В производстве контактных пружин с серебряными контактами значительная часть времени и труда затрачивается на вкладывание в пружины серебряных контактов и расклепывание их.
В описываемом способе, с целью устранения необходимости предварительного изготовления контактов в виде заклепок, предлагается отрезки серебряной проволоки впрессовывать в отверстия контактных пружин последовательными операциями: сначала вдавливанием через стальной цилиндр, затем высадкой головки контактов.
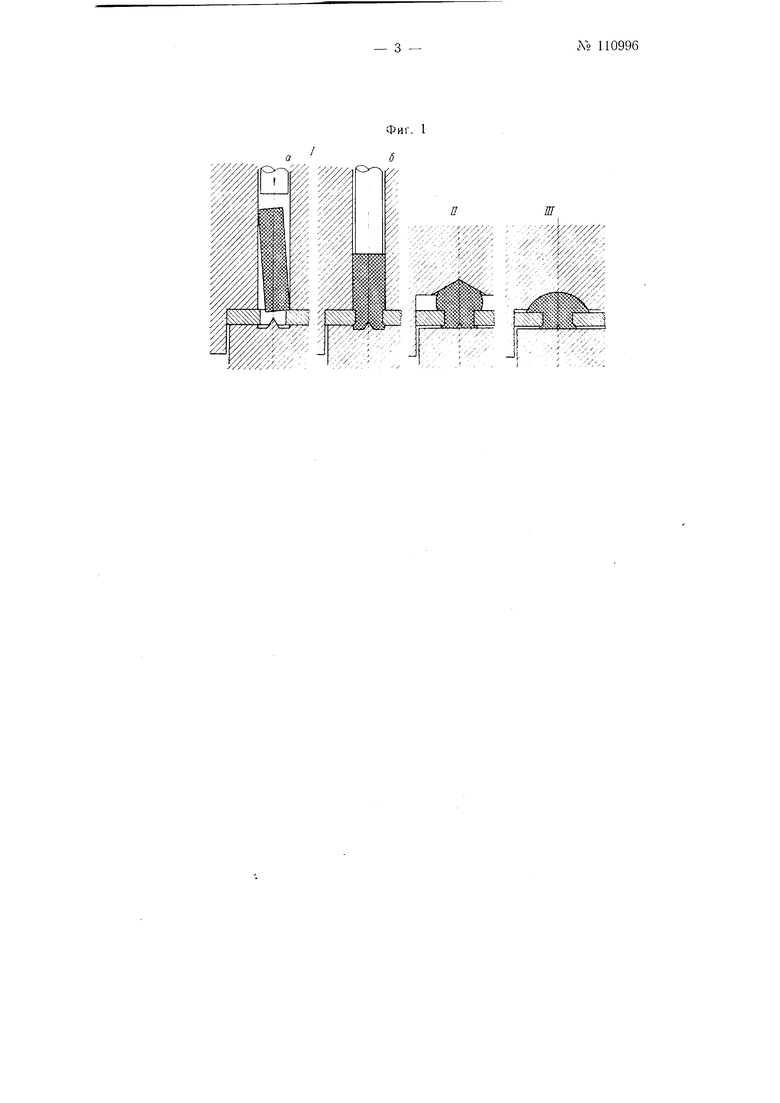
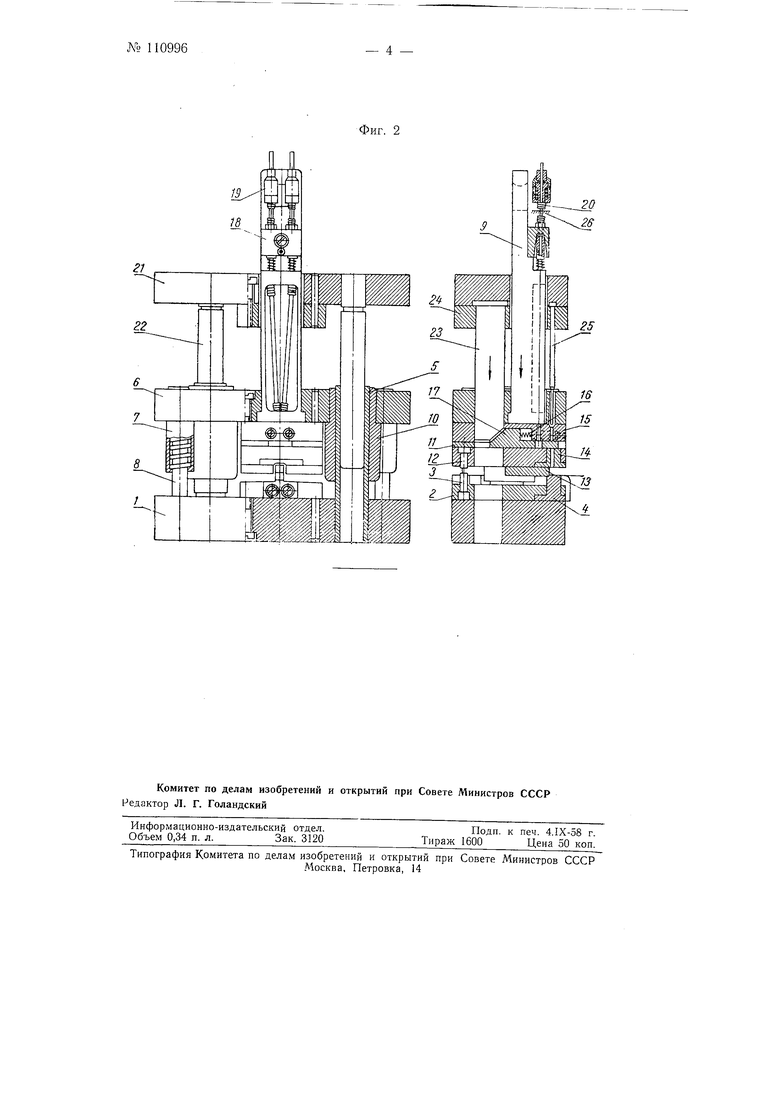
На фиг. 1 показана схема процесса при предлагаемом способе прессования серебряных контактов; на фиг. 2-представлен штамп, осуществляющий вдавливание серебра в отверстия пружины, в двух проекциях в вертикальном разрезе.
На операции / (фиг. 1) производится вдавливание серебра в отверстия пружины: а-начало вдавливания, б-конец вдавливания.
На операции // производится предварительная формовка (высадка) головки контакта. Предварительная формовка необходима для получения качественной сферической части головки контакта.
На операции /// производится окончательная формовка головки контакта. Вдавливание серебра осуществляется штампом, показанным на фиг. 2.
Нижняя часть штампа состоит из основания /, планки 2, упора 5, нижней матрицы 4 и направляющих 5.
Средняя часть штампа состоит из планки 6, втулок 7, пружин 8, стойки 9, направляющих 10, планки 11, упора 12, рамки 13, верхней матрицы 14, планки 15, пружин 16 и ножа 17. К средней части прикреплены устройства 18 и 19 для подачи проволоки, соединенные между собой плотно навитой пружиной 20, через которую проходит серебряная проволока.
Верхняя часть штампа состоит из планки 21, направляющих колонок 22, клина 23, пуансонодержателя 24 и пуансонов 25.
Нижняя часть прикрепляется прижимом к столу пресса, а верхняя-к ползуну пресса.
№ 110996
Средняя часть штампа под действием пружин 8 прижимается к его нижней части.-1
С помощью штампа отрезанный от проволоки кусок серебра вдавливается сквозь прижатую к пружине матрицу в отверстия пружины, и, таким образом, получается заготовка контакта. Когда серебряная проволока находится в исходном положении, производится прижим матрицы 14 прессом, который при помощи рычажной системы через стойки 9 опускает поднятую среднюю часть штампа. При этом натягивается пружина 20, соединенная с устройствами 18 и 19 для подачи серебряной проволоки. Когда верхняя часть штампа и упор 26 опускаются, то под давлением пружины 20 опускаются и устройства 18 и 19 для подачи проволоки, вводящие серебряную проволоку в отверстия ножа 17. При ходе вниз верхней части штампа клин 23 перемещает нож 17 вправо.
Толщина ножа рассчитана так, чтобы отрезаемый объем серебра соответствовал объему готового контакта.
В крайнем правом положении отверстие ножа совпадает с отверстиями в матрице 14 и направляющей планке 15. Верхняя часть щта.мпа опускается вниз и достигает крайнего нижнего положения. В этом положении производится выталкивание запрессованного серебра из верхней матрицы 14. Это достигается следующим образом.
Верхняя часть щтампа и пуансон 25 в этом положении поднимаются сравнительно медленно, в то время как средняя часть штампа поднимается значительно быстрее и перегоняет верхнюю часть. Когда зазор между пружиной и верхней матрицей 14 достигает 3,5-4 мм, подъем средней части прекращается. Этого вполне достаточно, чтобы вытолкнуть серебро Из матрицы. Верхняя часть щтампа продолжает подниматься вверх и пружина 16, нажимая на нож 17, передвигает его влево. Остальные части щтампа остаются в неизменном положении.
Упор для ножа рассчитан так, чтобы в крайнем левом положении ножа //отверстие в нем совпало с отверстием для подачи серебра в планке 15. Это положение соответствует начальному положению штампа.
Из полученной цилиндрической заготовки контакта с помощью высадочных щтампов на соленоидном, эксцентриковом, ручном или ином прессе получают обычный контакт со сферической головкой.
Предмет изобретения
Способ прессования серебряных контактов в контактных пружинах, отличающийся тем, что с целью устранения необходимости изготовления контактов в виде заклепок, отрезки серебряной проволоки впрессовывают в отверстия контактных пружин последовательными операциями, .вначале вдавливанием через стальной цилиндр, затем высадкой головки контакта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| ШТАМП-АВТОМАТ ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1965 |
|
SU175472A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК ИЗ ПРОВОЛОКИ | 1936 |
|
SU52368A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Устройство для изготовления цилиндрических контактов с коническими концами | 1975 |
|
SU549215A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1977 |
|
SU661879A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Автоматический штамп | 1958 |
|
SU140026A1 |
| Автоматический штамп | 1958 |
|
SU119167A1 |