Изобретение относится к технологии электронно-лучепой сварки.
Известен способ регулирования процесса электронно-лучевой сварки, при котором контролируют глубину прогшавления, измеряя ток, протекающий через свариваемую деталь, выделяют переменную составляющую этого тока и по ее амплитуде судят о глубине прогшавления.
Недостатком способа является необ ходимость определения зависимости амплитуды тока и глубины прогшавления для каждого материала. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ автоматического регулирования процесса электронно-лучевой сварlai, при котором осуществляют .сравнение опорного си.гнапа с сигналом, получаемым на коллекторе электронов при сквозном прогшавлении детгши, и по результирующему сигналу производят.регулироваки.е параметров электронного луча.
Недостатком способа является невысокая точность регулиропа гия .
Целью изобретения является повышение точности регулирования. Постав- ленная цель достигается благодаря то-С/му, что по способу автоматического регулирования Процесса электронно-лучесиой сварки, при котором осуществляют сравнение опорного сигнала с сигналом, получаемым на коллекторе электронов . при сквозном проплавлении детали,, и по результирующему сигналу производят зегулирование па- раметров электронного луча, сигналы,
ф получаемые на коллекторе, предварительно преобразуют в сигналы одного
со направления.
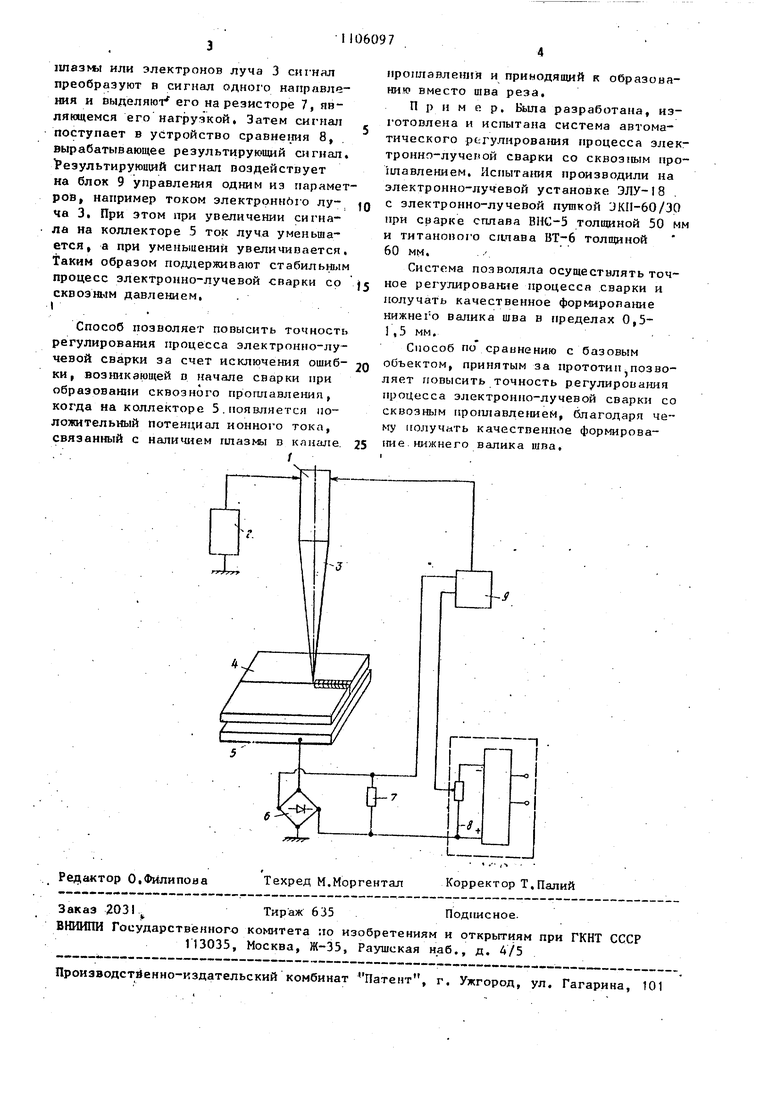
На чертеже изображена схема ществления способа.
Электронно-лучевой пушкой 1, которая питается от высоковольтного источника 2, создают луч 3 и направляют его на свариваемую деталь 4, под которой устанавливают коллектор 5,электронов при сквозном прогшавяении, соединенный с землей через выпрямитег ь 6. При этом снимаемый с коллектора 5 при попадании на него положительных ионов
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2532626C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ контроля отклонения стыка при электронно-лучевой сварке | 1984 |
|
SU1326414A1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ | 1991 |
|
RU2032509C1 |
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ФОКУСИРОВКИ СВАРОЧНОГО ЭЛЕКТРОННОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012463C1 |
| Устройство для автоматической фокусировки сварочного электронного луча | 1990 |
|
SU1773641A1 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СОВМЕЩЕНИЯ СВАРОЧНОГО ЛУЧА СО СТЫКОМ ПРИ СВАРКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1837470A1 |
СПОСОБ АВТОМАТИЧЕСКОГО PEITЛИРОВАЛИЯ ПР01ЛЕССА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ, при которим ocymccTifjiHiOT срав1- Г t fl..-a(unAH нение опорного сигнала с сигналом, получаемым на коллекторе электронов при сквозном прош1авле1ши детали, и по результирующему сигналу производят регулирование Пс.раметррв электронного луч а, о тлич ающийс я тем, ч то, с целью повышения точности peгyлиpoвa tия, сиг налы, получаемые на коллекторе, предварительно преобразуют в сигналы одного направления.
