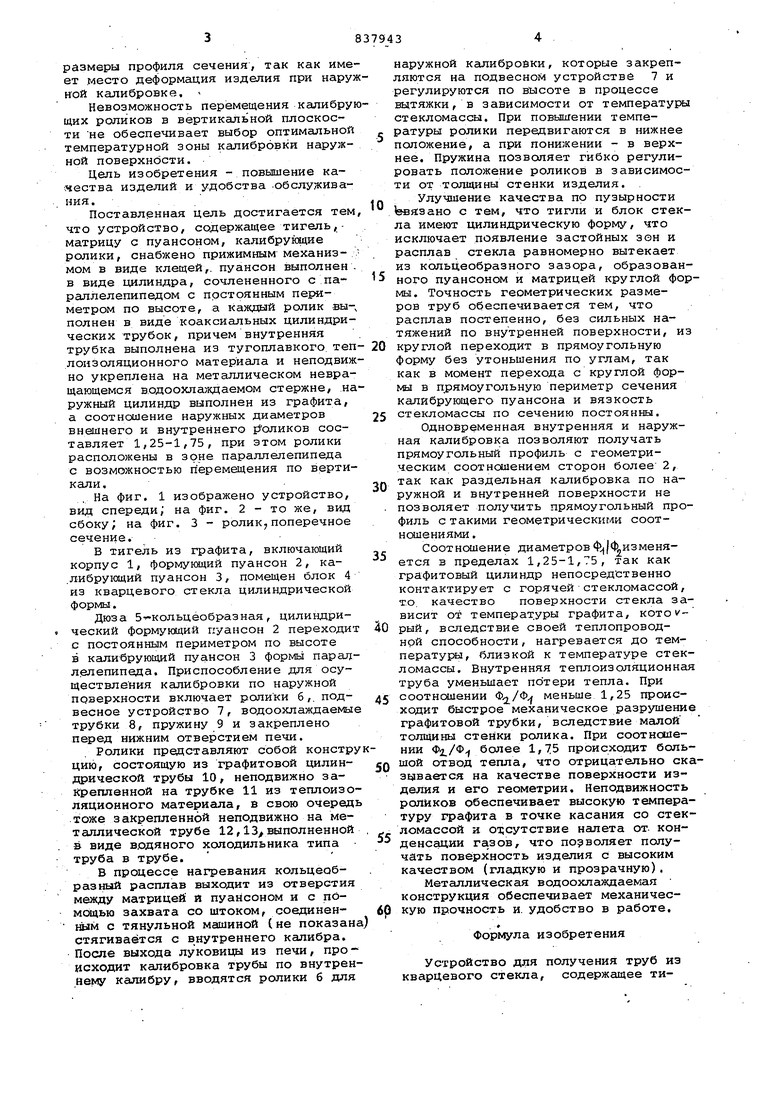
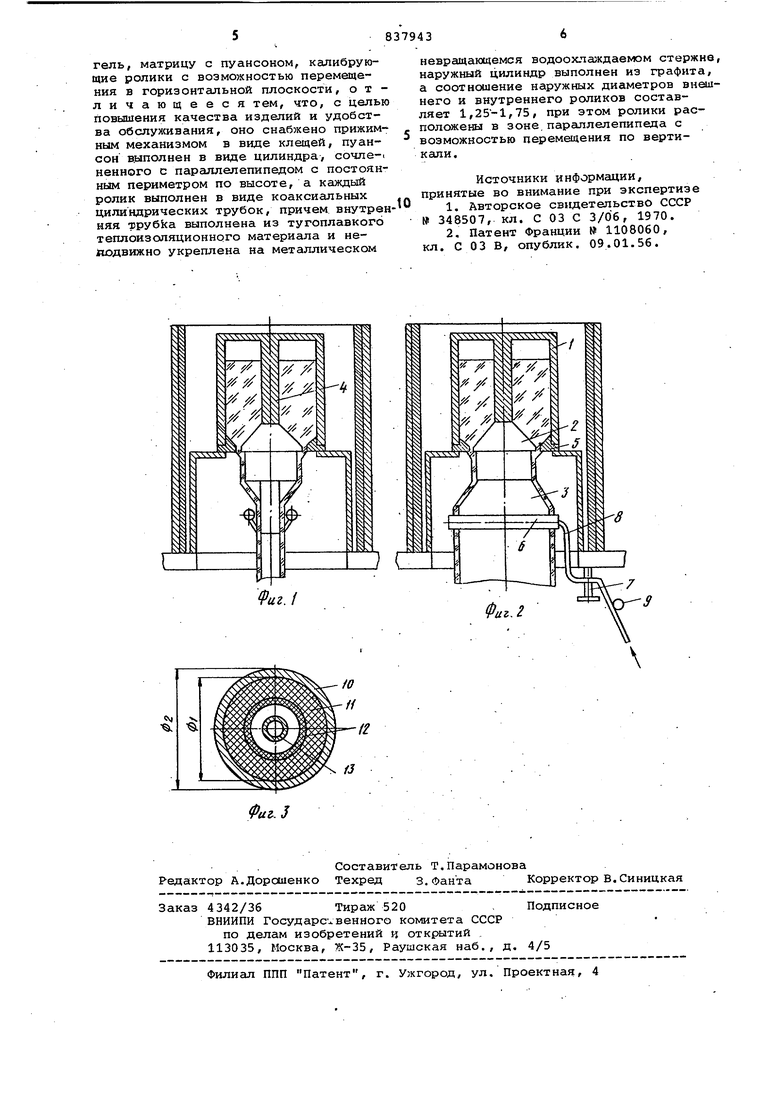
Изобретение относится к получению изделий из кварцевого стекла различного профиля, в том числе прямоуголь ного, используе1«ах в полупроводников технике, микроэлектронике, оптике. Известно устройство для получения труб из .кварцевого стекла профил ного сечения методом плавления блока в графитовом цилиндрическом тигле и формования трубы из расплава через о верстие, образованное пуансоном и матрицей, причем формующие поверхнос ти пуансона выполнены вогнутыми, а дюзы - выпуклыми l. Однако формование изделий заданного профиля без применения калибрующего пуансона из .цилиндрического тигля с донным отверстием приводит к разнотолщинности стенки труб изменению геометрических размеров профиля и, как следствие,снижению процента годных труб. Наиболее близким по технической сущности и достигаемому результату является устройство, в которо.. блок из кварцевого стекла, помадают в графитовый цилиндрический тигель индукционной печи, плавят и формуют из делия различного профиля - Графитовый тигель содержит матрицу с формую щим и калйбр ющим пуансонами и калибрующие ролики с возможностью перемещения в горизонтальной плоскости. Расплав из отверстия в дне тигля, образованного матрицей и формующим пуансоном, постУпаГет на формующий пуансон и далее в зону калибрующих роликов. Формование трубы с заданным геометрическим профилем осуществляется за счет профильного отверстия, профильного калибрующего пуансона (внутренняя поверхность), формутих роликов (наружная поверхность) 2. Недостатком данного устройства является несоответствие формы тигля и отверстий для выработки стекломасол. Так при цилиндрическом тигле и отверстии прямоугольной формы расплав по сечению имеет различную вязкость, образуются застойные зоны, различный дебит стекломассы в отверстие и, как следствие, понижается качество получаемого изделия. Уменьшение периметра сечения калибрующего пуансона в сравне1ШИ с формующим приводит к неточной калибровке по внутренней поверхности. Постадийная калибровка внутренней и наружной позерхности не позволяет получать точные геометрические размеры профиля сечения, так как име ет место деформация изделия при нару ной калибровке. Невозможность перемещения калибру щих роликов в вертикальной плоскости не обеспечивает выбор оптимальной температурной зоны калибровки наружной поверхности. Цель изобретения - повышение камества изделий и удобства -обслужива. НИН.. Поставленная цель достигается тем что устройство, содержащее тигель, матрицу с пуансоном, калибруквдие ролики, снабжено прижимным механизмом в виде клещей,, пуансон выполнен в виде цилиндра, сочлененного с параллелепипедом с постоянным периметром по высоте, а каждый ролик выполнен в виде коаксиальных цилиндрических трубок, причем внутренняя трубка выполнена из тугоплавкого теп лоизоляционного материала и неподвиж но укреплена на металлическом невращающемся водоохлаждаемом стержне, на ружный цилиндр выполнен из графита, а соотношение наружных диаметров внешнего и внутреннего оликов составляет 1,25-1,75, при этом ролики расположены в зоне параллелепипеда с возможностью перемещения по вертикали. На фиг. 1 изображено устройство, вид спереди, на фиг. 2 - то же, вид сбоку; на фиг. 3 - ролик,поперечное сечение. В тигель из графита, включающий корпус 1, формуквдий пуансон 2, ка.либрующий пуансон 3, помещен блок 4 из кварцевого стекла цилиндрической формы. Дюза 5- кольцеобразная, цилиндри. ческий формующий пуансон 2 переходит с постоянным периметром по высоте в калибрующий пуансон 3 формы параллелепипеда. Приспособление для осуществления калибровки по наружной поверхности включает ролики 6,. подвесное устройство 7, водоохлаждаемы трубки 8, пружину 9 и закреплено перед нижним отверстием печи. Ролики представляют собой констру цию, состоящую из графитовой цилиндрической трубы 10, неподвижно закрепленной на трубке 11 из теплоизо ляционного материала, в свою очеред тоже закрепленной неподвижно на металлической трубе 12,13 выполненной . в виде водяного холодильника типа труба в трубе. В процессе нагревания кольцеобразный расплав выходит из отверстия между матрицей и пуансоном и с помощью захвата со штоком, соединен шм с тянульной машиной (не показан стягивается с внутреннего калибра. После выхода луковицы из печи, про исходит калибровка трубы по внутрен нему калибру, вводятся ролики б для наружной калибровки, которые закрепляются на подвесном устройстве 7 и регулируются по высоте в процессе вытяжки, в зависимости от температуры стекломассы. При повышении температуры ролики передвигаются в нижнее положение, а при понижении - в верхнее. Пружина позволяет гибко регулировать положение роликов в зависимости от толщины стенки изделия. Улучшение качества по пузырности Ьвязано с тем, что тигли и блок стекла имеют цилиндрическую форму, что исключает появление застойных зон и расплав стекла равномерно вытекает из кольцеобразного зазора, образованного пуансоном и матрицей круглой формы. Точность геометрических размеров труб обеспечивается тем, что расплав постепенно, без сильных натяжений по внутренней поверхности, из круглой переходит в прямоугольную форму без утоньшения по углам, так как в момент перехода с круглой формы в прямоугольную периметр сечения калибрующего пуансона и вязкость стекломассы по сечению постоянны. Одновременная внутренняя и наружная калибровка позволяют получать прямоугольный профиль с геометрическим соотношением сторон более 2, так как раздельная калибровка по наружной и внутренней поверхности не позволяет получить прямоугольный профиль с такими геометрическими соотнесениями. Соотношение диаметровФ |1 изменяется в пределах 1,25-1,75, так как графитовый цилиндр непосредственно контактирует с горячей стекломассой, то. качество поверхности стекла зависит от температуры графита, кото рый, вследствие своей теплопроводной способности, нагревается до температуры, близкой к температуре стекломассы. Внутренняя теплоизоляционная труба уменьшает потери тепла. При соотношении меньше 1,25 происходит быстрое механическое разрушение графитовой трубки, вследствие малой толщины стенки ролика. При соотношении более 1,75 происходит большой отвод тепла, что отрицательно сказывается на качестве поверхности изделия и его геометрии. Неподвижность роликов обеспечивает высокую температуру графита в точке касания со стекломассой и от;сутствие налета от. конденсации газов, что позволяет получать поверхность изделия с высоким качеством (гладкую и прозрачную). Металлическая водоохлаждаемая конструкция обеспечивает механическую прочность и. удобство в работе. Формула изобретения Устройство для получения труб из кварцевого стекла, содержащее тигель, матрицу с пуансоном, калибрующие ролики с возможностью перемещения в горизонтальной плоскости, отличающееся тем, что, с целью повышения качества изделий и удобства обслухсивания, оно снабжено прижимным механизмом в виде клещей, пуансон выполнен в виде цилиндра, сочле-. ненного с параллелепипедом с постоянным периметром по высоте, а каждый ролик выполнен в виде коаксиальных цилиндрических трубок, причем внутрен няя i)py6ka выполнена из тугоплавкого теплоизоляционного материала и неЛодвижно укреплена на металлическом
невращающемся водоохлаждаемом стержне наружный цилиндр выполнен из графита, а соотношение наружных диаметров внешнего и внутреннего роликов составляет 1,25-1,75, при этом ролики расположены в зоне,параллелепипеда с возможностью перемещения по вертикали.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 348507, кл. С 03 С З/Об, 1970.
2,Патент Франции № 1108060, кл. С 03 В, опублик. 09.01.56.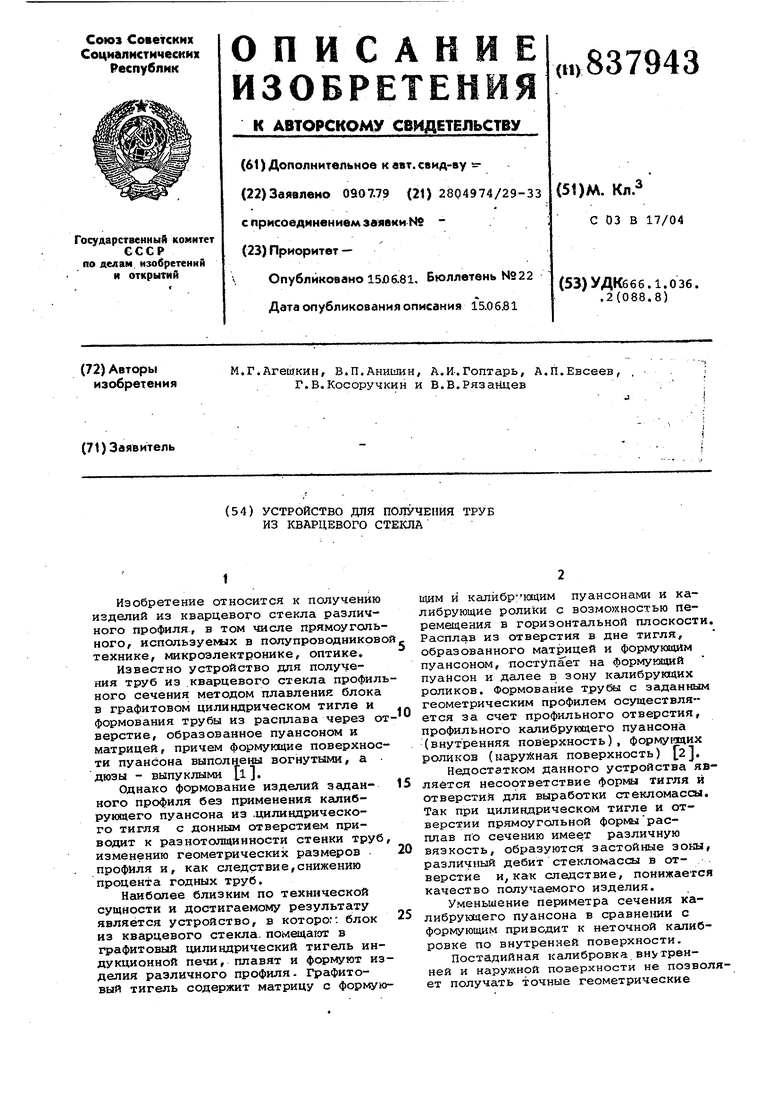
| название | год | авторы | номер документа |
|---|---|---|---|
| Тигель для выработки труб и стержней из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1031921A1 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| Устройство для вытягивания изделий прямоугольного профиля | 1978 |
|
SU715511A1 |
| Тигель для вытягивания фасонныхТРуб из КВАРцЕВОгО СТЕКлА | 1977 |
|
SU821414A1 |
| Тигель для получения калиброванных кварцевых труб | 1981 |
|
SU962220A2 |
| Тигель для получения труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066943A1 |
| Устройство для изготовления кварцевых труб | 1980 |
|
SU945095A1 |
| Устройство для изготовления кварцевых труб | 1979 |
|
SU881018A1 |
| Тигель для получения калиброванныхКВАРцЕВыХ ТРуб | 1979 |
|
SU852801A1 |
| Тигель для выработки труб из кварцевого стекла | 1983 |
|
SU1105480A2 |
