Изобретение относится к обработ ке металлов давлением. Цель изобретения - повышение ра бочего ресурса клапана и экономичности технологии изготовления. На чертеже показана сваренная т нием заготовка клапана. Заготовка клапана содержит стер жень 1 из конструкционной стали тарелку 2 из жаропрочного материал .и сварной стык 3. Внутри полости заготовки тарелки 2 клапана находи ся элемент 4 заготовки стержня 1 и спрессованные опилки 5 теплопровод ного материала, например, меди. Способ осуществляется следующим образом. До сварки трением заготовку тар ки 2 из жаропрочного материала зап няют медными опилками (возможна стружка), после чего их прессуют осевгм усилием, необходимым для св ки трением заготовки клапана,, используя в качестве пуансона заготовку стержня 1 с элементом 4, .Элемент 4 выполняется преимущественно заодно с заготовкой стержня 1 . Элемент 4,принадлежащий заголовк стержня 1,выполняется с обратной конусностью, причем максимальное сечение конуса, соответствующее диаметру полости в тарелке, не должно превьшать минимальное более, чем а 4 раза по диаметру. При сварке, в процессе передачи осевого усилия и относительного вращения заготовок 1 и 2, высокий момент трения в стыке элемента 4 И спре.ссованной массы опилок 5 приводит к отрыву элемента 4 от заготовки 1, вследствие чего элемент 4, эффективно передавая осевое усилие не вращается отно-г сительно спрессованной массы опилок 5. В конце процесса сварки основного стыка 3 элемент 4 вновь соединяется с заготовкой 1, так как и в этом месте все это время также происходит процесс сварки трением. При этом относительно небольшая площадь контакта заготовки t к элемента 4 не может нарушать качества сварного соединения основного стыка 3 . После изготовления клапана она подается на горячую штамповку. Температура и усилие горячей штамповки окончательно превращают предварительно спрессованные опилки меди в однородную массу теплопроводного материала. , Прессование стружки большими, усилиями (усилие нагрева и проковки при сварке трением) превращает ее в брикет, что исключает наличие излишков воздуха, присуЧ щее неспрессованной стружке, и иаличие бокового зазора в случае использования заполнителей, выполненных в виде стрежня, которые могут нарушить форму изделия в процессе горячей штамповки или непосредственно после нее. Прессование производится в процессе сварки трением, а не на дополнительы(ж прессе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковки композиционного клапана | 1979 |
|
SU1115305A1 |
| Способ изготовления поковки композиционного клапана | 1980 |
|
SU1110019A1 |
| ГОРЛОВОЕ КОЛЬЦО ДЛЯ СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2015116C1 |
| Способ изготовления водоохлаждаемой оправки прошивного стана в виде двухслойного полого тела и штамп для его осуществления | 2023 |
|
RU2804236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| ЛЕГКИЙ КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ ИЗ КОМПОЗИЦИОННОГО ЖАРОПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ ТИТАНА И ЕГО ИНТЕРМЕТАЛЛИДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2437948C1 |
| ПУСТОТЕЛЫЙ ТАРЕЛЬЧАТЫЙ КЛАПАН | 2013 |
|
RU2615885C1 |
| ПОЛЫЙ ТАРЕЛЬЧАТЫЙ КЛАПАН | 2014 |
|
RU2641870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КЛАПАНОВ | 2015 |
|
RU2604548C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕЙ ; ШТАМПОВКОЙ КЛАПАНА С БИМЕТАЛЛИЧЕСКОЙ ОБОЛОЧКОЙ из заготовки, содержащей соединенные сваркой трением стержень из конструкционной стали и тарелку из У/ I С:.,. жаропрочного металла, имеющую внутри полость, заполненную теплопроводным: материалом, отличающийся тем, что, с целью повышения рабочего ресурса клапана и экономичности технологии изготовления, стержень выполняют с хвостовиком в виде усеченного обратного конуса с диаметром максим-льного сечения, соответствующим диаметру полости в тарелке и превьшающим диаметр.минимального сечения не более чем в четыре раза, в качестве теплопроводного материала используют опилки или стружку из отходов металлообработки, засыпают их в полость до торцов тарелки клапана и прессуйт осевым усилием в процессе сварки трением с помощью хвостовика стержня. 00 со 00 со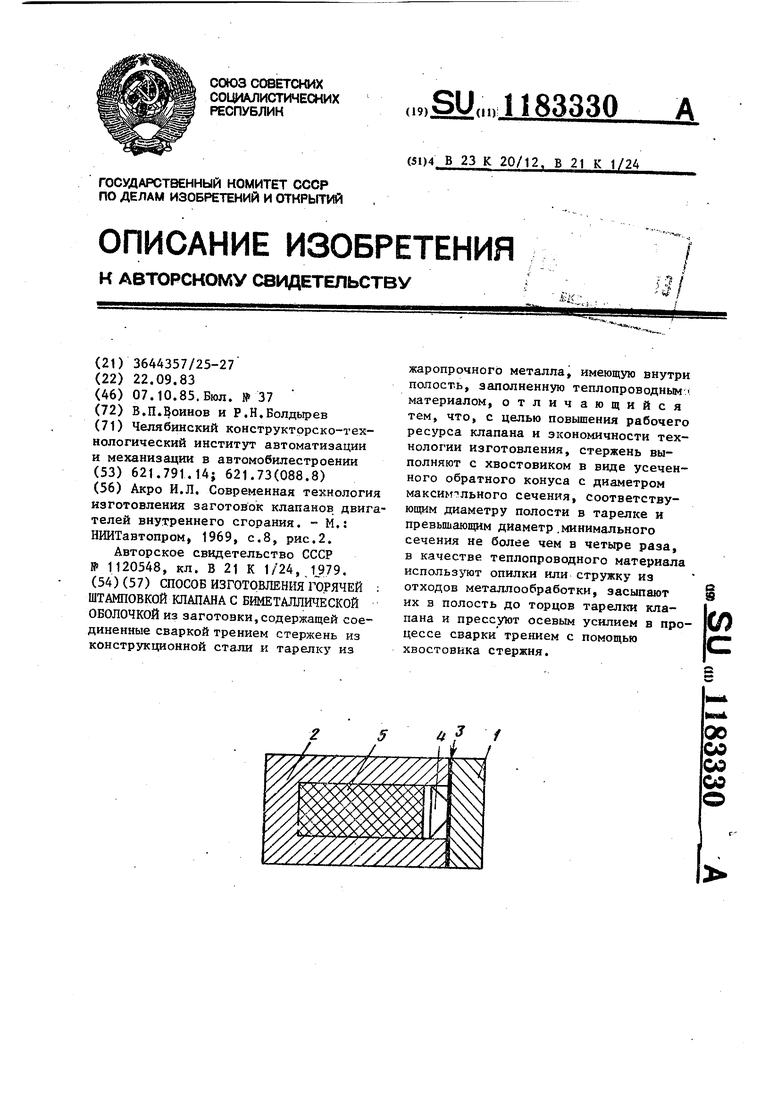
| Акро И.Л | |||
| Современная технология изготовления заготовок клапанов двигателей внутреннего сгорания | |||
| М.: НИИТавтопром, 1969, с.8, рис.2 | |||
| Способ изготовления биметаллических тарельчатых клапанов | 1979 |
|
SU1120548A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
