2. Способ постройки судна, заключающийся в том, что изготавливают -отдельные части корпуса судна, насыщают их механизмами и оборудованием, после чего указанные части судна стыкуют между собой и производят их сборку, отличающийся тем, что, с целью уменьщения трудоемкости и повыщения надежности изготовления судна, его корпус формируют из части с мащинным отделением и частью днищевого перекрытия и по крайней мере двух асимметричных частей, одна из которых включает бортовое перекрытие в части переборок и палубы, а другая включает часть днищевого перекрытия, переборок и перекрытия борта
с палубным стрингером, при этом стыкуют части судна между собой путем сближения части корпуса судна, включающего машинное отделение, с асимметричной частью корпуса с палубным стрингером либо опусканием на включающую мащинное отделение часть корпуса судна предварительно соединенных между собой асимметричных частей, монтажные соединения которых друг с другом выполняют в плоскости батокса по кромке палубного стрингера и в плоскости ватерлинии выще скулового скругления днищевого перекрытия, а с частью корпуса, включающего мащинное отделение, - в плоскости щпангоутов и указанной ватерлинии-.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока судна | 1981 |
|
SU984921A1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| Форма обводов корпуса плавучего сооружения | 1978 |
|
SU1104047A1 |
| Способ постройки цилиндрической вставки корпуса танкера | 1980 |
|
SU893679A1 |
| Корпус судна ледового плавания | 1979 |
|
SU818948A1 |
| Секционный способ постройки корпуса судна | 1981 |
|
SU1382737A1 |
| Корпус судна | 1989 |
|
SU1763284A1 |
| Способ постройки корпуса танкера | 1979 |
|
SU816863A1 |
| СУДОВОЙ КОРПУС | 1992 |
|
RU2068366C1 |
| Речное пассажирское судно | 1982 |
|
SU1084170A1 |
1. Способ постройки судна, заключающийся в том, что изготавливают отдельные части корпуса судна, насыщают их механизмами и оборудованием, после чего указанные части судна стыкуют между собой и производят ихсборку, отличающийся тем, что, с целью уменьшения трудоемкости и повышения надежности изготовления судна, корпус формируют по крайней мере из двух асимметричных частей, одну из которых изготавливают с включением днищевого перекрытия частей переборок и перекрытия борта с палубным стрингером, в другую - с включением бортового перекрытия частей переборок и палубы, после чего указанные части судна стыкуют одна с другой перемещением перпендикулярно диаметральной плоскости или опусканием сверху части с бортовым и палубным перекрытиями на часть с днищевым и бортовым перекрытиями, а их монтажные соединения выполняют в плоскости батокса по кромке палубного стрингера и в плоскости ватерлинии выще скулового скругления. (Л о о о ел СО фиг. 1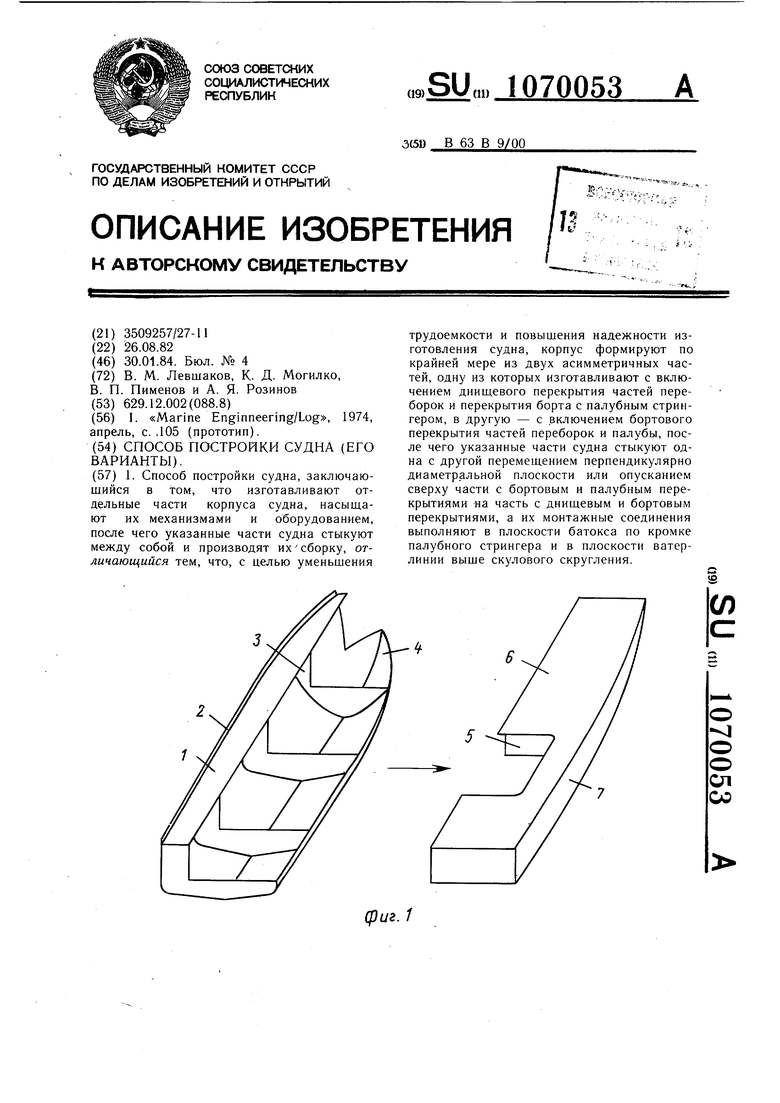
1
Изобретение относится к судостроению, а именно к технологии постройки судов и может быть использовано на судостроительных предприятиях, осуществляющих единичную или серийную постройку судов.
Известен способ постройки судна, заключающийся в том, что изготавливают отдельные части корпуса судна, насыщают механизмами и оборудованием, после чего указанные части судна стыкуют между собой и производят их сборку 1.
Недостатком указанного способа является относительно высокая трудоемкость изготовления судна, вызванная в частности сложностью ориентации и удержания в пространстве разделенных вдоль судна частей корпуса.
Цель изобретения - уменьщение трудоемкости и повыщение надежности изготовления судна.
Указанная цель достигается тем, что согласно способу постройки судна, заключающемся в том, что изготавливают отдельные части корпуса судна, насыщаются их механизмами и оборудованием, после чего указанные части судна стыкуют между собой и производят их сборку, корпус судна формируют по крайней мере из двух асимметричных частей, одну из которых изготавливают с включением днищевого перекрытия частей переборок и перекрытия борта с палубным стрингером, а другую - с включением бортового перекрытия, частей переборок и палубы, указанные части судна стыкуют одна с другой перемещением перпендикулярно диаметральной плоскости или опусканием сверху части с бортовым и палубным перекрытиями на часть с днищевым и бортовым перекрытиями, а их монтажные соединения выполняют в плоскости батокса
по кромке палубного стрингера и в плоскости ватерлинии выще скулового скругления. Во втором варианте указанная цель достигается тем, что согласно способу постройки судна, заключающемся в том, что изготавливают отдельные части корпуса судна, насыщают их механизмами и оборудованием после чего указанные части судна стыкуют между собой и производят их сборку, корпус судна формируют из части с мащинным отделением и с одной частью днищевого перекрытия и по крайней мере двух асимметричных частей, одна из которых включает бортовое перекрытие и части переборок и
палубы, а другая включает часть днищевого перекрытия, переборок и перекрытия борта с палубным стрингером, при этом стыкуют части судна между собой путем сближения части корпуса судна, включающего машинное отделение, с асимметричной частью кор0 пуса с палубным стрингером, либо опусканием на включающую мащинное отделение часть корпуса судна предварительно соединенных между собой асимметричных частей, монтажные соединения которых друг
5 с другом выполняют в плоскости батокса по кромке палубного стрингера и в плоскости ватерлинии выще скулового скругления днищевого перекрытия, а с частью корпуса, включающего мащинное отделение, - в плоскости щпангоутов и указанной ватер0 линии.
При строительстве судов любым из рассмотренных вариантов, в зависимости от конструктивных особенностей судна, возможна выделение в отдельные части объемной секции носовой и кормовой оконечностей.
На фиг. 1 показаны предварительно изготавливаемые и насыщаемые асимметричные части судна и процесс формирования из
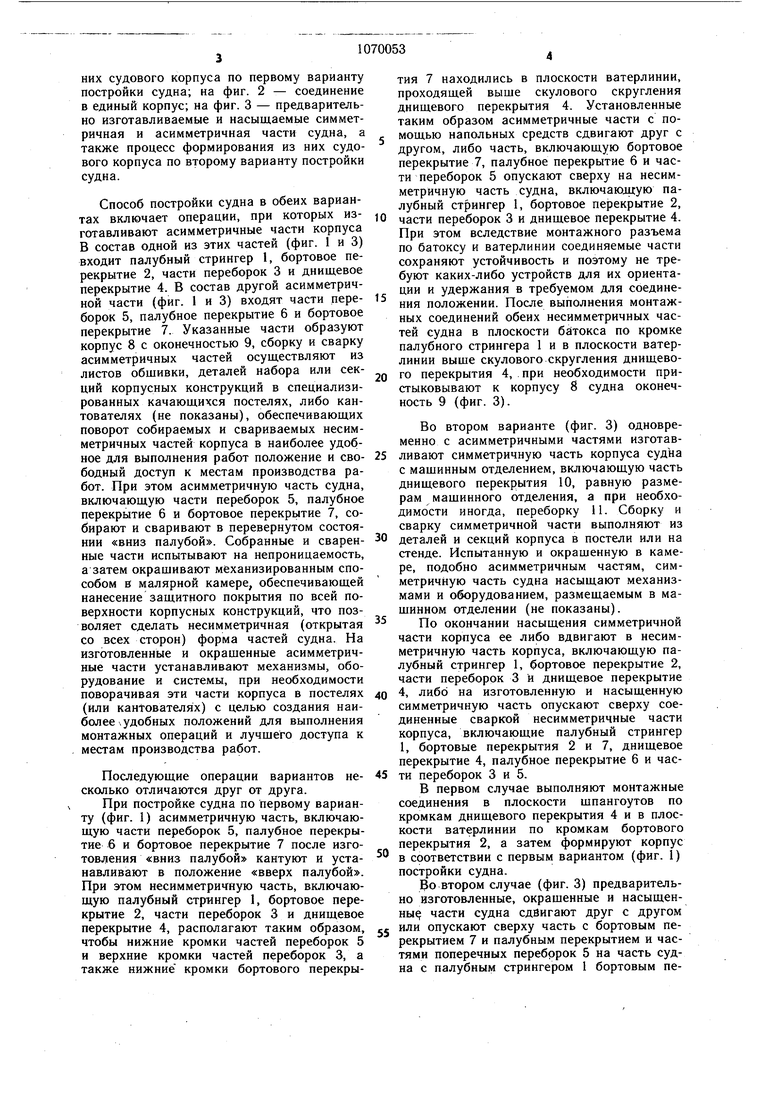
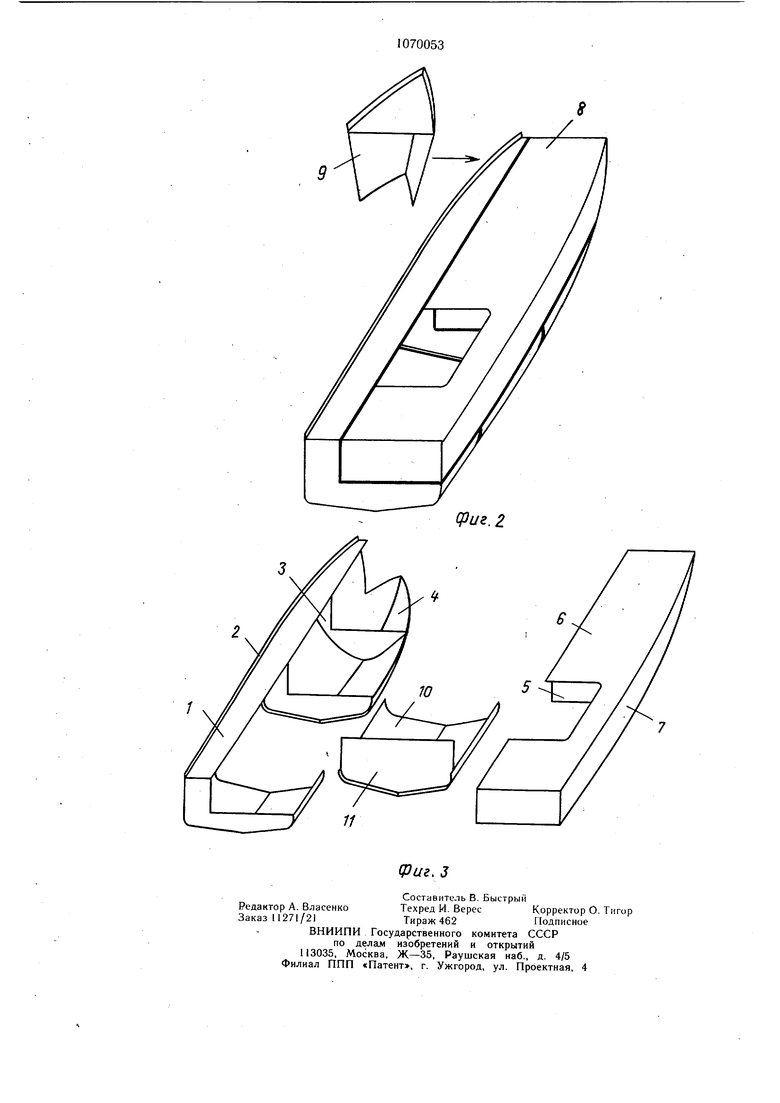
них судового корпуса по первому варианту постройки судна; на фнг. 2 - соединение в единый корпус; на фиг. 3 - предварительно изготавливаемые и насыщаемые симметричная и асимметричная части судна, а также процесс формирования из них судового корпуса по второму варианту постройки судна.
Способ постройки судна в обеих вариантах включает операции, при которых изготавливают асимметричные части корпуса В состав одной из этих частей (фиг. 1 и 3) входит палубный стрингер 1, бортовое перекрытие 2, части переборок 3 и днищевое перекрытие 4. В состав другой асимметричной части (фиг. 1 и 3) входят части переборок 5, палубное перекрытие 6 и бортовое перекрытие 7. Указанные части образуют корпус 8 с оконечностью 9, сборку и сварку асимметричных частей осуществляют из листов общивки, деталей набора или секций корпусных конструкций в специализированных качающихся постелях, либо кантователях (не показаны), обеспечивающих поворот собираемых и свариваемых несимметричных частей корпуса в наиболее удобное для выполнения работ положение и свободный доступ к местам производства работ. При этом асимметричную часть судна, включающую части переборок 5, палубное перекрытие 6 и бортовое перекрытие 7, собирают и сваривают в перевернутом состоянии «вниз палубой. Собранные и сваренные части испытывают на непроницаемость, а затем окрашивают механизированным способом в малярной камере, обеспечивающей нанесение защитного покрытия по всей поверхности корпусных конструкций, что позволяет сделать несимметричная (открытая со всех сторон) форма частей судна. На изготовленные и окрашенные асимметричные части устанавливают механизмы, оборудование и системы, при необходимости поворачивая эти части корпуса в постелях (или кантователях) с целью создания наиболее ч удобных положений для выполнения монтажных операций и лучщего доступа к местам производства работ.
Последующие операции вариантов несколько отличаются друг от друга.
При постройке судна по первому варианту (фиг. 1) асимметричную часть, включающую части переборок 5, палубное перекрытие 6 и бортовое перекрытие 7 после изготовления «вниз палубой кантуют и устанавливают в положение «вверх палубой. При этом несимметричную часть, включающую палубный стрингер 1, бортовое перекрытие 2, части переборок 3 и днищевое перекрытие 4, располагают таким образом, чтобы нижние кромки частей переборок 5 и верхние кромки частей переборок 3, а также нижние кромки бортового перекрытия 7 находились в плоскости ватерлинии, проходящей выше скулового скругления днищевого перекрытия 4. Установленные таким образом асимметричные части с помощью напольных средств сдвигают друг с другом, либо часть, включающую бортовое перекрытие 7, палубное перекрытие 6 и части переборок 5 опускают сверху на несимметричную часть судна, включающую палубный стрингер 1, бортовое перекрытие 2, части переборок 3 и днищевое перекрытие 4. При этом вследствие монтажного разъема по батоксу и ватерлинии соединяемые части сохраняют устойчивость и поэтому не требуют каких-либо устройств для их ориентации и удержания в требуемом для соединения положении. После выполнения монтажных соединений обеих несимметричных частей судна в плоскости батокса по кромке палубного стрингера 1 и в плоскости ватерлинии выще скулового скругления днищевого перекрытия 4,.при необходимости пристыковывают к корпусу 8 судна оконечность 9 (фиг. 3).
Во втором варианте (фиг. 3) одновременно с асимметричными частями изготавливают симметричную часть корпуса судна с мащинным отделением, включающую часть днищевого перекрытия 10, равную размерам мащинного отделения, а при необходимости иногда, переборку П. Сборку и сварку симметричной части выполняют из деталей и секций корпуса в постели или на стенде. Испытанную и окрашенную в камере, подобно асимметричным частям, симметричную часть судна насыщают механизмами и оборудованием, размещаемым в мащинном отделении (не показаны).
По окончании насыщения симметричной части корпуса ее либо вдвигают в несимметричную часть корпуса, включающую палубный стрингер 1, бортовое перекрытие 2, части переборок 3 и днищевое перекрытие 4, либо на изготовленную и насыщенную симметричную часть опускают сверху соединенные сваркой несимметричные части корпуса, включающие палубный стрингер 1, бортовые перекрытия 2 и 7, днищевое перекрытие 4, палубное перекрытие 6 и части переборок 3 и 5.
В первом случае выполняют монтажные соединения в плоскости шпангоутов по кромкам днищевого перекрытия 4 и в плоскости ватерлинии по кромкам бортового перекрытия 2, а затем формируют корпус в соответствии с первым вариантом (фиг. 1) постройки судна.
Во втором случае (фиг. 3) предварительно изготовленные, окращенные и насыщенны части судна сдвигают друг с другом или опускают сверху часть с бортовым перекрытием 7 и палубным перекрытием и частями поперечных переборок 5 на часть судна с палубным стрингером 1 бортовым перекрытием 2, днищевым перекрытием 4 и частями переборок 3. Выполняют монтажные соединения между ними согласно первому варианту (фиг. 1) постройки судна. После этого соединенные в единый корпус 8 асимметричные части судна опускают сверху на изготовленную и насыщенную симметричную часть судна с машинным отделением, выполняют монтажные соединения в плоскости шпангоутов по кромкам чаетей днищевого перекрытия 4 и 10 в плос- tO кость ватерлинии по кромкам бортовых перекрытий 2 и 7. Изготовление асимметричных частей корпуса в отличие от симметричных (с монтажным разъемом по диаметральной плоскости судна) позволяет сохранить в соста- 15 ве каждой асимметричной части, практически полные по размерам перекрытия днища, бортов и палубы строящегося судна. В результате при изготовлении несимметрнчных частей корпуса удна каждое из вхо- Q дящих в их состав перекрытий может быть изготовлено в наиболее удобном для производства работ положении с широким применением средств механизации и обеспечением всестороннего доступа к месту выполнения работ, что существенным образом сни-25 жает трудоемкость постройки судна. В этих же условиях перекрытия практически по всей ширине и длине корпуса судна могут быть испытаны, окрашены механизированным способом и насыщены оборудованием, системами н т. п. в максимальном объеме30 без необходимости производства указанных работ в стесненных и неудобных местах внутри сформированного корпуса судна. Это сокращает трудоемкость и сроки постройки судна. Наряду с указанным, наличие монто 1/ ULIV noO. г ПП / ГЧ//Л| ПЛ QT/M/TQ П 1 тажных разъемов в плоскости батокса по кромке палубного стрингера в плоскости ватерлинии выше скулового скругления, позволяет предварительно изготовить части корпуса судна, обладающие устойчивыми опорными поверхностями. Это обеспечивает ус-40 тойчивую установку и упрощение ориентации одной из несимметричных частей относительно другой, что не требует применения сложной опорно-транспортной оснастки и существенным образом снижает трудоемкость установочно-сборочных работ, а вмес-45 , те с этим сроки формирования судна на построечном месте. Изготовление симметричной части корпуса судна, включающей машинное отделение и соответствующую его размерам часть днищевого перекрытия на судах с компоновкой всех механизмов, оборудования и систем в районе машинного отделения позволяет изготовить эту часть судна и выполнить в ней монтаж всего оборудования машинного отделения на более ранней стадии постройки судна с исключением необходимости выполнения работ в труднодоступных и стесненных местах внутри сформированного корпуса судна. Это сокращает трудоемкость и продолжительность работ постройке судна, Предварительное изготовление, окраска и насыщение симметричной части судна и ее вдвигание в одну из несимметричных частей с последующим сдвиганием или установкой одной на другую обеих несимметри- ных частей (согласно указанному в I варианте) обеспечивает формирование судна в более короткие сроки и с меньшими затратами труда. При соединении предварительно изготовленных и насыщенных несимметричных частей корпуса судна по плоскости батокса и ватерлинии, но при отдельном изготовлении и насыщении симметричной части судна с машинным отделением, в районе этого отделения на корпусе судна образуется прямостенный вырез с кромками бортовых перекрытий, лежащими в плоскости ватерлинии выше скулового скругления и кромками днищевого перекрытия, расположенными в плоскости шпангоутов. Наличие такого выреза, расположенного выше скулового скругления, жесткость и симметричность сфорг, f , , , , -, ,, f. f,, , ,,,, .......«.., ,„Л,, мированного (указанным в I варианте способом) судового корпуса облегчает установку, сборку и сварку с ним предварительно изготовленной и насыщенной симметричной части судна, включающей машинное отделение. За счет этого, а также указанных выше преимушеств, предлагаемый способ сокращает трудоемкость и продолжительность постройки судна.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| «Marine Enginneering/Log, 1974, апрель, с | |||
| ,105 (прототип). | |||
