Изобретение относится к судостро енвю, а именно к способам изготовления палубной сек1щи судна. Известен способ изготовления плос ких секций, при котором к полотшщу секции приваривают продолыелК и поперечный набор располагая при этон секцию вниз полотнищем (палубой). Затем секцию клитуют -и устанавливают детали насыщенияСО. Однако способ включает достаточно трудоемкую операцию по кантованию готовой секции больших габаритов. Наиболее бхгазким техническим решением к предлагаемому является способ изготовления палубной секции суд на, при котором собирают плоское полотнище КЗ отдельных частей, устанавливают на нем продольный и поперечный набор и сваривают соединяемые детали И . Недостаток известного способа заключается втрудоемкой операции кантования готовой секции, которая требует мощного кранового оборудования. Трудоемкость операции кантова-гния особенно возрастает при изготовлении палубных секций крупнотоннажных судов. Поскольку для осуществле«1Я кантования палубной секции крупя нотоннажного судна, , с одной стороны, необходимо обеспечить ее достаточной жесткостью за счет установки, наприл. мер продольных и поперечшйх переборок, а с другой стороны, все и габариты секции не должны превышать возможностей кранового оборудования, в частности высоты подъема. Цель изобретения - сокращение трудоемкости. Указанная цель достигается тем, что первоначально из частей полотнища с установленными на нем продольп ным и поперечным наборами формируют панели, кантуют их, устанавливают палубой вверх, после чего стыкуют длинными сторонами и сваривают.
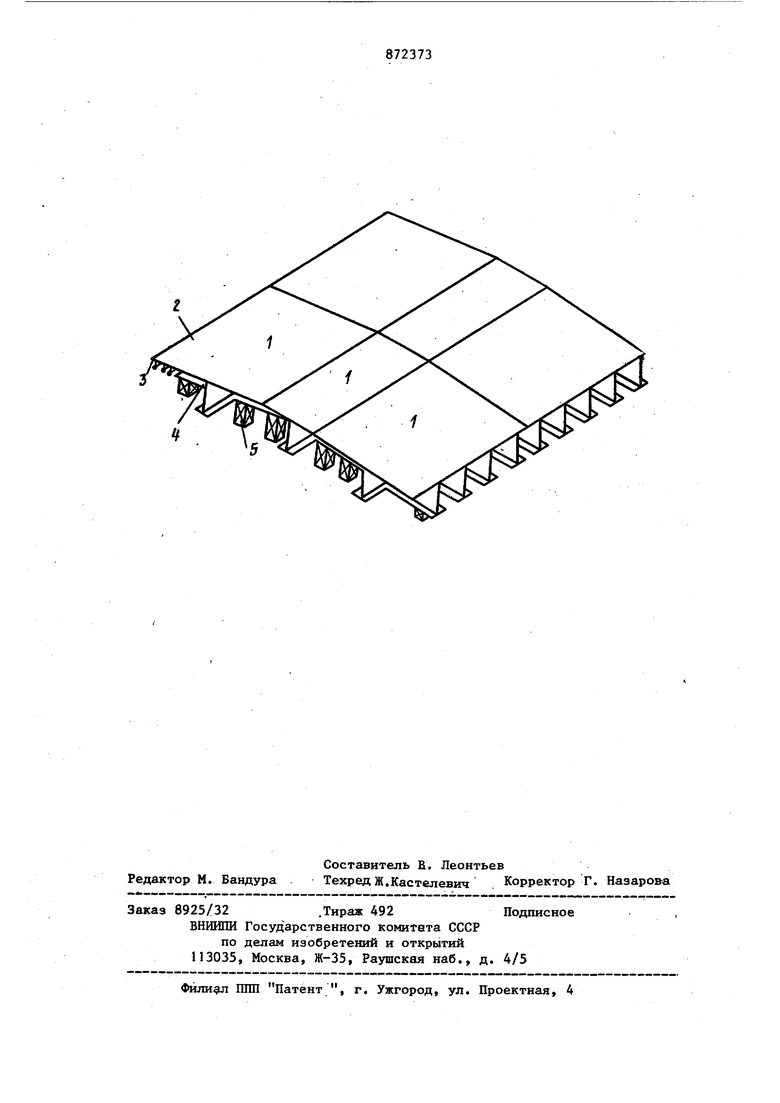
На чертеже изображена палубная секция судна, общий«вид.
Палубная секция содержит панели 1, состоящие из полотнищ 2, имеющих продольный набор 3 и поперечный набор 4, опорное приспособление 5.
Способ осуществляется следующим образом.
Панели 1, состоящие из полотнища 2 и приваренного к нему продольного набора 3 и поперечного набора j4, после кантования устанавливают палуг бой вверх на опорное приспособление. 5. Панели могут быть изготовлены например, на поточной линии сборки плоских секций. После установки панели 1 стыкуют длинными сторонами и сваривают.
В том случае, если необходамо укрупнить палубнзло секцию, ее достраивают до нужных габаритов способом, аналогичным описанному. Сварку производят по длинным и коротким сторонам -панелей.
Предлагаемый способ позволяет значительно сократить трудоемкость за счет отсутствия операции кантования готовой секции и формирования секции из отдельных панелей, которые могут быть изготовлены, например, на поточной линии плоских секций. В таком случае не требуется изготавливать достаточно сложное специальное приспособление (постель) для укладки секции. Готовые панели укладывают просто на построечные места, которые не требуют сложного оборудования.
Кантование отдельных секций не требует мощного кранового оборудования и осуществляется значительно проще. Сокращается объем применения
крупногабаритных кантователей и раскреплений.
Кроме того, предлагаемый способ позволяет для крупнотоннажного судна
изготовить палубную секцию танковой части судна от борта до борта. Готовую секцию устанавливают на корпус судна, что, в свою очередь, позволяет сократить трудоемкость формирования корпуса за счет свкращения монтажных стыков и пазов, монтажа и демонтажа рештования, а следовательно,и сократить стапельнь1Й период постройки судна.
Формула изобретения
Способ изготовления палубной
секции судна, при котором собирают плоское полотнище из отдельных частей , устанавливают на нем п дольный и поперечный набор и сваривают соединяемые детали, о т л и чающийся тем, что, с целью сокращения трудоемкости, первоначапвно из частей полотнища с установленными на нем продольным и поперечным наборами формируют панели, кантуют их, устанавливают палубой вверх, после чего стьшуют длинными стрронами и сваривают.
Источники информации, п1ринятые во внимание при экспертизе
1. Желтобрюх А. Д. и др. Технология судостроения. Л.,Судостроение, 1979, с. 150-151.
2. ОСТ 5.9542-72. Корпуса стальных надводных судов.- Типовая технология
предварительной и стапельной сборки узлов и секций корпуса, с. 14 (прототип) ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корпуса судна и устройство для его осуществления | 1984 |
|
SU1221037A1 |
| Способ постройки цилиндрической вставки корпуса танкера | 1980 |
|
SU893679A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| Способ изготовления плоской секции корпуса судна | 1981 |
|
SU1041394A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Способ постройки судна (его варианты) | 1982 |
|
SU1070053A1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| СПОСОБ ВОЗВЕДЕНИЯ ЖЕЛЕЗОБЕТОННОГО ПАЛУБНОГО ПЕРЕКРЫТИЯ С БОЛЬШИМ ПРОЛЕТОМ | 2013 |
|
RU2522712C1 |
| Модульная судовая надстройка | 1979 |
|
SU870239A1 |
| Способ изготовления блока судна | 1981 |
|
SU984921A1 |