Ф
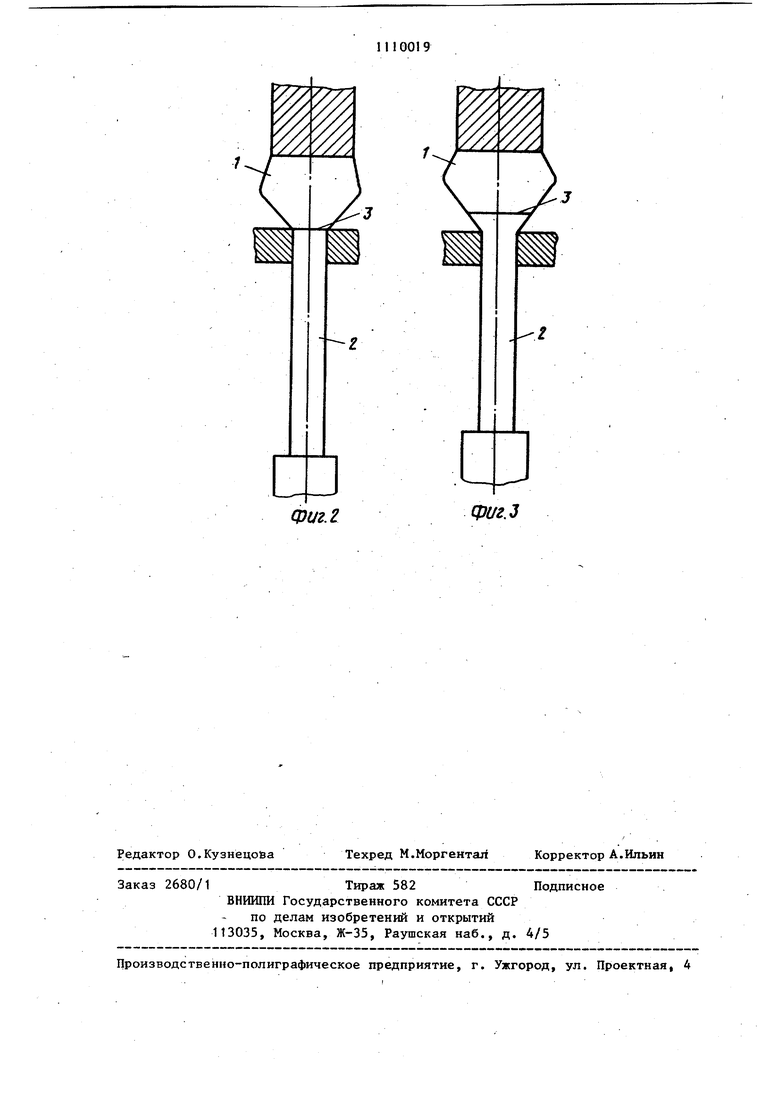
tpui-i 1П Изобретение относится к обработке металлов давлением и может быть использовано для изготовления поковок композиционного клапана. Известен способ изготовления поковки композиционного клапана, заклю чающийся в контактной сварке стержневых заготовок из жаропрочной и кон струкционной сталей, электровысадке луковицы и последующей ее горячей штамповке до получения тарелки. Известный способ недостаточно про изводителен, так как требует примене ния разнотипного оборудования и не обеспечивает достаточно высокого качества изготавливаемых клапанов. Цель изобретения - повышение производительности и качества изготавливаемых клапанов. Эта цель достигается за счет того, что контактную сварку заготовок Ьсуществляют в процессе электровысад ки луковицы, используя для проведени сварки ток нагрева, необходимый для электровысадки, при этом мощность то ка уменьшают на величину, равную со отношению пределов текучести материа 1ЛОВ заготовок при температуре электровысадки, при которой стык заготовок совмещается с основанием луковицы. На фиг.1 показаны заготовки из жаропрочной и конструкционной сталей на фиг.2 - промежуточная форма луковицы со сваренным стыком в момент, когда уменьшается мощность тока нагрева при электровысадке; на фиг.З окончательная форма набранной луковицы. Предлагаемый способ осуществляетс следующим образом. Заготовки из жаропрочной 1 и конструкционной 2 сталей поочередно размещают в агрегате электровысадки и набирают вначале луковицу из жаропрочного материала обычным путем. При перемещении стыка еще несваренных заготовок в зону электроконтакта в нем начинается про цесс контактной сварки. В момент сов мещения сварного стыка 3 с основание луковицы мощность тока нагрева умень шают в соотношении, равном соотношению пределов текучести заготовок при температуре злектровысадки луковицы. В результате конструкционная сталь 2 нагревается до меньшей температуры и при продолжении набора ме талла луковицы ее форма соответствуе 92 форме луковицы, полученной из однородного материала. Процесс набора металла луковицы заканчивается при двухкратном увеличении первоначальной площади сварного стыка 3. После этого производят штамповку тарелки клапана обычным путем. При этом сварной стык 3, сохраняя полученную площадь, перемещается в стержень клапана, им обеспечивается предельно высокая прочность сварного соединения, исключающая необходимость операции контроля. Например, на роторном агрегате электровысадки производился набор металла луковицы из заготовок 11,75 мм (стали 40Х10С2М и 40Х). Ход плунжера в агрегате от начала до завершения операции составлял 95 мм при усилии порядка 3 т. Мощность тока (средние значения силы тока 8000 А, на.пряжения 1,6 в) составляла 12,8 кВт, а по достижении стыка заготовок основание луковицы уменьшалось примерно, на 50% (средние значения силы тока 8000 А, напряжения 0,8 В). Уменьшение мощности тока определяется соотношением пределов текучести заготовок при температуре электровысадки луковицы 1150 + 30 С: жаропрочной стали порядка 2,3 кг/мм и конструкционной стали порядка 1,1 кг/мм, т.е. равным ,5. Завершающая операция чеканки тарелки клапана осув1ествлялась на, прессе К-844Б обычным путем. Качество сварного соединения контролировалось по опытной партии на макро- и микрошлифах осевых разрезов поковки клапана. Результаты контроля подтвердили безусловную стабильность высокого качества сварного соединения. Предлагаемый способ может быть использован для изготовления поковок клапана из однородного (некомпозиционного) материала, если это требуется по условиям производства, когда в распоряжении имеются отходы в виде стержней, меньшей длиной, чем это требуется для изготовления поковки. Таким образом, по предлагаемому способу получают поковку композиционного клапана высокого качества с использованием только агрегатов электровысадки. Исключение дополнительного оборудования обеспечивает повышение производительности изготовления поковки композиционного клапана.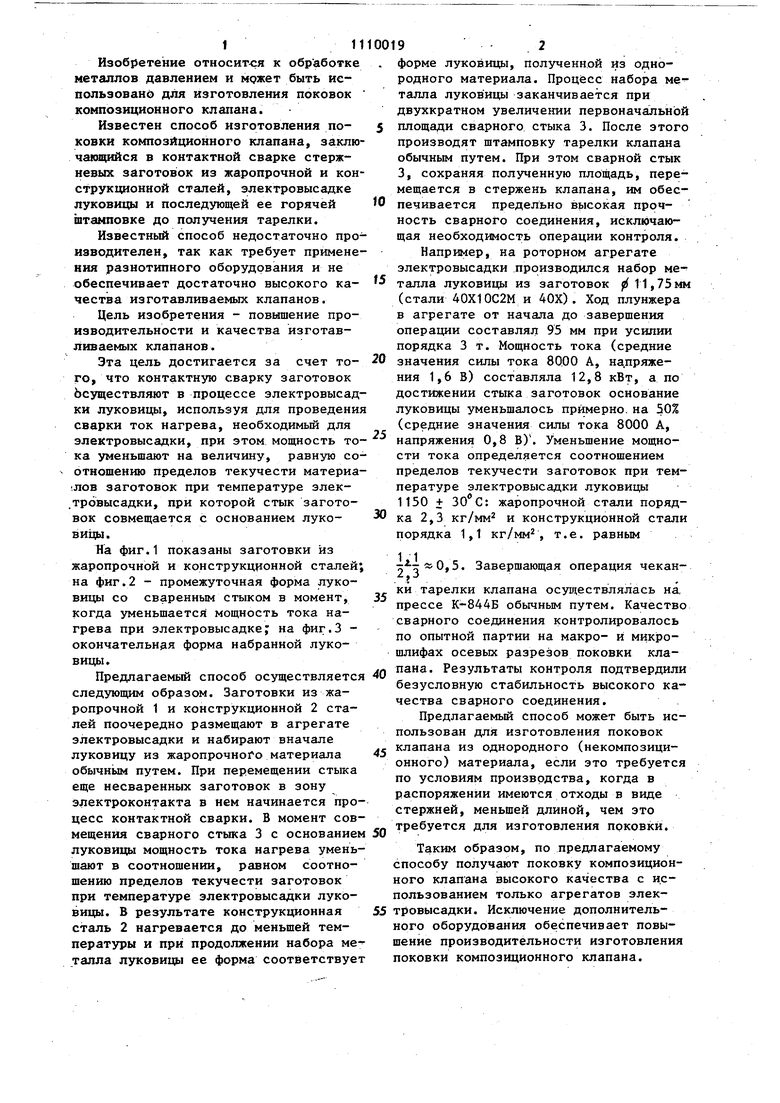
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковки композиционного клапана | 1979 |
|
SU1115305A1 |
| Способ изготовления горячей штамповкой клапана с биметаллической оболочкой | 1983 |
|
SU1183330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |
| ШАТУН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2232308C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ДЕТАЛЕЙ ЗАМКА БУРИЛЬНОЙ КОЛОННЫ | 2011 |
|
RU2465980C1 |
| ЛЕГКИЙ КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ИЗ КОМПОЗИЦИОННОГО ЖАРОПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ ТИТАНА И ЕГО ИНТЕРМЕТАЛЛИДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2437948C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1992 |
|
RU2048577C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОСТАВНОЙ ДЕТАЛИ ТИПА ПОКОВКИ ТАРЕЛЬЧАТОГО КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2589963C2 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ КОМПОЗИЦИОННОГО КЛАПАНА, заключающийся в контактной сварке стержневых заготовок из жаропрочной и конструкционной сталей, электровысадке луковицы и последующей ее горячей штамповке до получения тарелки, отличающийся тем, что, с целью повышения производительности.и качества изготавливаемых клапанов, контактную сварку заготовок осуществляют в процессе электровысадки, используя для проведения сварки ток нагрева, необходимый для электровысадки, при этом мощность тока уменьшают на величину, равную соотношению пределов текучести материалов заготовок при температуре электровысадки, при которой стык заготовок совмещается с основанием луковицы. (Л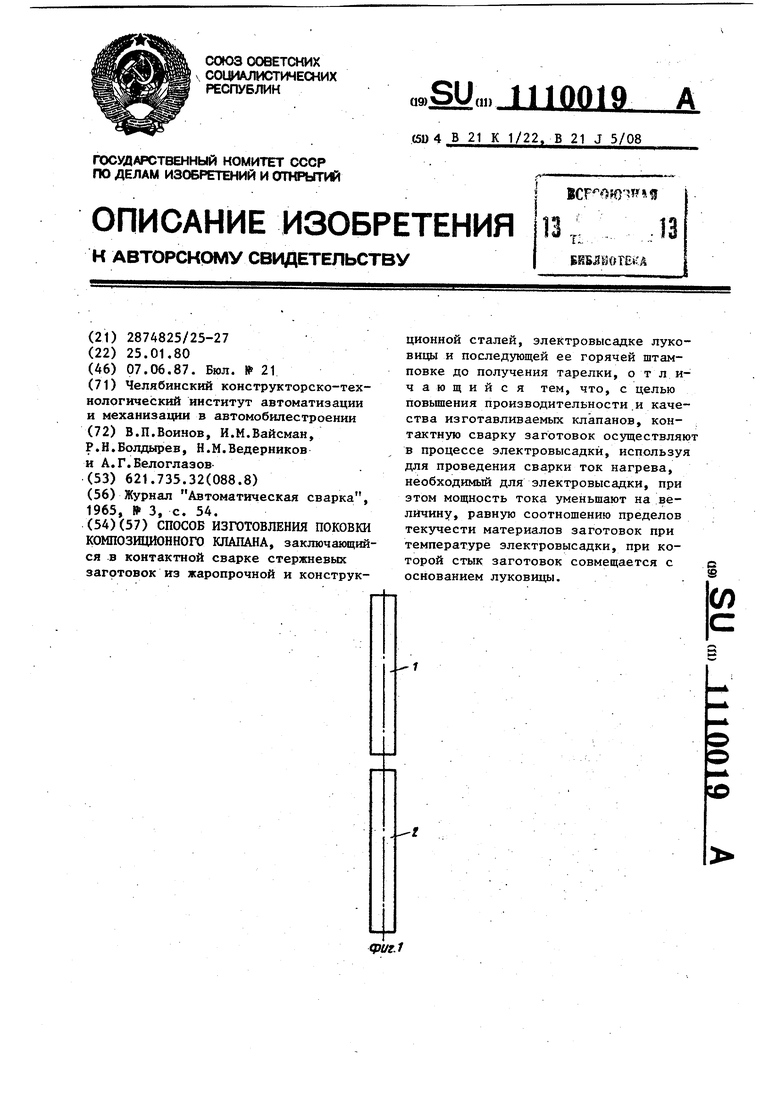
фиг. г
Фиг.З
| Журнал Автоматическая сварка, 1965, 3, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
