(4J
СЭ
-4«о са
л
.ff
Cpuz.i
|
со
00
со
Изобретение относится к обработке металлоЕ давлением, в частности к изготовлению элементов подшипников.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ изготовления заготовок полуколец установочного подшипника коленчатого вала двигателей внутреннего сгорания, включающий операции отрезки от полосы заготовки, гибки ее на ребро, калибровки по радиусу и образования фасок 1.
Недостатки этого способа - большие отходы металла в стружку и невысокая производительность.
Целью изобретения является сокращение расхода металла и повышение производительности.
С этой целью согласно способу изготовления заготовок полуколец, преимущественно из биметалла для установочного подшипника коленчатого вала двигателей внутреннего сгорания, включающему операции отрезки, от полосы заготовки, гибки ее на ребро, калибровки по радиусу и образования фасок, отрезанные заготовки калибруют штамповкой в размер по ширине с одновременной чеканкой фасок, а затем гнут на ребро и калибруют по радиусу.
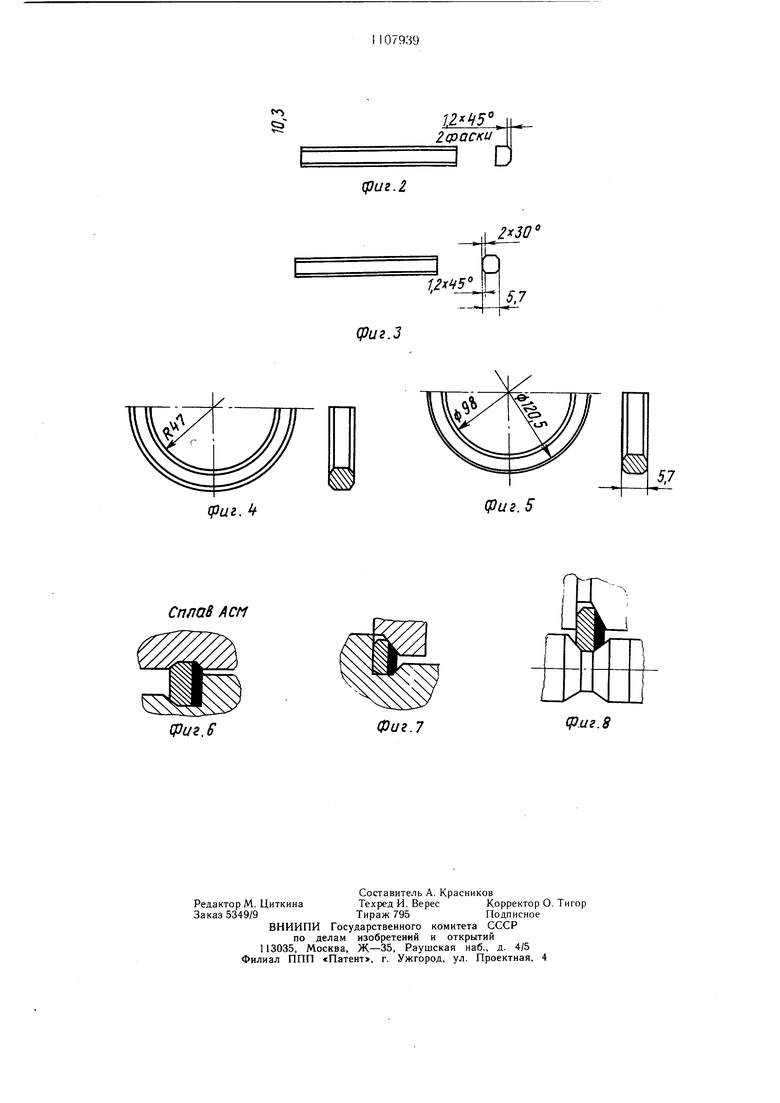
На фиг. 1 показана исходная заготовка; на фиг. 2 - чеканка двух фасок со стороны стали;; на фиг. 3 - калибровка размера по ширине с одновременной чеканкой дзух фасок со стороны антифрикционного сплава; на фиг. 4 - гибка заготовки на ребро на профильных роликах; на фиг. 5 - калибровка заготовки в размер по внутреннему и наружному диаметрам; на фиг. 6 - показана схема ручьев инструмента для операций согласно фиг. 2; на фиг. 7 - схема ручьев инструмента для операции согласно фиг. 3; на фиг. 8 - схема ручьев инструмента для операции согласно фиг. 4.
Пример. Согласно предлагаемому способу были изготовлены из биметаллических заготовок, упорные полуколыца вкладышей установочного подшипника двигателей. Использовали биметаллический лист с размерами 1350x215 мм и толщиной 4,6 мм, который состоял из слоя стали марки 08КП (ГОСТ 1050-74) толщиной 3,15 мм и слоя алюминиевого сплава марки АСМ (ГОСТ 4784-74) толщиной 1,45 мм.
Состав углеродистой качественной конструкционной стали марки 08КП, -/о. углерод - 0,05-0,11, кремний - не более 0,03, марганец -- 0,25-0,50, хром -- не более 0,10.
Состав алюминиевого антифрикционного сплава марки АСМ, % магний - 0,30,7, сурьма - 3,5-6,5, железо - не более 0.75, кремний - 0,5, медь - 0,1, марганец - 0,2, цинк - 0,1, прочих примесей 0,1, остальное - алюминий.
Из биметаллического листа вырубали полосовые заготовки размерами 185x10,5x4,6 с припуском 3 мм по концам на обработку.
Полосовую заготовку в холодном состоянии подавали на ребро в ручей разъемной матрицы штампа, который устанавливали на механический пресс модели К 2130. Производили чеканку двух фасок со стороны стали. Получали фаски размером 1,2 + 0,4 мм с углом наклона 45°.
Затем заготовку также в холодном состоянии подавали на ребро в ручей другой разъемной матрицы щтампа и производили чеканку размера заготовки по ширине и двух фасок со стороны алюминиевого сплава. Размер наружной фаски получался тот же, что и со стороны стали, а размер внутренней фаски - 2,5 + 0,3 мм с углом наклона 60°. Поверхности фасок имели требуемую чистоту обработки.
Затем заготовки в холодном состоянии подавали на ребро на профильные ролики щтампа и производили их гибку профильным пуансоном по радиусу.
Для придания заготовкам окончательных размеров по наружному и внутреннему диаметрам они подвергались калибровке.
В результате указанных операций наружная и внутренняя поверхности заготовок также имели требуемую чистоту обработки.
Чтобы выдержать размер полукольца по высоте, обрабатывали торцы полукольца.
В заключение в заготовке фрезеровали масляные карманы, шлифовали плоскость полукольца по стали и фрезеровали плоскость по алюминиевому сплаву. В результате обеспечивалась высокая точность изготовления упорных полуколец.
Годовой экономический эффект от использования предлагаемого способа формовки заготовки для изготовления полуколец составит 48091 руб.
,1 /J/7
П
,7
(риг.З
(риг. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полуцилиндрических деталей | 1990 |
|
SU1726094A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2100123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПОЛУЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2210453C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 2019 |
|
RU2710751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОПОДВОДЯЩЕГО РЕЛЬСА | 2002 |
|
RU2217248C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2368475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛУКОЛЕЦ, преимущественно из- биметалла для установочного подшипника коленчатого в-ала двигателей внутреннего сгорания, включающий операции отрезки от полосы заготовки, гибки ее на ребро, калибровки по радиусу и образования фасок, отличающийся тем, что, с целью сокращения расхода металла и повыщения производительности, отрезанные заготовки калибруют штамповкой в размер по ширине с одновременной чеканкой фасок, а затем гнут на ребро и калибруют по радиусу.
СплаВ ACfi
Фиг. 6
фиг.8
Фиг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР jYo 226541, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
