Предлагаемый способ заключается в следуюп ем.
Применяемый оптико-механический или свето-проекционный прибор 1 устанавливают в горизонтальной плоскости так, чтобы
вертикальная ось 2 его вращения была отвесна и перпендикулярна базовой плоскости 3 постели или сборочного стенда. Оптикомеханический или свето-проекционный прибор закрепляют от вращения вокругвертикальной оси. Затем, вращая визирную трубу прибора вокруг горизонтальной оси 4, на базовой плоскости постели или стенда наносят контрольную плоскость 5 на некоторо.м расстоянии а параллельно плоскости монтажного стыка 6. На сборочный стенд или постель подают плоскостные секции 7 и узлы 8, кромки которых предварительно обрабатывают в «чистый размер по .монтажному стыку объемной корпусной конструкции. Эти секции и узлы устанавливают на стенде или постели в плоскости монтажного стыка, нанесенной на базовой плоскости постели. Контроль точности установки «чистых кромок секций и узлов, правильности их положения в процессе сборки и сварки выполняется относительно контрольной плоскости,
образованной вращением оптической оси 9 прибора с помощью визирной рейки или линейки 10. Совмещая риску на рейке со световым знаком проекционного прибора или щтрихом сетки зрительной трубы «чистые кромки секций и узлов размещают при помощи этой рейки, учитывая заданное расстояние а между плоскостью .монтажного стыка объемной корпусной конструкции и контрольной плоскостью, образованной вращением оптической оси прибора.
Использование предлагаемого способа обеспечивает сокращение трудоемкости изготовления секций и подгоночных работ при их установке на стапеле.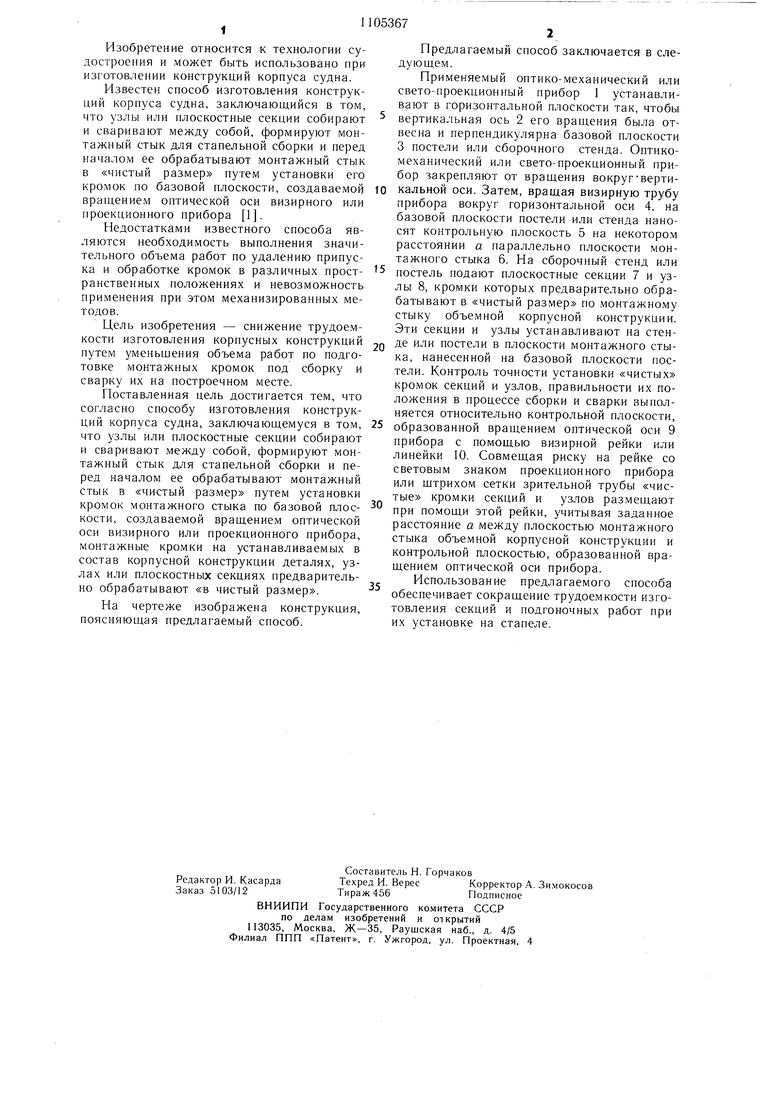
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления объемного блока корпуса судна | 1979 |
|
SU937265A1 |
| Способ сборки объемных конструкций борта и днища при формировании блоков корпуса судна | 1983 |
|
SU1105371A1 |
| Способ постройки судна (его варианты) | 1982 |
|
SU1070053A1 |
| Способ сборки судовых корпусных конструкций | 1981 |
|
SU1020300A1 |
| Способ разметки теоретических линий набора и контурных линий секций корпуса судна | 1983 |
|
SU1123929A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Устройство для сборки цилиндрической части корпуса судна | 1981 |
|
SU994328A1 |
| Способ изготовления палубной секции судна | 1980 |
|
SU872373A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Способ формирования судна из блоков на стапеле и устройство для транспортирования и установки этих блоков | 1983 |
|
SU1104050A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ КОРПУСА СУДНА, заключающийся в том, что узлы или плоскостные секции собирают и сваривают между собой, формируют монтажный стык для стапельной сборки и перед началом ее обрабатывают монтажный стык в «чистый размер путем установки кромок монтажного стыка по базовой плоскости, создаваемой вращением оптической оси визирного или проекционного прибора, отличающийся тем, что, с целью снижения трудоемкости изготовления корпусных конструкций путем уменьшения объема работ по подготовке монтажны.х кромок под сборку и сварку их на построечном месте, монтажные кромки на устанавливаемых в состав корпусной конструкции деталях, узлах или плоскостных секциях предварительно обрабатывают в «чистый размер. (Л ел СО 05 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления объемного блока корпуса судна | 1979 |
|
SU937265A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
