Изобретение относится к технике связи и может быть использовано для изготовления цилиндрических контактов, применяемых в телеграфно-телефонных станциях и электрических приборах.
Известна машина для изготовления заостренных стержней, содержащая пуансон, отрезные ножи и устройство для удаления и контроля полученного стержня. Однако эта машина имеет низкую производительность, ввиду того, что требуется механическая обрезка грата, и кроме того, низкую чистоту обработки, неприемлемую для электрических контактов 1.
Известно также устройство для изготовления из проволоки деталей с коническими канавками, содержаш,ее смонтированные в штампе обрубной механизм, состояш,ий из пуансона и матрицы, и обкаточные плиты с формующим элементом 2.
Однако это устройство имеет относительно сложную конструкцию, невысокую производительность, и чистота обработки полученных изделий не соответствует требованиям, предъявляемым к электрическим контактам.
С целью устранения указанного недостатк.ч в известном устройстве, содержащем смонтированные в щтампе обрубной механизм, состоящий из пуансона и матрицы, и обкаточные плиты с формующим элементом, одна из обкаточных плит закреплена неподвижно, подвижная обкаточная плита снабжена подпр)жиненной обкаточной планкой, контактирующей с неподвижной обкаточной плитой, а матрица выполнена на подвижной обкаточной
плите и образует с режущей кромкой неподвижной плиты щелевое отверстие, соответствующее профилю обрабатываемой заготовки, при этом часть рабочей поверхности обкаточной планки, служащая формующим элементом и предназначенная для формовки профиля конической части заготовки, имеет клиновидную форму.
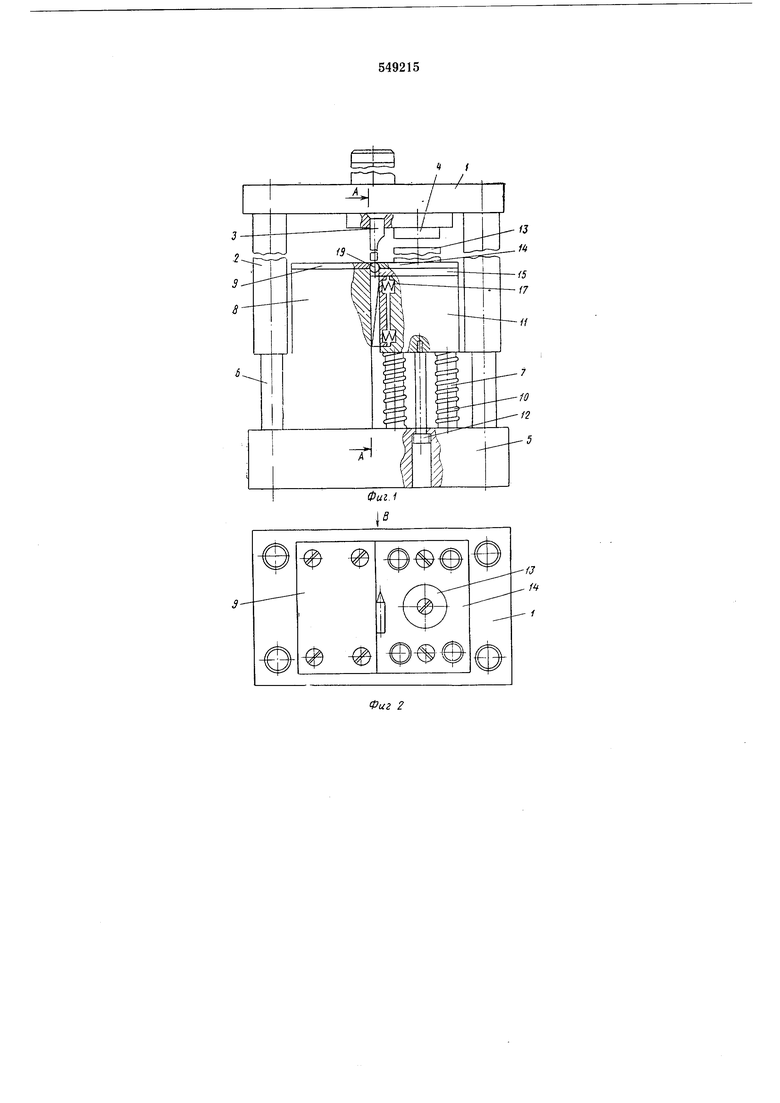
На фиг. 1 изображено описываемое устройство; на фиг. 2 - то же, вид сверху со
снятой верхней плитой; на фиг. 3 - разрез А-Л фиг. I; на фиг. 4 - разрез Б-Б фиг. 3; на фиг. 5 - заготовка, изготовленная путем предварительной формовки на проволоки; на фиг. 6, 7, 8 и 9 - схема последовательной
обработки на один ход пуансона.
Устройство состоит из верхней плиты / с направляющими втулками 2. На плите закреплены пуансон 3 и упор 4. На нижней плите 5 неподвижно закреплены направляющие колонки 5 и 7 и неподвижная плита 8, на которой, в свою очередь, закреплен съемник 9. Возвратные пружины 0 установлены на колонки 7 и упираются одним концом в нижнюю плиту 5, а другим в подвижную плиту /У.
Нижняя плита 5 и подвижная плита 7/ соединены винтом 12. На плите //закреплены упор 13, съемник 14 и матрица 15. В углублении плиты // размещена обкаточная планка 16, поджатая пружинами 17 к неподвижной плите 8. Поверхность 18 обкаточной планки 16, которая служит для обкатывания конического конца контакта, имеет клиновидную форму.
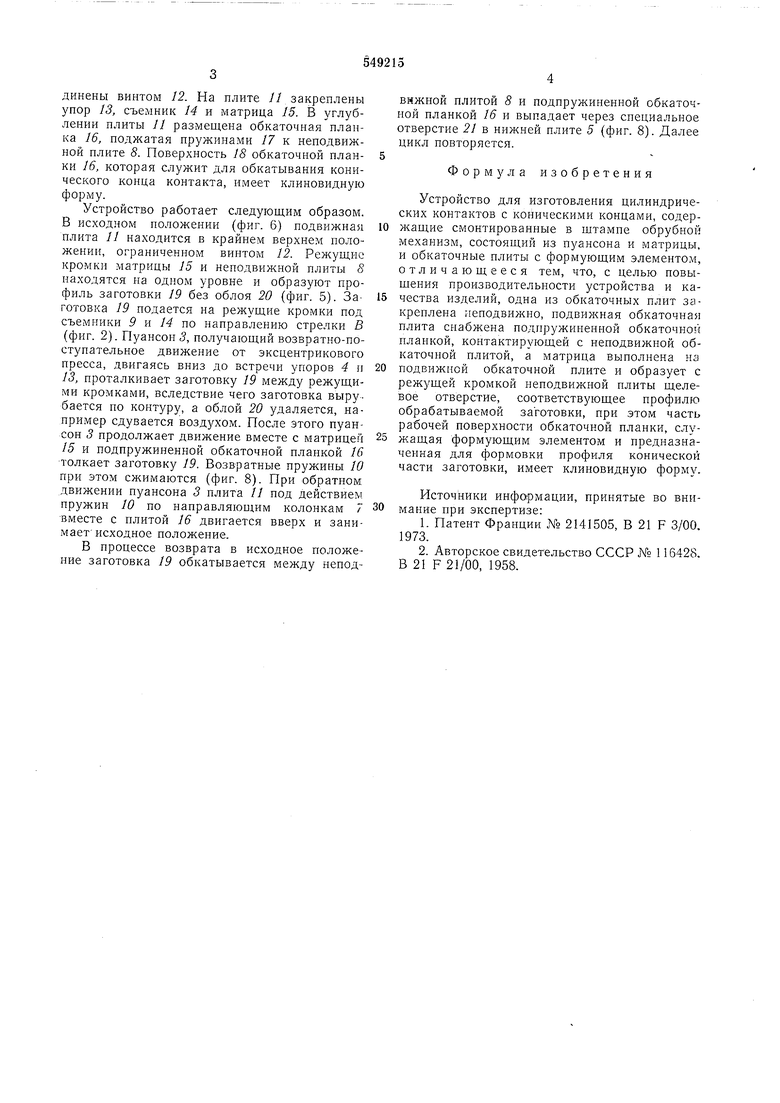
Устройство работает следующим образом. В исходном положении (фиг. 6) подвижная плита // находится в крайнем верхнем положении, ограниченном винтом 12. Режущие кромки матрицы 15 и неподвижной плиты 8 находятся на одном уровне и образуют профиль заготовки 19 без облоя 20 (фиг. 5). Заготовка 19 подается на режущие кромки под съемники 9 и 14 по направлению стрелки В (фиг. 2). Пуансон 3, получающий возвратно-поступательное движение от эксцентрикового пресса, двигаясь вниз до встречи упоров 4 и 13, проталкивает заготовку 19 между режущими кромками, вследствие чего заготовка вырубается по контуру, а облой 20 удаляется, например сдувается воздухом. После этого пуансон 3 продолжает движение вместе с матрицей /5 и подпружиненной обкаточной плапкой 16 толкает заготовку 19. Возвратные пружины 10 при этом сжимаются (фиг. 8). При обратном движении пуансона 3 плита // под действием пружин 10 по направляюпдим колонкам 7 вместе с плитой 16 двигается вверх и занимает исходное положение.
В процессе возврата в исходное положение заготовка 19 обкатывается между неподвижной плитой 8 и подпружиненной обкаточной планкой 16 и выпадает через специальное отверстие 21 в нижней плите 5 (фиг. 8). Далее цикл повторяется.
Формула изобретения
Устройство для изготовления цилиндрических контактов с коническими концами, содержащие смонтированные в щтампе обрубной механизм, состоящий из пуансона и матрицы, и обкаточные плиты с формующим элементом, отличающееся тем, что, с целью повыщения произв0лт;ительности устройства и качества изделий, одна из обкаточных плит закреплена неподвижно, подвижная обкаточная плита снабжена подпружиненной обкаточной планкой, контактирующей с неподвижной обкаточной плитой, а матрица выполнена на
подвижной обкаточной плите и образует с режущей кромкой неподвижной плиты щелевое отверстие, соответствующее профилю обрабатываемой заготовки, при этом часть рабочей поверхности обкаточной планки, служащая формующим элементом и предназначенная для формовки профиля конической части заготовки, имеет клиновидную форму.
Источники информации, принятые во внимание при экспертизе:
1.Патент Франции № 2141505, В 21 F 3/00. 1973.
2.Авторское свидетельство СССР № 116428. В 21 F 21/00, 1958.
А -Л
s Фиг 7
W/
ЛУ/ Фиг в
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для формовки, пробивки, отбортовки и обрезки листовой заготовки | 1980 |
|
SU897339A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для изготовления деталей из листового материала | 1980 |
|
SU869912A1 |
| Штамп для изготовления конических деталей | 1980 |
|
SU927387A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для пробивки отверстий в конических деталях | 1978 |
|
SU768524A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |