Изобретение относится к производству изделий из кварцевого стекла, в частности к оборудованию для производства труб из кварцевых и высококремнеземистых стекол.
По основному авт.св. № 914515 известен тигель для выработки труб из кварцевого стекла,включающий корпус, калибр, съемный чехол, а также дюзу, формующий пуансон и труб-ю
чатый элемент, выполненные с концентрическими канавками на рабочей стороне, сообщающимися с закрытой снизу осевой полостью в трубчатом элементе С 3В таком тигле существенно снижена интенсивность взаимодействия расплава стекла с графитовыми формующими элементами благодаря нагнетанию к поверхности их раздела . инертного газа и образованию соответствующей газовой прослойки, предохраняющей графит от окисления расплавом стекла. Более значительньй защитньй эффект может быть достигнут при наличии у рабочей поверхности формующих элементов некоторого небольшого разрежения. Последнее достигается в результате естественной конвекции, возникающей в электрической печи, где осуществляется разогрев плавильного тигля с помещенным в него блоком стекла. Вследствие наличия разрежения на границе раздела стекломассы с формующими элементами, соединенно системой каналов с жаровым пространством печи, имеет место подсос воздуха через выработочное отверстие к поверхности дюзы и формующего Пуансона, некоторое выгорание их поверхностных слоев с образованием Преимущественно моноокиси углерода и удаление газообразных продуктов в жаровое пространство печи через указанную систему каналов. В данном случае у поверхности формующих элементов в результате подсоса воздуха создается инертная атмосфера моноокиси углерода, равновесие реакций которой со всеми т.вердыми, жидкими и газообразными веществами, присутствующими здесь, сдвинуто в сторону образования исходных продуктов.
Недостаток известного тигля при применении его для осуществления процесса вытягивания кварцевых труб с подсосом воздуха к границе раздела графитовых формующих
элементов с расплавленным стеклом заключается в том, что он обеспечивает достаточное разрежение на указанной границе раздела лишь при наличии градиента температур по высоте тигля в осевой полости трубчатого элемента не менее 250-300 0. Обычная технология перетягивания в трубы блоков кварцевого стекла не
разницы температур между верхней и нижней частями разогреваемого в электрической печи плавильного тигля. Вследствие этого эффективность использования известного тигля для изготовления высококачественных кварцевых труб оказывается недостаточной.
Целью изобретения является улучшение качества труб путем обеспечения регулируемого подсоса воздуха к границе раздела формующих элементов с расплавленным стеклом.
Поставленная цель достигается тем, что в тигле для выработки труб из кварцевого стекла верхний конец трубчатого элемента расположен выше корпуса на 0,4-1,5 диамра последнего.
На чертеже изображен тигель, продольньй разрез.
Тигель содержит корпус 1, дюзу 2, формующий пуансон 3, трубчатый элемент 4 с осевой полостью 5, калибр 6, сьемный чехол 7 и продленную часть 8 трубчатого элемента. Концентрические канавки в дюзе 2. формующем пуансоне 3 и трубчатом элементе соединены с осевой полостью 5 и с жаровым пространством печи выше тигля посредством каналов 9, 10 и 11 соответственно. Каналы 12 в корпусе закрываются пробками 13.
Продленная выще корпуса часть трубчатого элемента-работает в данном случае как дымовая труба, увеличивающая обусловленную градиентом температур разницу между плотностью газов в полости трубчат элемента и окружающем пространстве Указанные пределы продления трубчатого элемента вьщ1е корпуса обеспечивают необходимое разрежение у поверхности раздела формующих элементов с расплавом и достаточно интенсивный подсос воздуха через кольцевые щели между вьп-ягиваемым расплавом и поверхностями дюзы и предусматривает такой значительной
3
формующего пуансона в зоне выработочного отверстия.
Высота продленной части трубчатого элемента меньше 0,4 диаметр корпуса может не обеспечить необходимого разрежения. Увеличение этой части трубчатого элемента больше 1,5 диаметра корпуса может привести к закупориванию ее конденсатом паров моноокиси кремния, удаляемых из зоны взаимодействия расплава стекла с графитом на поверхности формующих элементов, и повышению интенсивности подсоса воздуха(более оптимальной )во избежание чрезмерного выгорания графита .
Подсасываемый к поверхности раздела графитовых формующих элементов с расплавленным стеклом
05480д
воздух образует между ними барьерную газовую прослойку, пополняющую ся вследствие окисления графита газообразной моноокисью углерода, 5 что сводит к минимуму взаимодействие формующих элементов с расплавом. Достаточно интенсивный ,отсос газообразных продуктов из зоны реакции, обеспечиваемый прод10 ленной частью трубчатого элемента. делает возможным циркуляцию газов и защиту графита от окисления расплавленным стеклом в течение всего процесса вьп-ягивания.
Как показали опытные плавки, применение предлагаемого тигля позволяет повысить выход годных труб по действующим техническим условиям не менее чем на 10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066944A1 |
| Тигель для выработки труб и стержней из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1031921A1 |
| Тигель для получения труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066943A1 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| Тигель для получения труб и стержней из высококремнеземистых и кварцевых стекол | 1982 |
|
SU1020382A1 |
| Тигель для выработки труб из кварцевых и высококремнеземистых стекол | 1986 |
|
SU1366485A1 |
| Устройство для получения труб изКВАРцЕВОгО СТЕКлА | 1979 |
|
SU837943A1 |
| Способ вытягивания труб из расплава стекла | 1981 |
|
SU975595A1 |
| Тигель для получения калиброванных кварцевых труб | 1981 |
|
SU962220A2 |
| Устройство для изготовления кварцевых труб | 1979 |
|
SU881018A1 |
ТИГЕЛЬ ДЛЯ ВЫРАБОТКИ ТРУБ ИЗ КВАРЦЕВОГО рТЕКЛА по авт.св. № 914515, отличающийся тем, что, с целью улучшения качества труб путем обеспечения регулируемого подсоса воздуха к границе раздела формующих элементов с расплавленным стеклом, верхний конец трубчатого элемента расположен вьщ1е корпуса на 0,4-1,5 диаметра последнего. (О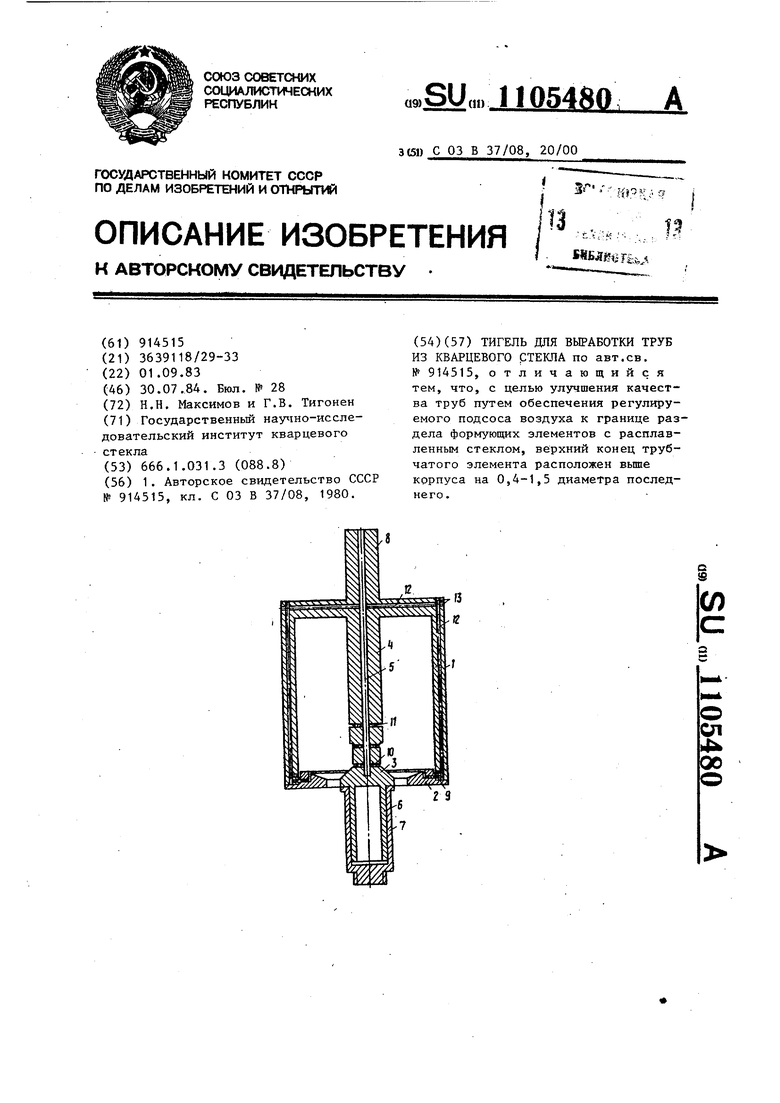
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 914515, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
