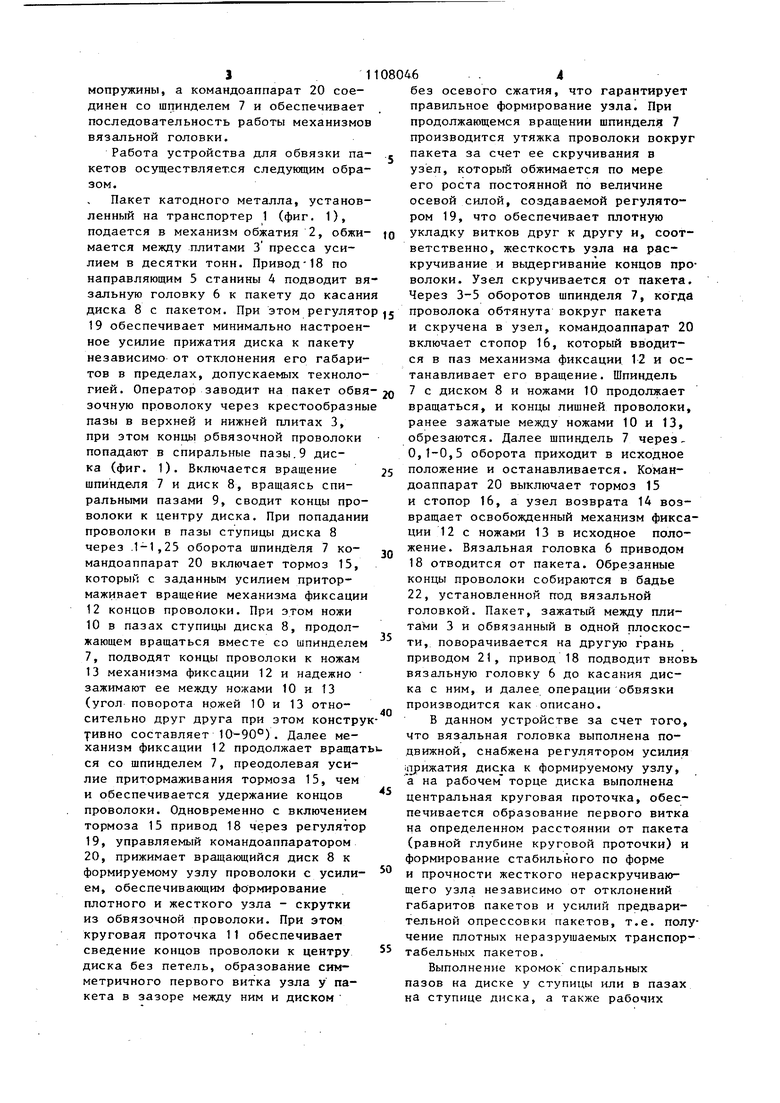
Изобретение относится к области упаковки, а более конкретно к устройствам для обвязки пакетов и может быть использовано для обвязки листов катодного металла электролизных цехов металлургических заводов. Известно устройство для обвязки пакетов, содержащее проводки, вязальную головку, включающую шпиндель. на котором закреплен диск со спиральными пазами на торцовой поверхности и свободно установлен механизм фиксации концов проволоки LI. Известно также устройство для обвязки пакетов, содержащее проводки И выполненную с возможностью возврат но-поступательного перемещения вязальную головку, включающую шпиндель на котором закреплен диск со спираль .ными.пазами на торцовой поверхности и свободно установлен механизм фикса.ции концов проволоки, представляющий собой охватывающую шпиндель втулку с рабочими кромками на прилегающем к диску торце С21. Однако получаемый узел недостаточ но плотен, что снижает качество обвязки. Концы проволоки в узле не обрезаются., Целью изобретения является повышение качества обвязки за счет более плотного прилегания витков узла друг к другу и к пакету. Поставленная цель достигается тем, что в устройстве для обвязки пакетов, содержащем проводки и выпол ненную с возможностью возвратно-поступательного перемещения вязальную головку, включающую шпиндель, на котором закреплен диск со спиральными пазами на торцовой поверхности и свободно установлен механизм фикса ции концов проволоки, представляющий собой охватывающую шпиндель втулку с рабочими кромками на прилегающем к диску торце, на торце диска выполнена осевая круговая проточка, механизм фиксации концов проволоки снабжен тормозом и стопором, установленным с возможностью взаимодействия с наружной поверхностью втулки, при этом рабочие кромки втул ки и пазов диска выполнены регулируе мыми и с возможностью взаимодейстВИЯ друг с другом, а вязальная голов ка оснащена регулятором усилия ее прижю4а к узлу. На внутренней поверхности втулки механизма фиксации концов проволоки могут быть выполнены продольные пазы. В шпинделе вязальной головки может быть выполнен канал, сообщающийся с продольными лазами втулки механизма фиксации концов проволок и соединенный с источником сжатого воздуха. На фиг. 1 показано устройство для обвязки пакетов, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. А вид В на фиг. 3; на фиг. 5 - узел 1 на фиг. 3, на фиг. 6 - разрез Г-Г на фиг. 5. Устройство для обвязки пакетов, например, из листов электролитной меди, содержит падающий транспортер 1 (фиг. 1), механизм обжатия пакета 2, выполненный в виде вертикального пресса с поворотными плитами 3, на рабочих поверхностях которых выполнены направляющие пазы проводки для проволоки, станину 4 с направляющими 5, на которых размещена подвижно вязальная головка 6, содержащая шпиндель 7 с жестко закрепленным на нем диском 8 со спиральными пазами 9 (фиг. 4), кромки которых у ступицы или на пазах ступицы выполнены в виде ножей 10 (фиг. 5), на рабочем торце диска 8 (фиг. 3) выполнена круговая проточка 11. На шпинделе также размещен свободно механизм фиксации 12 (фиг. 3) концов прозолоки и ее затлжки, который снабжен ножами 13, размещенными на его рабочих кромках, и узлом их возврата 14 в исходное полокение, при этом м ;ханизм-фиксации связан с тормозом 15 и стопором 16 для ножей. Ножи могут быть выполнены съемными. На внутренней поверхности корпуса механизма фиксации проволоки в зоне ножей 13 выполнены пазы-карманы 17 для сбора и удаления из зазора между ступицей диска 8 и корпусом механизма фиксации 12 загрязнений, например окалины, заусенцев, сколов краски, образующихся при обрезке концов проволоки. В пазы-карманы можно подавать воздух под избыточным давлением для более эффективного удаления загрязнений. Привод 18 перемещения вязальной головки снабжен регулятором 19 усилия прижатия диска 8 к формируемому узлу из проволоки, выполненным, например, в виде редукционного клапана или регулируемой пневмопружины, а командоаппарат 20 соединен со шпинделем 7 и обеспечивает последовательность работы механизмо вязальной головки. Работа устройства для обвязки па кетов осуществляется следующим обра зом. Пакет катодного металла, установ ленный на транспортер 1 (фиг. 1), подается в механизм обжатия 2, обжи мается между плитами З пресса усилием в десятки тонн. Привод-18 по направляющим 5 станины 4 подводит вя зальную головку 6 к пакету до касани диска 8 с пакетом. При этом регулято 19 обеспечивает минимально настроенное усилие прижатия диска к пакету независимо от отклонения его габаритов в пределах, допускаемых технологией. Оператор заводит на пакет обвя зочную проволоку через крестообразны пазы в верхней и нижней плитах 3, при этом концы обвязочной проволоки попадают в спиральные пазы.9 диска (фиг. 1). Включается вращение шпинделя 7 и диск 8, вращаясь спиральными пазами 9, сводит концы проволоки к центру диска. При попадании проволоки в пазы ступицы диска 8 через .1-1,25 оборота шпинделя 7 командоаппарат 20 включает тормоз 15, который с заданным усилием притормаживает вращение механизма фиксации 12концов проволоки. При этом ножи 10 в пазах ступицы диска 8, продолжающем вращаться вместе со шпинделем 7, подводят концы проволоки к ножам 13механизма фиксации 12 и надежно зажимают ее между ножами 10 и 13 (угол поворота ножей 10 и 13 относительно друг друга при этом констру составляет 10-90°) . Далее механизм фиксации 12 продолжает вращат ся со шпинделем 7, преодолевая усилие притормаживания тормоза 15, чем и обеспечивается удержание концов проволоки. Одновременно с включением тормоза 15 привод 18 через регулятор 19,управляемый командоаппаратором 20,прижимает вращающийся диск 8 к формируемому узлу проволоки с усилием, обеспечивающим формирование плотного и жесткого узла - скрутки из обвязочной проволоки. При этом круговая проточка 11 обеспечивает сведение концов проволоки к центру диска без петель, образование симметричного первого витка узла у пакета в зазоре между ним и диском без осевого сжатия, что гарантирует правильное формирование узла. При продолжающемся вращении шпиндел я 7 производится утяжка проволоки вокруг пакета за счет ее скручивания в узел, который обжимается по мере его роста постоянной по величине осевой силой, создаваемой регулятором 19, что обеспечивает плотную укладку витков друг к другу и, соответственно, жесткость узла на раскручивание и вьщергивание концов проволоки. Узел скручивается от пакета. Через 3-5 оборотов шпинделя 7, когда проволока обтянута вокруг пакета и скручена в узел, командоаппарат 20 включает стопор 16, который вводится в паз механизма фиксации 12 и останавливает его вращение. Шпиндель 7 с диском 8 и ножами 10 продолжает вращаться, и концы лишней проволоки, ранее зажатые между ножами 10 и 13, обрезаются. Далее шпиндель 7 через0,1-0,5 оборота приходит в исходное положение и останавливается. Командоаппарат 20 выключает тормоз 15 и стопор 16, а узел возврата 14 возвращает освобожденный механизм фиксации 12 с ножами 13 в исходное положение. Вязальная головка 6 приводом 18 отводится от пакета. Обрезанные концы проволоки собираются в бадье 22, установленной под вязальной головкой. Пакет, зажатый между плитами 3 и обвязанный в одной плоскости, поворачивается на другую грань приводом 21, привод 18 подводит вновь вязальную головку 6 до касания диска с ним, и далее операции обвязки производится как описано. В данном устройстве за счет того, что вязальная головка выполнена подвижной, снабжена регулятором усилия трижатня диска к формируемому узлу, а на рабочем торце диска выполнена центральная круговая проточка, обеспечивается образование первого витка на определенном расстоянии от пакета (равной глубине круговой проточки) и формирование стабильного по форме и прочности жесткого нераскручивающего узла независимо от отклонений габаритов пакетов и усилий предварительной опрессовки пакетов, т.е. получение плотных неразрушаемых транспортабельных пакетов. Выполнение кромок спиральных пазов на диске у ступицы или в пазах на ступице диска, а также рабочих
51108046 ..6
кромок механизма фиксации в виде но- обрезку концов лишней проволоки, что
жей и снабжение ножей механизма фик- позволяет механизировать данную сации стопором и узлом возврата их операцию и повысить производительчость в исходное положение обеспечивает .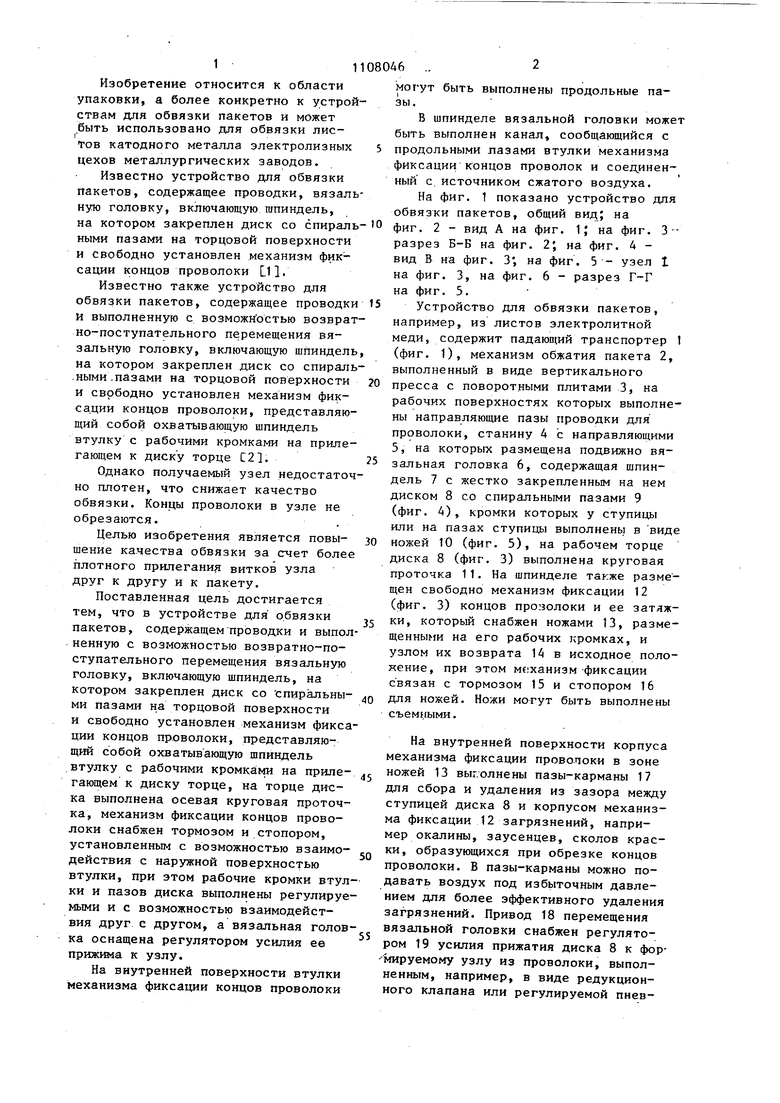

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки пакетов проволокой | 1986 |
|
SU1344686A1 |
| Устройство для обвязки проволокой изделий | 1977 |
|
SU707850A1 |
| Устройство для уплотнения и обвязки проволокой пакета плоских предметов | 1984 |
|
SU1211154A1 |
| Устройство для обвязки мотков проволоки | 1985 |
|
SU1369993A1 |
| Устройство для обвязки мотков проволоки или пачек прутков | 1982 |
|
SU1077205A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2112721C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| УСТРОЙСТВО для ОБВЯЗКИ ИЗДЕЛИЙ ПРОКАТА | 1972 |
|
SU346181A1 |
| Проволочная моталка | 1980 |
|
SU893290A1 |
1. УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ, содержащее проводки и выпо ненную с возможностью возвратно-поступательного перемещения вязальную головку, включающую шпиндель, на котором закреплен диск со спиральны пазами на торцовой поверхности и свободно установлен механизм фиксации концов проволоки, представляющий собой охватывающую шпиндель вту ку с рабочими кромками на прилегаюf М t I щем к диску торце, отличающееся тем, что, с целью повьппения качества обвязки за счет более плотного прилегания витков узла друг к другу и к пакету, на торце диска выполнена осевая круговая проточка, механизм фиксации концов проволоки снабжен тормозом и стопором, установленным с возможностью взаимодействия с наружной поверхностью втулки, при этом рабочие кромки втулки и пазов диска выпо;1нена регулируемыми и с возможностью взаимодействия друг с другом, а вязальная головка оснащена регулятором усилия ее прижима к узлу. 2.Устройство по п. 1, о т л ичающееся тем, что на внутренней поверхности втулки механизма фиксации концов проволоки выполнены продольные пазы. 3.Устройство по пп. 1 и 2, о тличающееся тем, что в шпинделе вязальной головки выполнен канал, сообщаккцийся с продольными пазами втулки механизма фиксации концов проволоки и соединенный с источником сжатого воздуха.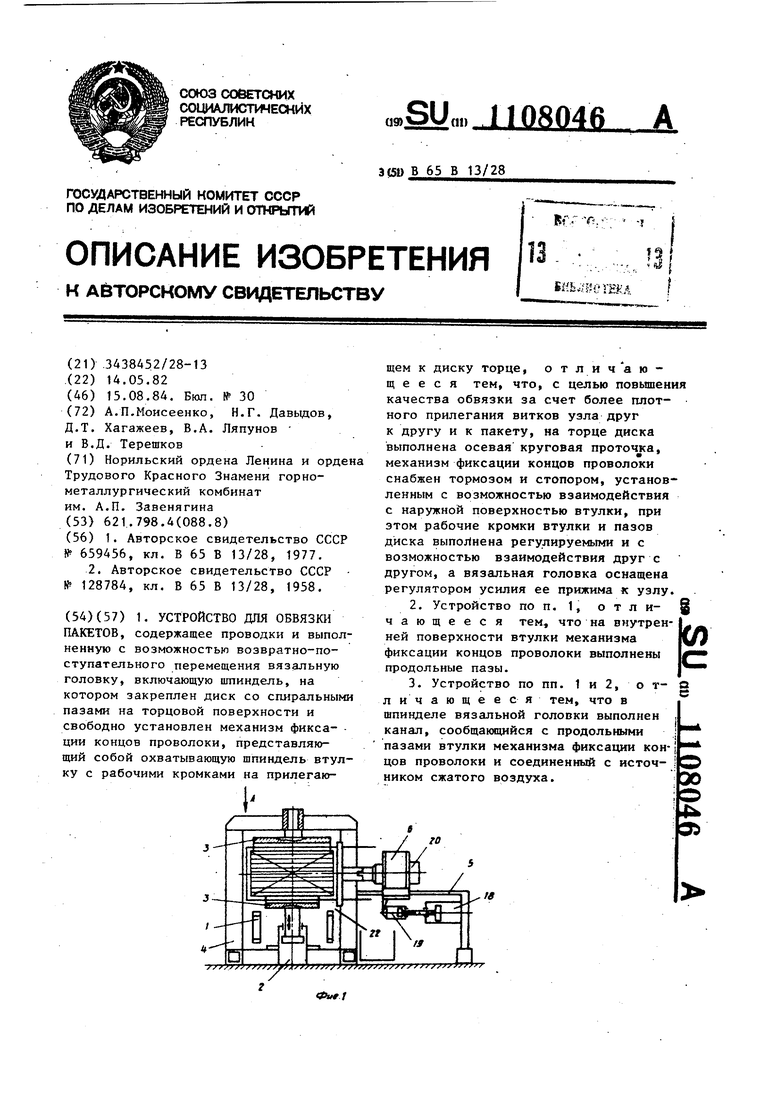
и
3uff 4 noSfpMyfrfO
фие. 2. ЛХМ rvV/v yVXXX. k/X /yxV/y 1 фив.З В
Фиг.1).
13
f2
/
f //////// 7/
CSSXXXXXVOO ,7
Воздух
г-г
фиг. 5
фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обвязки проволокой бунтов | 1977 |
|
SU659456A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обвязывания проволокой изделий, например бунтов катанки или пачек сортового проката и труб, и машина для его выполнения | 1958 |
|
SU128784A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
