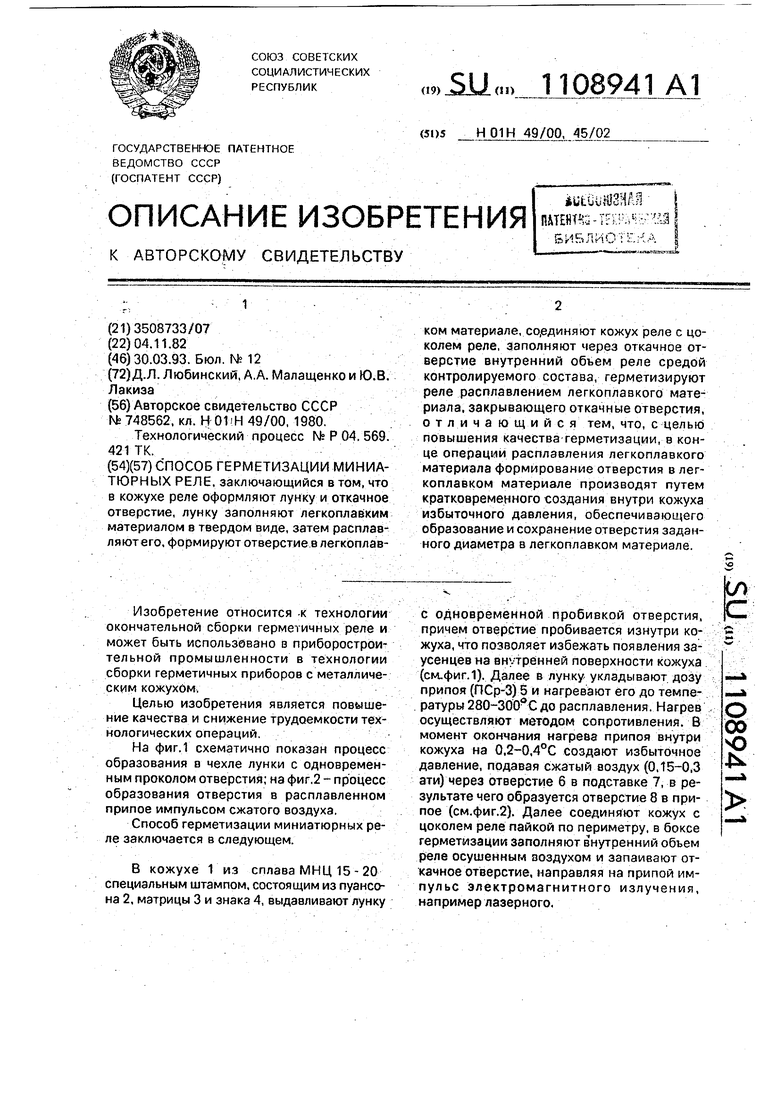
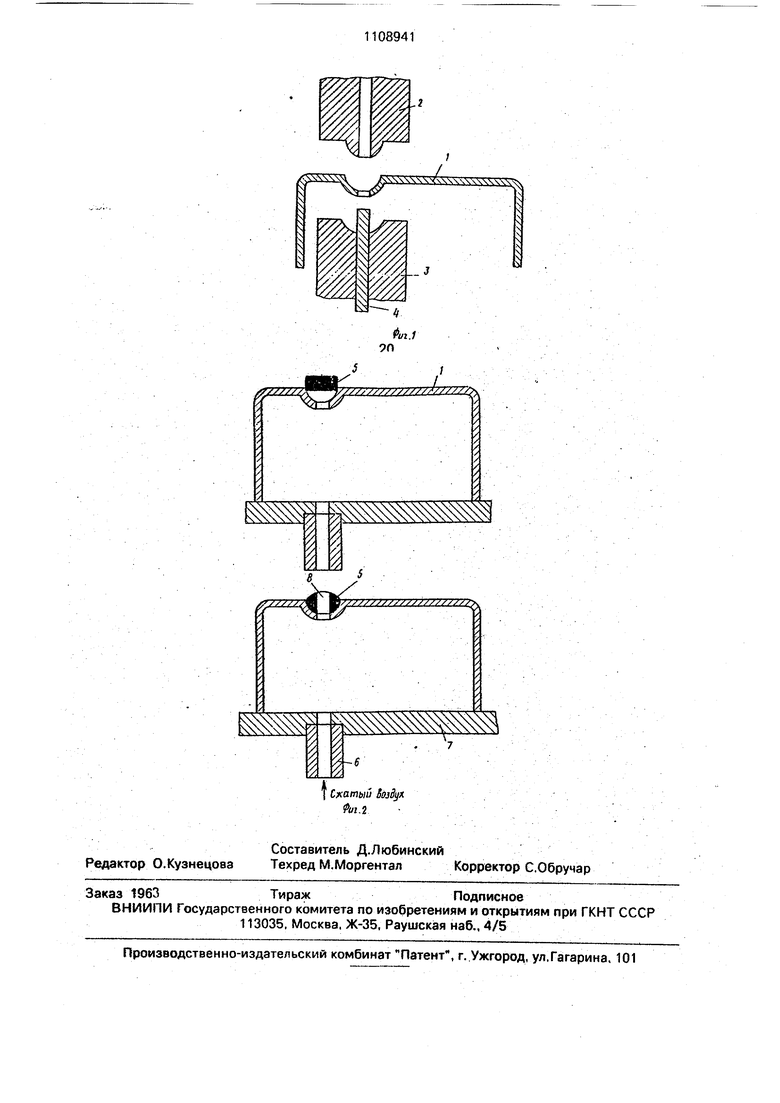
СПОСОБ ГЕРМЕТИЗАЦИИ МИНИАТЮРНЫХ РЕЛЕ, заключающийся в том, что в кожухе реле оформляют лунку и откачное отверстие, лунку заполняют легкоплавким материалом в твердом виде, затем расплавляютего, формируют отверстие в легкоплавИзобретение относится -К технологии окончательной сборки герметичных реле и может быть использбвано в приборостроительной промышленности в технологии сборки герметичных приборов с металлическим кожухом. Целью изобретения является повышение качества и снижение трудоемкости технологических операций. На фиг.1 схематично показан процесс образования в чехле лунки с одновременным проколом отверстия; на фиг.2 - процесс образования отверстия в расплавленном припое импульсом сжатого воздуха. Способ герметизации миниатюрных реле заключается в следующем. В кожухе 1 из сплава МНЦ 15 - 20 специальным штампом, состоящим из пуансона 2, матрицы 3 и знака 4, выдавливают лунку ком материале, соединяют кожух реле с цоколем реле, заполняют через откачное отверстие внутренний объем реле средой контролируемого состава, герметизируют реле расплавлением легкоплавкого материала, закрывающего откачные отверстия, отличаю щи и с я тем, что, с целью повышения качества герметизации, в конце операций расплавления легкоплавкого материала формирование отверстия в легкоплавком материале производят путем кратковременного создания внутри кожуха избыточного давления, обеспечивающего образование и сохранение отверстия заданного диаметра в легкоплавком материале. СО с с одновременной пробивкой отверстия, причем отверстие пробивается изнутри кожуха, что позволяет избежать появления заусенцев на внутренней поверхности кожуха (СМ..ФИГ.1). Далее в лунку укладывают дозу припоя (ПСр-3) 5 и нагревают его до температуры 280-300-С до расплавления. Нагрев о осуществляют методом сопротивления. В 00 момент окончания нагрева припоя внутри ю кожуха на 0.2-0.4°С создают избыточное 4 давление, подавая сжатый воздух