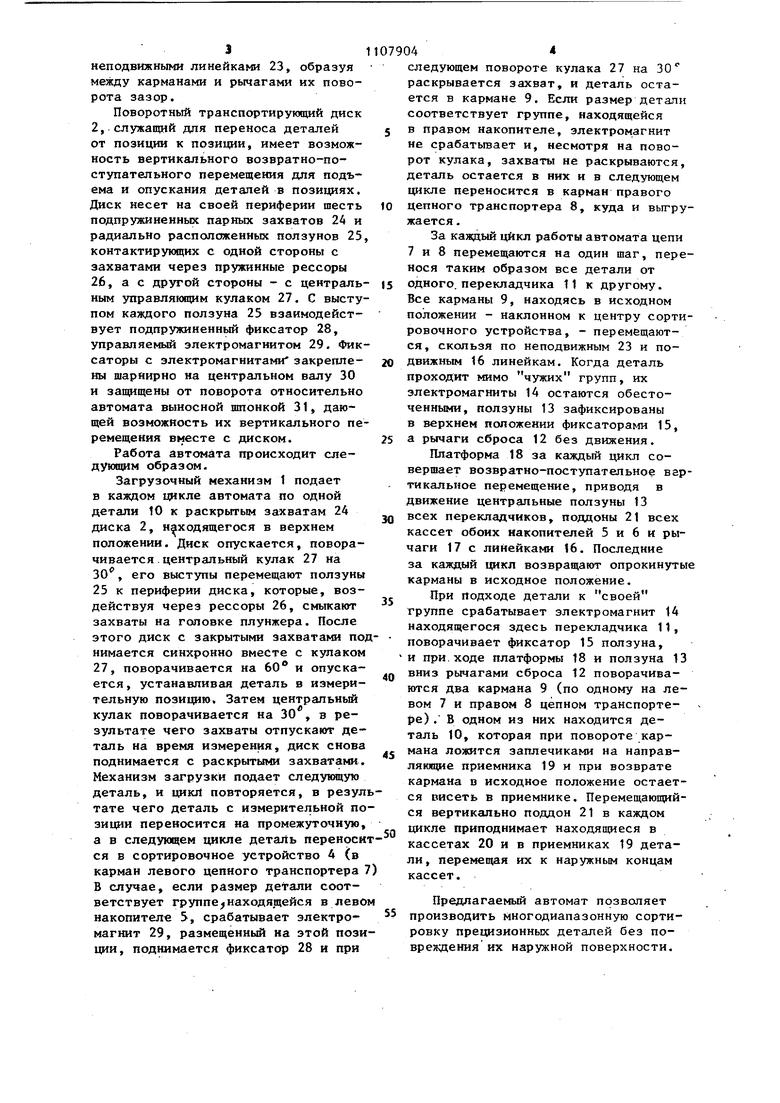
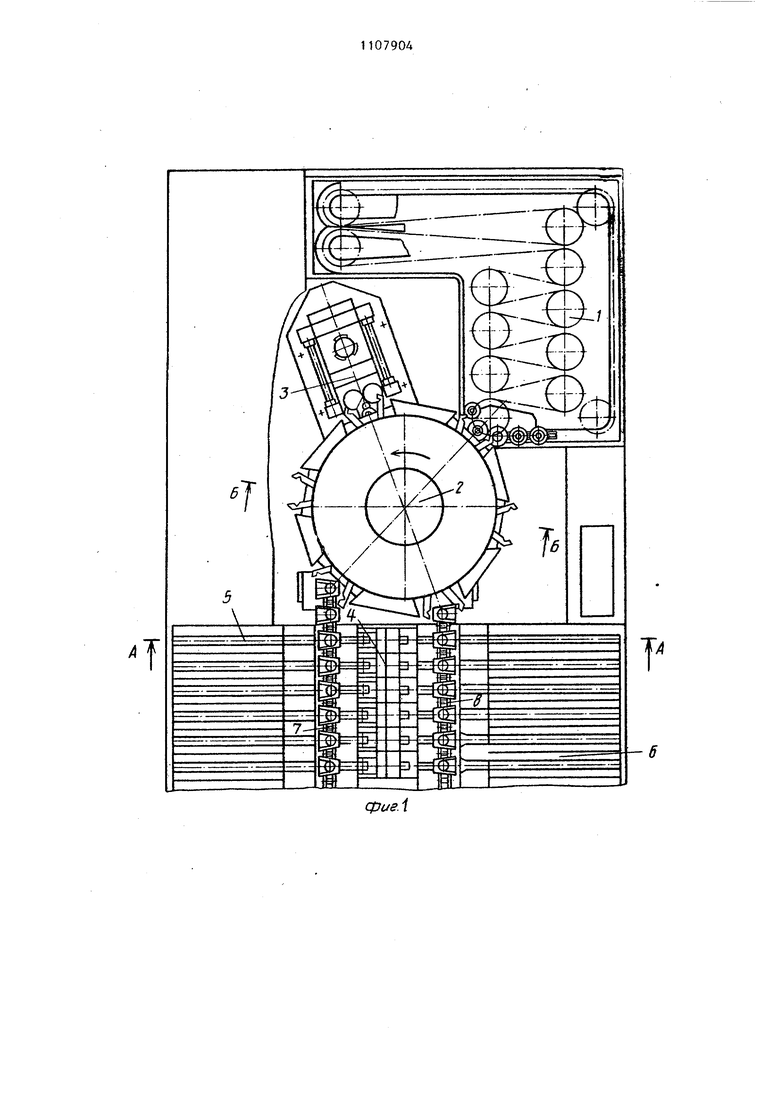
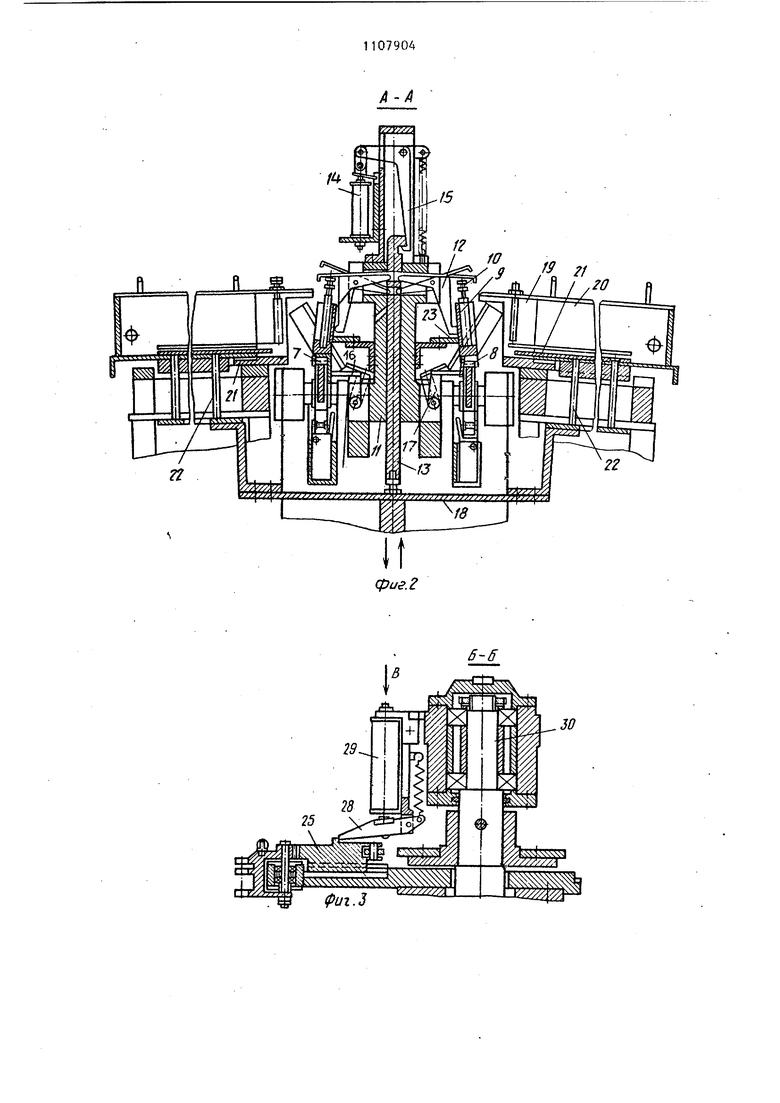
:о 1 Изобретение относится к контроль но-сортировочной технике в машиностроении и может быть использовано для сортировки деталей с высокими требованиями по точности и шерохова тости наружных поверхностей, например для деталей топливной аппаратур в автотракторной промьплленности. Известен автомат для многодиапазонной сортировки прецизионных дета лей, содержащий размещенные на станине загрузочный механизм, поворотный транспортирующий диск с подпружиненными управляющими захватами, измерительную станцию, сортировочное устройство с накопителями рассортированных деталей и привод с кулаками .11. Недостатком такого автомата явля ется то, что при транспортировке в пределах автомата и сортировочного устройства прецизионные детали трут ся о стенки механизмов и соударяются между собой, повреждая свою наружную поверхность. Целью изобретения является расши рение технологических возможностей. I Указанная цель достигается тем, что в автомате для многодиапазонной сортировки прецизионных деталей, со держащем размещенные на стани|1е загрузочный механизм, поворотный тран портирующий диск с подпружиненными управляющими захватами измерительну станцию, сортировочное устройство с накопителями рассортированньрс деталей и привод с кулачками, сортировочное устройство выполнено в виде двух параллельных цепных транспорте ров с шарнирно смонтированными на них карманами для деталей, установленного между транспортерами ряда перекладчиков, каждый из которых состоит из вертикально подвижного приводного ползуна, двух симметричн расположенных рычагов поворота карманов и сортировочного электромагни та с подпружиненным фиксатором ползуна, двух размещенных вдоль перекладчиков линеек возврата карманов и сменных кассет, установленных в накопителях рассортированных деталей, а поворотный транспортирующий диск установлен с возможностью возвратно-поступательного вертикального перемещения от привода, при этом каждый подпружиненный захват . имеет радиально расположенный ползун 042 контактирующий с приводным кулаком, электромагнит и .подпружиненный фиксатор, взаимодействующий с ползуном. На фиг. 1 изображен автомат, план; на фиг. 2 - разрез А-А на фиг. 1J на фиг. 3 - разрез Б-Б на фиг. 1I на фиг. 4 - вид В на фиг. 3, Автомат для многодиапазонной сортировки прецизионных деталей содержит установленные по верхней плите станины загрузочный механизм 1, поворотный транспортирующий диск 2, измерительную станцию 3, сортировочное устройство 4, левый 5 и правый 6 накопители рассортированных деталей. Сортировочное устройство состоит из двух параллельных цепных транспортеров 7 и 8. Каждый транспортер состоит из бесконечной цепи, на которой равномерно установлены поворотные на осях карманы 9 для переноса проконтролированных деталей 10. Карманы выполнены Полуоткрытыми, т.е. не имеют боковой стенки, обращенной к накопителю, для перекладки деталей в накопитель при повороте кармана. Между транспортерами 7 и 8 установлены в ряд перекладчики двустороннего действия 11. Каждый перекладчик снабжен двумя симметрично расположенными рычагами сброса 12, шарнирно связанными с ними центральным ползуном 13 со стопорным зубом в верхней части и электромагнитом 14 с подпружиненным фиксатором 15 ползуна. По обеим сторонам ряда перекладчиков имеются линейки 16 возврата карманов в исходное положение, закрепленные на симметрично расположенных рычагах 17, управляемых, как и ползуны 13, от вертикально подвижной платформы 18. Оба накопителя 5 и 6 рассортированных деталей состоят из сортировочных ячеек, расположенных симмет-i рично по обеим сторонам каждого пеекладчика. Начальная часть каткдой чейки вьтолнена в виде приемника 19, а остальная представляет собой ыдвижную кассету 20. Каждая кассеа имеет вертикально подвижный подон 21 с направлякнцими стержнями 2, опирающ гмися на платформу 18. исходном положении все карманы меют наклон к центру сортировочноо устройства, который определяется cтaнoвлeнны ш вдоль перекладчиков неподвижными линейками 23, образуя между карманами и рычагами их поворота зазор. Поворотный транспортирующий диск 2, служащий для переноса деталей от позиции к позиции, имеет возможность вертикального возвратно-поступательного перемещения для подъема и опускания деталей в позициях. Диск несет на своей периферии шесть подпружиненных парных захватов 24 и радиально расположенных ползунов 25 контактирующих с одной стороны с захватами через пружинные рессоры 26,а с другой стороны - с центральным управлякхцим кулаком 27. С выступом каждого ползуна 25 взаимодействует подпружиненный фиксатор 28, управляемый электромагнитом 29. Фик саторы с электромагнитами закреплены шарнирно на центральном валу 30 и защищены от поворота относительно автомата выносной шпонкой 31, дающей возможность их вертикального пе ремещения вместе с диском. Работа автомата происходит следующим образом. Загрузочный механизм 1 подает в каждом цикле автомата по одной детали 10 к раскрытым захватам 24 диска 2, находящегося в верхнем положении. Диск опускается, поворачивается .центральный кулак 27 на 30, его выступы перемещают ползуны 25 к периферии диска, которые, воздействуя через рессоры 26, смыкают захваты на головке плунжера. После этого диск с закрытыми захватами по нимается синхронно вместе с кулаком 27,поворачивается на 60 и опускается , устанавливая деталь в измерительную позицию. Затем центральный кулак поворачивается на 30 , в результате чего захваты отпускают деталь на время измерения, диск снова поднимается с раскрытыми захватами. Механизм загрузки подает следующую деталь, и цикл повторяется, в резул тате чего деталь с измерительной по ЗИЩ1И переносится на промежуточную, а в следующем цикле деталь переноси ся в сортировочное устройство 4 (в карман левого цепного транспортера В случае, если размер детали соответствует группе находящейся в лево накопителе 5, срабатывает электромагнит 29, размещенный на этой пози ции, поднимается фиксатор 28 и при следующем повороте кулака 27 на 30 раскрывается захват, и деталь остается в кармане 9. Если размер детали соответствует группе, находящейся в правом накопителе, электромагнит не срабатьшает и, несмотря на поворот кулака, захваты не раскрываются, деталь остается в них и в следующем цикле переносится в карман правого цепного транспортера 8, куда и выгружается . За каждый цикл работы автомата цепи 7 и 8 перемещаются на один шаг, перенося таким образом все детали от одного, перекладчика 11 к другому. Все карманы 9, находясь в исходном положении - наклонном к центру сортировочного устройства, - перемещаются, скользя по неподвижным 23 и подвижным 16 линейкам. Когда деталь проходит мимо чужих групп, их электромагниты 14 остаются обесточенными, ползуны 13 зафиксированы в верхнем положении фиксаторами 15, а рычаги сброса 12 без движения. Платформа 18 за каждый цикл совершает возвратно-поступательное вертикальное перемещение, приводя в движение центральные ползуны 13 всех перекладчиков, поддоны 21 всех кассет обоих накопителей 5 и 6 и рычаги 17 с линейками 16. Последние за каждый 1щкл возвращают опрокинутые карманы в исходное положение. При подходе детали к своей группе срабатывает электромагнит 14 находящегося здесь перекладчика 11, поворачивает фиксатор 15 ползуна, и при.ходе платфсфмы 18 и ползуна 13 вниз рычагами сброса 12 поворачиваются два кармана 9 (по одному на левом 7 и правом 8 цепном транспортере) . В одном из них находится деталь 10, которая при повороте кармана ложится заплечиками на направляющие приемника 19 и при возврате кармана в исходное положение остается висеть в приемнике. Перемещающийся вертикально поддон 21 в каждом цикле приподнимает находящиеся в кассетах 20 и в приемниках 19 детали, перемещая их к наружным концам кассет. Предлагаемый автомат позволяет производить многодиапазонную сортировку прецизионных деталей без повреядения их наружной поверхности.
It I
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| Автомат для наклейки этикеток на батареи карманных фонарей | 1960 |
|
SU132278A1 |
| Контрольно-сортировочное устройство | 1978 |
|
SU766674A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Устройство для контроля и сортировки полупроводниковых изделий | 1980 |
|
SU1028388A1 |
| ЛИНИЯ ОБРАБОТКИ ЯИЦ | 1992 |
|
RU2048088C1 |
| Автомат для сортировки деталей,имеющих форму тел вращения | 1982 |
|
SU1009538A1 |
| Контрольно-сортировочное устройство | 1979 |
|
SU848099A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |

АВТОМАТ ДЛЯ МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ, содержащий размещенные на станине загрузочный механизм, поворотный транспортирующий диск с подпружиненными управляющими захватами, измерительную станцию, сортировочное устройство с накопителями рассортированных деталей и привод с кулаками, отличающийся тем, что, с целью расширения технологических возможностей, сортировочное устройство выполнено в виде двух параллельных цепных транспортеров с шарнирно смонтированными на них карманами для деталей, установленного между транс портерами ряда перекладчиков, каждый из которых состоит из вертикально подвижного приводного ползуна, двух симметрично распапоженных рычагов i поворота карманов и сортировочного электромагнита с подпружиненным фиксатором ползуна, двух размещенных вдоль перекладчиков линеек возврата карманов и сменных кассет, установленных в накопителях рассортированных деталей, а поворотный транспортирующий диск установлен с возможностью i возвратно-поступательного вертикального перемещения от привода, при (Л этом каждый подпруткиненный захват имеет радиально расположенный ползун, контактирующий с приводным ку.лаком, электромагнит и подпружиненный фиксатор, взаимодействующий с ползуном.
30
21
31
Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Камхин Я.Б | |||
| и др | |||
| Контрольные автоматы для автоматических линий | |||
| М., Машгиз, 1980, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
