W
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковки композиционного клапана | 1980 |
|
SU1110019A1 |
| Способ изготовления горячей штамповкой клапана с биметаллической оболочкой | 1983 |
|
SU1183330A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ контроля процесса сварки трением | 1988 |
|
SU1696227A1 |
| Способ сварки трением | 1984 |
|
SU1232439A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |
| Способ контактной стыковой сварки | 1986 |
|
SU1425010A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 1994 |
|
RU2103131C1 |
| Машина для сварки трением | 1984 |
|
SU1191234A1 |

риг.1
1 1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок композиционного клапана.
Известен способ изготовления поковки композиционного клапана, заключающийся в сварке трением стержневых заготовок из жаропрочной и конструкционной сталей, злектровысадке луковицы и последующей qe горячей штамповке до получения тарелки.
Недостатком зтого способа является относительно низкая производительность, определяемая необходимостью соединения коротких заготовок диаметром, равным диаметру тарелки клапана Производство таких заготовок затруднено, и, кроме того, они требуют применения мощных зажимов в сварочном оборудовании и сравнительно больших затрат энергии при сварке. Кроме того, площадь сварного стыка в готовом клапане значительно больше, чем это необходимо, с учетом всех запасов прочности. Сокращение площади сварного соединения до оптимального значения позволило бы уменьшить кривизну, стыка и снизить тем самым возможные концентрации напряжений, улучшив в. целом качество поковки клапана.
Цель изобретения - повьш1ение качества изготавливаемых поковок и производительности.
Эта цель достигается за счет того, что электровысадку луковицы осуществляют до включения в ее объем сварного стыка и до получения площади поперечного сечения последнего, превьппающей исходную площадь поперечного сечения стыка в 1,8г2,2 раза.
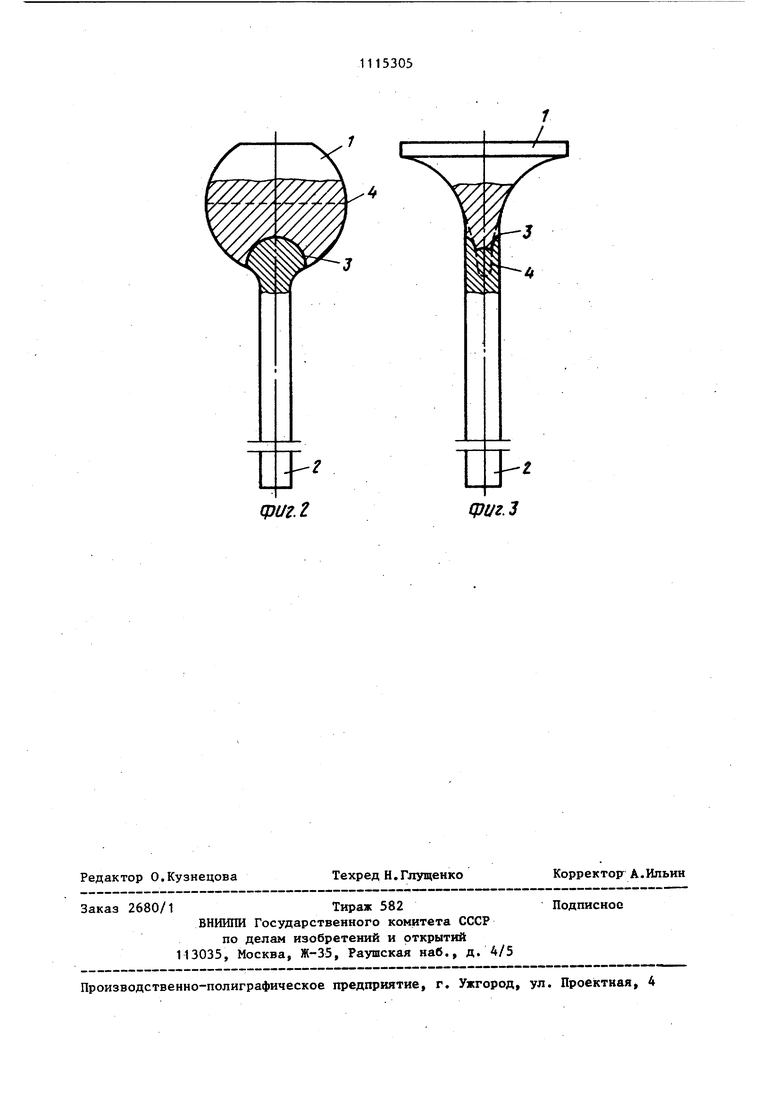
На фиг.1 показано сечение сваренных .трением заготовок из жаропрочной и конструкционной сталей (грат удален) j на фиг.2 - сечение сваренных заготовок, после электровысадки; на фиг.З - сечение поковки композиционного клапана, вьшолненного по предлагаемому способу.
На чертежах приняты следующие обозначения: 1 - заготовка иэ жаропрочной стали, 2 - заготовка из конструкционной стали, 3 - сварной стык, пунктиром 4 отмечено сечение стыка.
53052
выполненного без ограничения площади его при электровысадке.
Предлагаемый способ осуществляется следующим образом. На обычной машине
5 для сварки трением, используя только усилие нагрева, соединяют заготовки из жаропрочной 1 и конструкционной 2 сталей и удаляют сварочный грат. Затем на агрегате электровысадки проO изводят набор металла луковицы и далее штампуют тарелку клапана. В этом процессе форма сеяения луковицы получается стабильной и, следовательно, деформированный сварной стык 3
5 располагается всегда на одном и том же удалении от верхней части луковицы и также имеет стабильную площадь, размер которой определяется объемом жаропрочной стали при заданных пара0 метрах агрегата электровысадки.
Например, на роторном агрегате электровысадки производился набор металла луковицы из сваренных заготовок (11,75 мм), стали 40ХН и
ЭИ-992). Ход плунжера в агрегате от начала до завершения операции составлял 137 мм при усилии порядка 3 т. Регламентированное увеличение площади сварного стыка в пределах 1,8-2,2 раза от исходной площади стержня сохранялось стабильно при длине заготовки из жаропрочной стали, равной 135 мм, и высоте луковицы порядка 28 мм. Завершающая операция горячей штамповки
5 выполнялась в два перехода на прессе К 846Б обычным путем. Размеры площади сварного стьжа контролировали по опытной партии на макрошлифах осевых ра;зрезов поковки клапана.
0 в результате использования предлагаемого способа в качестве исходных взяты длинные заготовки диаметром, соответствующим диаметру стержня готового клапана.
5 Удобство зажима таких заготовок и возможность вьлолнять их сварку на машинах малых типоразмеров повьш1ают производительность способа и снижают затраты энергии. Ограничение
0 площади деформированного стыка приводит к снижению в нем концентрации напряжений в результате уменьшения его кривизны и удаления от галтели клапана, что повьщ1ает его качество.
| Способ изготовления изделий из разнородных трудносвариваемых материалов | 1979 |
|
SU803273A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
