.(5t) ТИГЕЛЬ ДЛЯ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ КВАРЦЕВЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Тигель для получения калиброванныхКВАРцЕВыХ ТРуб | 1979 |
|
SU852801A1 |
| Тигель для выработки труб из кварцевого стекла | 1983 |
|
SU1105480A2 |
| Тигель для выработки труб и стержней из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1031921A1 |
| Тигель для получения труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066943A1 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| Тигель для получения труб и стержней из высококремнеземистых и кварцевых стекол | 1982 |
|
SU1020382A1 |
| Способ вытягивания труб из расплава стекла | 1981 |
|
SU975595A1 |
| Устройство для перетягивания блоков стекла при получении изделия с несколькими продольными отверстиями | 1981 |
|
SU979282A1 |
| Устройство для получения труб изКВАРцЕВОгО СТЕКлА | 1979 |
|
SU837943A1 |
| Тигель для выработки труб из кварцевого стекла | 1981 |
|
SU1000426A1 |
1
Изобретение относится к промышленности строительных материалов, . в частности к оборудованию заводов по производству кварцевого стекла, и может быть использовано при полу.чении кварцевых труб, широко применяемых в полупроводниковой, светотехнической, электронной и химической областях промышленности.
По основному авт. св. № 852801 известен тигель для получения калиброванных кварцевых труб, включающий корпус 8 виде установленного дном вверк-стакана, формующий и калибрующий пуансон с осевыми и радиальными каналами, выполненный так, что отношение угла наклона дюзы к углу наклона формующего пуансона находится в пределах 2 5
Недостатками данного тигеля являются высокая стоимость тигля при изготовлении, а также наличие капилляров в трубах.
Цель изобретения - повышение качества труб и снижение стоимости тигля за счет изготовления составных, частей его из графита с разной прочностью, плотностью, зернистостью и зольностью.
Поставленная цель достигается тем, что в тигле для получения калиброванных кварцевых труб корпус, форto мующий и калибрующий пуансон выполнены с возрастающим значением плотности, прочности на изгиб и сжатие и убывающим значением зернистости и зольности в направлении вытягивания 15 труб.
Изготовление тигля из составных графитовых частей с разной плотностью, прочностью, зернистостью и зольностью дает возможность в неответственных зонах при плавке (там, где не происходит взаимодействие кремнезема с графитом) использовать более зольный, крупнозернистыми и 1менее прочный дешевый графит. В то же
же время в ответственных зонах применение менее зольного и зернистого более плотного и прочного графита сводит до минимуме образование пузырей при контакте с кремнезёмом. В результате стоимость тигля в целом снижается и при этом обеспечивается качество труб в течение всего цикла вытяжки за счет уменьшения количества капилляров.
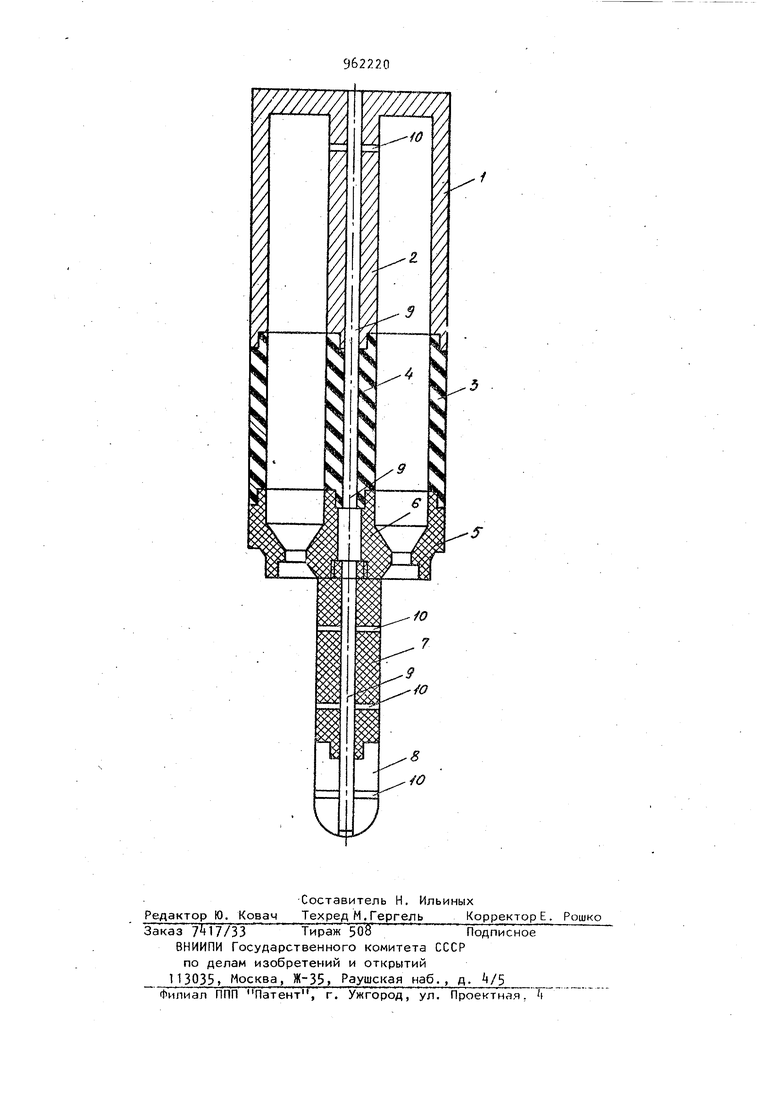
На чертеже изображен предлагаемый тигель, продольный разрез. Тигель состоит из разъемного корпуса 1, выполненного в виде стакана установленного вверх дном. Как единое, целое с корпусом выполнена верхняя часть формующего пуансона 2. К ним крепится средняя часть тигля 3 и средняя часть формующего пуансо- . на . В свою очередь к ним крепятсй дюза 5 и нижняя часть формующего пуансона 6. (. формующему пуансону крепится верхняя часть калибрующего пуансона 7, а в него .ввинчивается нижняя часть 8, Калибрующий и формующий пуансон имеют сквозные каналы 9 и радиальные отверстия 10.
Тигель используют следующим обра. зом.
После сборки верхней и средней частей в него вставляют кварцевый
Все составные
ГЭ1,580 -1-50 - части тигля
Все составные
МГ1-01,65120350
части тигля
ГЭ1,580150 Верхняя часть .,
ГМЗ-01,6100280 Средняя часть
Нижняя часть ,(дюза, формуюМП-О1,65120350 щий пуансон)
блок, крепят дюзу, нижнюю часть формующего пуансона и собранный предварительно калибрующий пуансон.
В таком виде тигель с блоком помещают в индукционную электрическую печь и нагревают а течение некоторого времени при lySOlSOO C.
Расплавленная стекломасса выходит через кольцевую щель, образуемую дюЗОЙ и формующим пуансоном, в виде, трубы и подается после охлаждения в вытяжную машину. Обжимая калибрующий пуансон, кварцевая труба калибруется по внутреннему диаметру.
Благодаря высокой прочности на изгиб и скатие, плотности и малой зернистости калибрующий пуансон на протяжении всего периода формования и вытяжки трубы находится строго по .осевой линии тигля, при этом.канавки и ncfJiocH на внутренней поверхности труб не образуются.
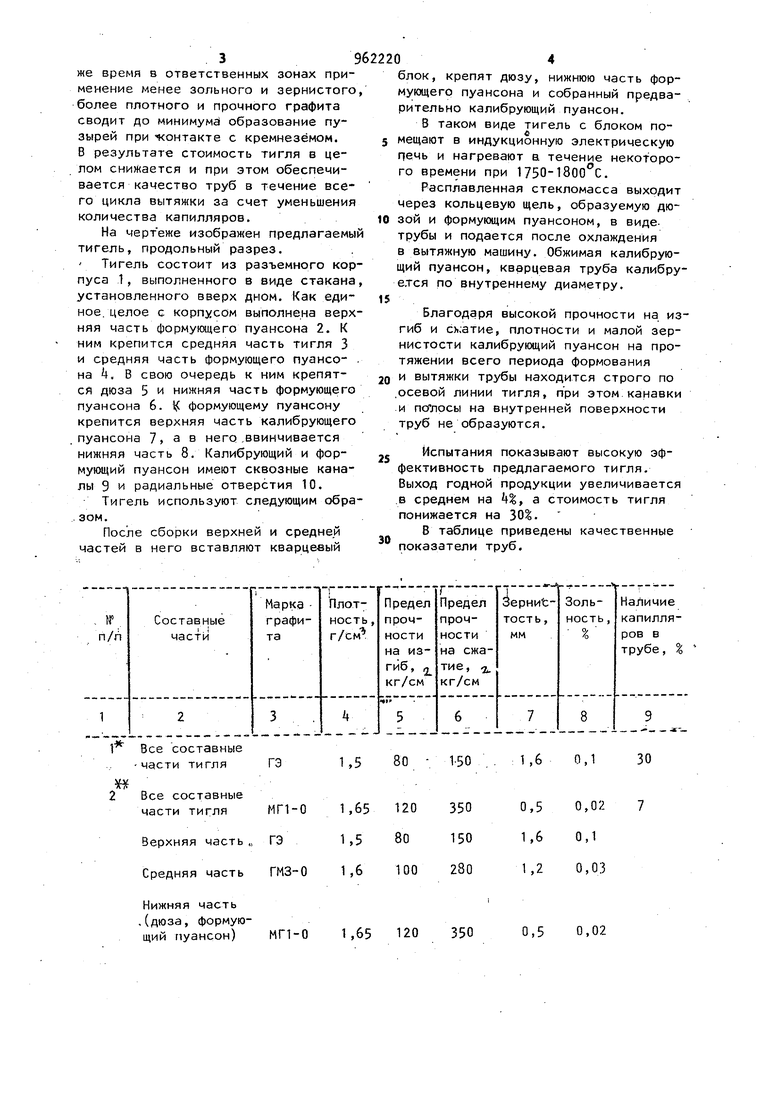
Испытания показывают высокую эффективность предлагаемого тигля. Выход годной продукции увеличивается .в среднем на , а стоимость тигля понижается на 30.
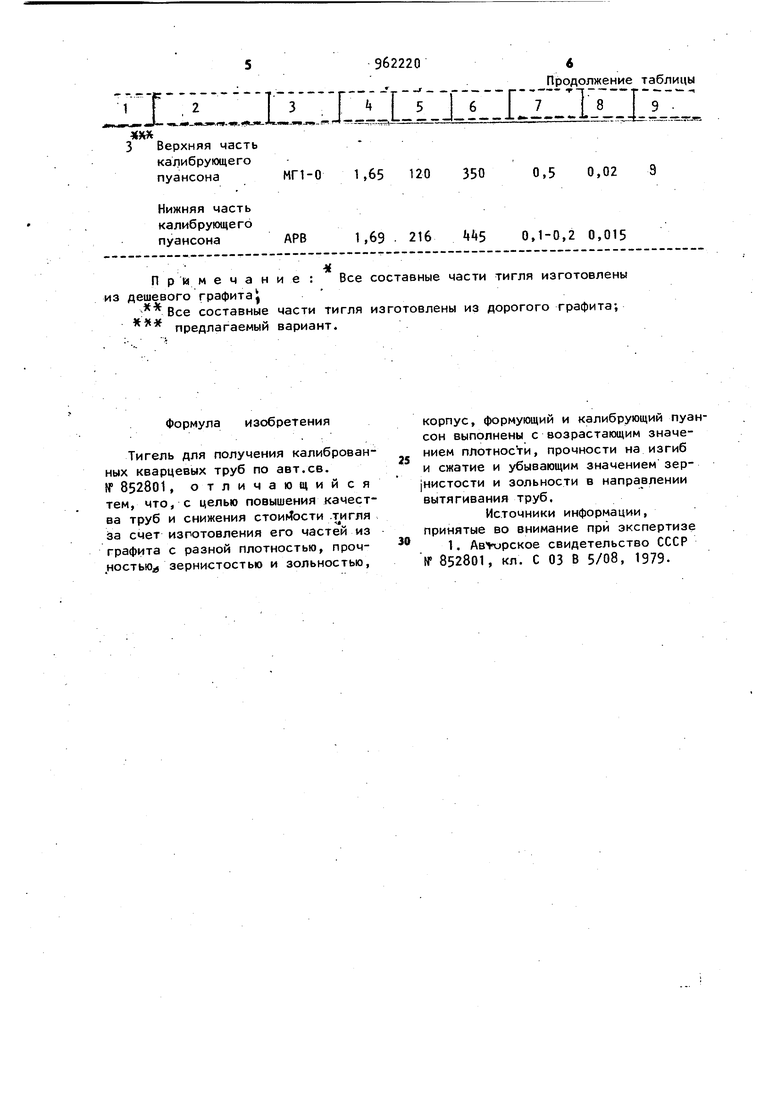
В таблице приведены качественные показатели труб.
0,130
0,02 7
0,1
0,03
0,02 3
Нижняя часть калибрующего пуансона АРВ Примечание : Все из дешевого графита ; Все составные части тигля предлагаемый вариант.
Формула изобретения
Тигель для получения калиброванных кварцевых труб по авт.св. № 852801, отличающийся тем, что, с целью повышения качества труб и снижения стоиМости . за счет изготовления его частей из графита с разной плотностью, прочностью зернистостью и зольностью.
1,69 216 kkS 0,1-0,2 0,015
корпус, формующий и калибрующий пуансон выполнены с возрастающим значением плотности, прочности на изгиб и сжатие и убывающим значением зер|нистости и зольности в направлении вытягивания труб.
Источники информации, принятые во внимание при экспертизе , Авторское свидетельство СССР
852801, кл. С 03 В 5/08, 1979. Lin ItZZItXillOXZLZiZl Верхняя часть калибрующего пуансона МП-0 1,65 120 350 Продолжение таблицы 0,5 0,02 9 составные части тигля изготовлены изготовлены из дорогого графита;
