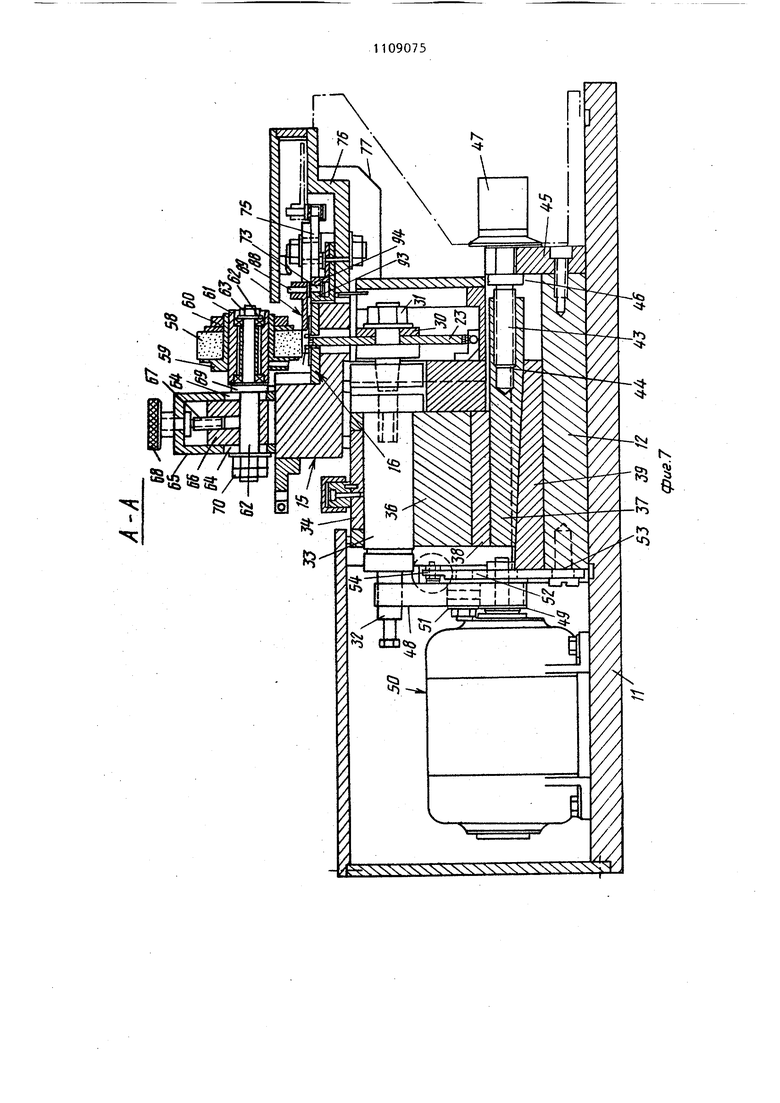
Изобретение относится к технологическому оборудованию для обработки ферромагнитных сердечников и может быть использовано в электротех нической промышленности. Известен станок для обработки элементов сердечников магнитопроводо содержащий основание, на котором установлены рабочий стол, шлифовальный круг, снабженный приводом его вращения, устройство для транспортировки обрабатываемых деталей, выполненное в виде бесконечного гибкого звена 1 Недостатком известного станка являются его ограниченные технологичёские возможности, так как на нем возможна только обработка деталей типа пластин небольшой толщины и невозможность обработки деталей сложной геометрической формь. Известен также станок для обработки ферромагнитных сердечников, содерщащий основание, на котором установлены рабочий стол, шлифовальный круг снабженный приводом его вращения, устройство для транспортировки обраба тьгааемых деталей, выполненное в виде бесконечного гибкого звена, снабженного элементами их фиксации, и устрой ство для прижатия обрабатываемых дета лей к поверхности рабочего стола 2 Недостатком этого станка является сложность конструкции. Цель изобретения - упрощение конструкции. Поставленная цель достигается тем, что в станке для обработки ферромагнитных сердечников, содержащем основание, на котором установлены рабочий стол, шлифовальный круг, снабженный приводом его вращения, уст ройство для транспортировки обрабатываемых деталей, вьтолненное в виде бесконечного гибкого звена, снабжен- ного элементами их фиксации, и устрой ство для прижатия обрабатываемых деталей к поверхности рабочего стола выполнено в виде ролика, установленного напротив шлифовального круга. Причем ролик выполнен из эластомера, бесконечное гибкое звено выполнено в виде шарнирной цепи, а элементы фиксации обрабатываемых деталей выпол нены в виде пластин с пазами, укрепленных на шарнирной цепи, и тем, что станок снабжен приспособлениями для создания предварительного напряженного состояния рабочего стола, выполнен ного в виде винтовой пары. На фиг. 1 показан обрабатываемьй ферромагнитный сердечник; на фиг.2 то же,вариант (на фиг. 3 - вид сверху на фиг. 1; на фиг. 4 - вид сверху на фиг. 2; на фиг. 5 показан вид в плане станка для обработки ферромагнитных сердечников; на фиг. 6 - станок для обработки ферромагнитных сердечников,вид спереди; на фиг. 7 разрез А-А на фиг. 6; на фиг. 8 - разрез Б-Б на фиг. 5; на фиг. 9 - разрез В-В на фиг. 5, Станок для обработки ферромагнитных сердечников предназначен для обработки сердечников, имеющих конфигурацию подобную сердечникам изображенным на фиг. 1-4. Сердечник 1 (фиг. и 3) имеет два боковых отверстия 2 и центральную цилиндрическую часть 3, торцовая поверхность 4 которой находится на одном уровне с плоскостью боковых краев 5 сердечника. Сердечник 6 (фиг. 2 и 4) имеет два боковых отверстия 7 и центральную часть с кольцевым сечением 8, предназначенную для размещения ввинчиваемого центрального ферромагнитного сердечника, при этом торцовая поверхность 9 центральной части находится на одном уровне с плоскостью боковых краев 10 сердечника 6. Два сердечника этого типа предназначены : для сборки по боковым краям после намотки по меньшей мере одной обмотки на их центральную часть. Созданная таким образом индуктивность может иметь различные значения в зависимости от воздушного зазора, выполнение которого между центральными частями сердечников осуществляется на станке в соответствии с изобретением, т.е. обработка по меньшей мере одной указанной торцовой поверхности осуществляется с точностью порядка микрона или доли микрона. Эта обработка может производиться шлифовальным кругом предпочтительно в две последовательные стадии, первая - грубая, а : вторая - собственно чистовая обработка. Станок для обработки ферромагнитных сердечников (фиг. 5-9) содержит основание 11, на котором закреплена опорная плита 12, на которой с помощью двух опорных втулок 13 установлены две колонны 14 и опоры 15, на опорах закреплен рабочий стол 16 станка, состоящий из днух п.чит 17, 18, разделенных промежуточной плитой 19. Опора 15 регулируется по выс те на каждой колонне посредством втулки 20 с нижним кольцом, взаимодействующим с гайкой 21, навинчиваемой на нарезанную часть колонны и бл кируемой контргайкой 22.Плита 17 соответствует позиции черновой обработки, вшифовальный кру 23 которой пересекает опору 15 в отверстии 24 и плиту в отверстии 25, выходя на регулируемый уровень надплоскостью рабочего стола. Плита 18 соответствует позиции чистовой обработки,шлифовальный круг которой 26 пересекает опору 15 в отверстии 27 и плиту в отверстии 28, выхо дя также на регулируемый уровень над плоскостью стола. Каждый шлифовальный круг установлен между осью 29 с заплечиком и зажимной шайбой 30, прижимаемой законтренной гайкой 31, навинчиваемой на ось. Ось 29 соединена со шпинделем 32, корпус 33 которого блокируется с помощью фланца 34 в полугнезде 35, выполненном в опорном блоке 36, который регулируется по высоте для установки шлифовального круга в положение, требуемое при обработке. Регулируемая установка по высоте осуществляется с помощью вставки 37 под блок 36 между промежуточным ползуном 38 и направляющей 39, образуя дополнительный клин вставки на опорной плите 12. Все это закреплено на опорной плите 12 посредством пружины - 40, прижимаемой болтами 41, стержни которых проходят через блок 36, при этом ползун 38 и направляющая 39 находятся в соответствуюш х отверстиях, а они пересекают вставку 37 в .. круглой прорези 42, позволяющей выпо нять П1еремещение при регулировках. Последнее обеспечивается посредством регулировочного винта 43, вза имодействующего с нарезньм отверстие 44 вставки и установленного вращающимся в гнезде пластины 45, которая закреплена на опорной плите 12, при этом винт удерживается по оси относи тельно передней пластины 45 между за лечиком 46 на нем и круглой ручкой поворота 47. Шпиндели 32 обоих шлифовальных кругов приводятся в движение посредс вом общего ременного привода 48 с ве дущим шкивом 49, установленным на выходном валу электродвигателя 50, и со шкивом 51 системы натяжения, содержащей рычаг кронштейна 52 шкива 51, установленный шарнирно в точке 53 на заднем участке опорной плиты 12, соединенной с шарниром в точке 54 в концевой вилке регулирующего стержня 55, свободный нарезной конец которого взаимодействует с рифленой регулировочной гайкой 56, опирающейся на пластинку 57, насаженную на плиту 12, Перед каждым шлифовальным кругом и над соответствующей плитой стола установлено с возможностью регулировки по высоте относительно опоры устройство для прижатия обрабатываемых деталей к поверхности рабочего стола, содержащее прижимной ролик 58 из эластомера, например полиуретана. Ролик 58 установлен съемным на опоре 59 с буртиком и крепится под шайбойгайкой 60, навинчиваемой на опору. Опора 59 закреплена на втулке 61, установленной с подшипником на валу с заплечиком 62, который закреплен концевой гайкой 63. Вал 62 установлен с возможностью перемещения по высоте в пазах 64 направляющей 65, закреп- . ленной на опоре 15, ползуна 66, через который без зазора проходит вал 62 и который имеет вертикальное нарезное отверстие, в которое входит винт 67 регулировки по высоте с осевой блокировкой наверху направляющей 65 между буртиком и ручкой управления 68 по высоте. Вал-роликодержатель 62 после регулировки блокируется посредством затяжки на направляющей 15 заплечика 69, с одной стороны, и шайбы, прижимаемой с помощью гайки и контргайки 70, навинчиваемой на конец вала, с другой стороны. Направляющие 65 установлены на опоре 15 с возможностью перемещения . параллельно плоскости шлифовального круга с помощью винтов 71, проходящих через круглые прорези 72 основания для крепления этих направляю- . щих. Обрабатываемые ферромагнитные сердечники 1 перемещаются по рабочему столу по прямой линии двух позиций шлифования посредством устройства для транспортировки, содержащего бесконечную цепь 73, проходящую параллельно плоскости стола 16,и вдоль звенья входят в зацепление с ведущей шестерней 74 и с холостой шестерней 75, которые установлены на опорной пластине 76, заходящей кромкой за рабочий стол и закрепленной винтами на даух консолях 77, которые сами закреплены винтами сбоку на опоре 15 стола. ,, Как видно на фиг. 9 ведущая шее- ; терня 74 зажата между двумя фрикцион ными шайбами 78 в верхней части вала с кольцом 79, снабженного зажимной гайкой 80, нижняя часть которого, вращающаяся во втулке 81 опорной пла тины 76, несет на себе шестерню 82, входящую в зацепление с шестерней 83 редукторного электродвигателя 84. Холостая шестерня 75 имеет ось 85 установленную во втулке, которая может скользить в круглой прорези 86 опорной пластины 76, позволяя регулировать натяжение цепи с помощью эксцентрика 87, взаимодействующего со втулкой, и блокировать путем зажима гайки на опорной пластине 76. В этом примере одна из двух осей звеньев цепи, обозначенная позицией 88, продолжена над плоскостью звенье и на каждой паре примыкающих осей 88 установлен элемент фиксации обрабаты ваемых деталей 89, содержащий плас- , тинчатую часть, предназначенную для свободного прохода шлифовальными кругами 23, 26 и соответствующими на жимными роликами 58, который имеет пазы 90 для размещения и направления ферромагнитных сердечников 1 для обработки. Эта пластинчатая часть пр легает к монтажной перемычке 91, которая имеет отверстие на одной из осей 88 и круглую прореаь 92 на прилегающей оси 88 для приспособления к измерениям межосевого расстояния при прохождении цепи на шестернях 74 75. Эти органы имеют свои размеры дл каждой категории обрабатываемых сердечников, в зависимости от их геомет рической формы или габаритов, и их легко снять и заменить при каждой за мене обрабатьюаемых сердечников. В месте позиций шлифования бесконечная цепь 73 точно направляется по своему пути с помощью двух противоположных боковых направляющих 93,94, взаимодействующих с осями звеньев и закрепленных на опоре 15. Заполнение отверстия 90 ферромагнитными сердечниками 1 обеспечивается посредством желоба 95 со спуском деталей под действием силы тяжести, устанавливаемого в вертикальное положение напротив зоны прохождения от- верстий 90 Bbmie позиции шлифовального круга для черновой обработки. Этот желоб состоит s данном случае из двух профилей 96, выполненных в соответствии с контуром обрабатываемого сердечника и закрепленных винтами .. друг против друга на рычаге опоры 97. установленном в виде кронштейна на стержне опоры 98 с возможностью регулирования по высоте на основании 99 крепления на.части опоры 15 и блокированном посредством хомута на зажимных винтах 100. Для уменьшения трения боковых краев обрабатываемых сердечников о стол плиты 17, 18, 19 покрыты равными пластинами из окиси алюминия 101. Кроме того, опора 15 стола, и, следовательно, стол, подвержены предварительному напряжению с усилием, : выше усилия опоры сердечников во время их обработки. Это предварительное напряжение получено с помощью винтового устройства, винт 102 которого свободно проходит через стол и ввинчивается в стойку 103 на базовой плите 12, снабжён опорной головкой 104, опирающейся на стол, и имеет квадрат 105 на вершине. Такое решение позволяет получить воздушные зазоры порядка полмикрона с возможностью быстрой регулировки прижимных роликов 58, проводимой на нескольких пробных деталях, и которая остается стабильной при работе, причем эта точность достигается без использования шпинделей с подшипниками жидкостного трения. Станок для обработки ферромагнитных сердечников работает следующим обобразом. Обрабатываемые сердечники 1 подаются на элементы фиксацииобрабатьшаемых деталей 89 при регулировке высоты желоба 95 относительно рабочего стола 16, т. е. при регулировке высота основания профилей 96 относительно рабочего стола устанавливается на величину, большую толщины сердечника 1, но меньшую толцины двух сердечников, поставленных один на другой, таким образом автоматически обеспечивается подача деталей в пазы 90. Подача соответствующим образом направленных деталей в желоб 95 может обеспечиваться любым способом. Станок работает с направлением враще- ия приводной цепи и шлифовальных дисков, указанном на чертеже стрелками. 71109 Сердечники 1, отобранные по одному внизу желоба 96, перемещаются один за другим на рабочий стол 16 и таким образом на первом этапе проходят между шлифовальным кругом дпя черно- 5 вой обработки 23 и соответствующим прижимньм роликом 58, который отрегу лирован так, что, вращаясь вдавлива. ется при соприкосновении С дном сердечника 7 и обеспечивает таким обра5зом заданное регулируемое давление, распределенное по сердечнику 1 во время его обработки. То же самое происходит при чистовом проходе между шлифовальным кругом -для чистовой обработки 26 и соответствукш(им прижимным роликом 58k Изобретение позволяет упростить конструкцию станка для обработки ферромагнитных сердечников.





1. СТАНОК ДЛЯ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ СЕРДЕЧНИКОВ, содержащий основание, на котором установлены рабочий стол.,шлифовальныйкруг, снабженный приводом его вращения,устрой-ство для транспортировки обрабатываемых деталей, вьшолненное в виде бесконечного гибкого звена, снабженного элементами их фиксации, и устройство для прижатия обрабатьшаемых деталей к поверхности рабочего стола, отличающийся тем, что, с целью упрощения конструкции, устройство для прижатия обрабатываемых деталей к поверхности рабочего стола вьшолнено . в виде ролика, установленного напротив шлифовального круга. 2.Станок ПОП.1, отличающийся тем, что ролик выполнен из эластомера. 3.Станок ПОП.1, отличающийся тем, что бесконечное гибкое звено выполнено в виде шарнирной , цепи, а элементы фиксации обрабатываг емых деталей выполнены в виде пластин с пазами, укрепленных на шарнирах цепи. С 4.Станок по п. 1, о т л и ч а ю щ и и с я тем, что он снабжен приспособлением для создания предварительного напряженного состояния рабочего стола, выполненного в виде винтовой пары. «sj СД
- 35
У ctJuf.3
to 9 8 to фм4
б-в
фие.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Виноградов М.В | |||
| Производство электрических машин, М., Энергия, 1970, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ | 2005 |
|
RU2293047C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
