Станки ДЛЯ заточки спиральных CBCp.i с суп11О этами шлифова.мьных кругов, расположенными на столе, получающем качательные движени ; относительно обрабатываемых сверл, закрепляемых п)ужннными зажммами в неподвижных опорных призмах, известны.
Особенностью предлагаемого станка для выработки стружколомных канавок на 1)ежутих кромках спиральных сверл является соединение между собой суппортов, несупшх ппифовальиые круги, валом, снабженным на каждой его половине винтовой нарезкой с OTnoHieiuieM гнагов нарезки как 1 :2. Такое выполнение станка обеспечш ает автоматическую установку шлифовальных кругов относительно опорных призм для выборки канавок на /з и -/з д.тин режун1И кромок при изменении диаметра затачиваемых сверл.
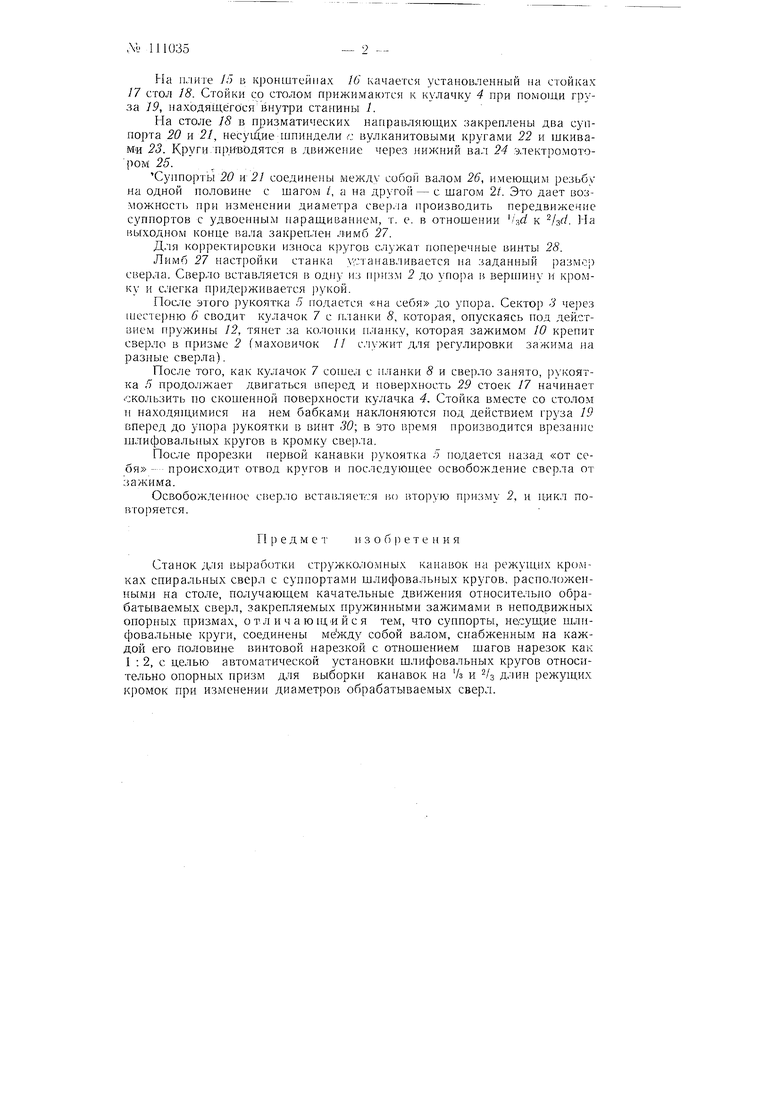
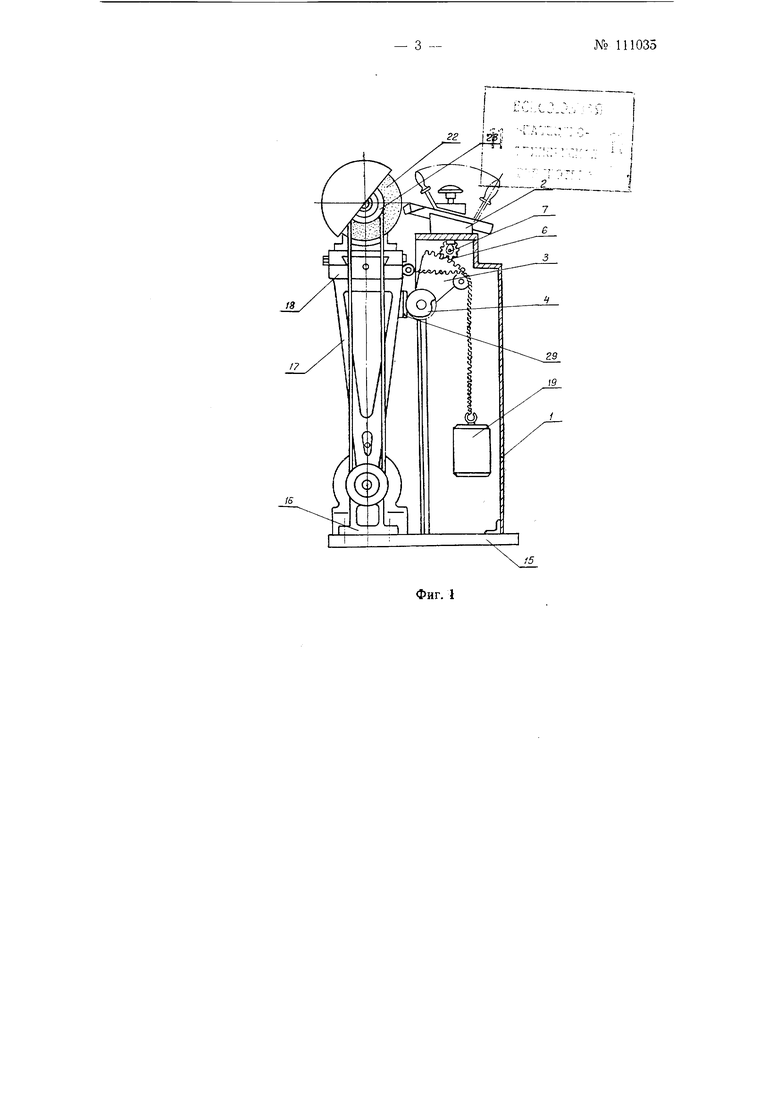
На фиг. 1 показан предлагаемый станок, вид сбоку; на фш- 2- то же, вид свер.чу; на фиг. 3 - вид по стрелке Л на фиг. 2; на фиг. 4 дана схема управления станком; на фиг. 5 изображена отдельно призма с упорами.
На станине / укреплены две призмы 2 под углом так, что и1Л1к1)ова.тьный круг и режущая кромка сверла образуют прямой уго.ч.
На станине / закреплен также зубчатый сектор 3 с кулачком 4. Ось сектора и кулачка жестко связана с рукояткой Я.
Зубчатый сектор 3 сцеплен с пшстерней 6, на оси которой у::таиовле.т кулачок 7.
При повороте шестерни 6 кулачок 7 поднимает планку 8 и планку 9, связанные собой колонками.
В верхней планке 5 находится регулируемый зажим 10 с маховичком 11. Для возвращения планок S и 5 в нижнее положение и для зажима сверла служит пружина 12. Призмы 2 имеют упоры: 13 д.мя осевой и 14 Д.ЛЯ угловой фиксации -сверла.
ль 111035
На плите 15 в кронштейнах 16 качается установленный на стойках 17 стол 18. Стойки со столом прижимаются к кулачку 4 при помощи груза 19, находящегося внутри станины 1.
На столе 18 в призматических направляющих закреплены два суппорта 20 и 21, несу1Дие гппиндели с вулкаиитовыми кругами 22 и шкивами 23. Круги приводятся в движение через нижний вал 24 электромотором 25.
Суппорты 20 н 21 соединены между собой валом 26, имеющим резьбу на одной половине с шагом /, а на другой - с шагом 2/. Это дает возможность при изменении диаметра caep.ia производить передвижение суппортов с удвоенным наращиванием, т. е. в отношении /зС к . На выходном конце вала закреплен 27.
Для корректировки износа к)угов служат поперечные винты 28.
Лимб 27 настройки станка устанавливается на заданный |5азмор сверла. Сверло вставляется в одну из призм 2 до ynojia в вергпину и кромку и слегка придерживается рукой.
Носите Э1ОГО рукоятка 5 подается «на себя до упора. Сектор 3 че1)ез нсстерню 6 сводит кулачок 7 с планки 8, которая, опускаясь под действием пружины 12, тянет за колонки планку, которая зажимом 10 крепит сверло в призме 2 (маховичок // служит для регулировки зажима па разные сверла).
После того, как кулачок 7 сошел с планки 8 и сверло занято, )укоятка 5 продолжает двигаться вперед и поверхность 29 стоек J7 начинает скользить по скошенной поверхности кулачка 4. Стойка вместе со столом 11 паходяи1,имися на нем бабками наклоняются под действием груза 19 вперед до упора рукоятки в винт 30; в это время производится врезаппе щлифовальных кругов в кромку сверла.
После прорезки первой канавки рукоятка 5 подается иазад «от себя - происходит отвод кругов и последующее освобождение сверла от зажима.
Освобож.ченнос сверло вставляется во вторую нризму 2, и цикл повторяется.
Г1 р е д м е т и з о б р е т е н и я
Станок для выработки стружколомных канавок на режущих кромках спиральных сверл с суппортами щлифовальных кругов, расположенными на столе, получающем качательные движения относительно обрабатываемых сверл, закрепляемых пружинными зажимами в неподвижных опорных призмах, отличающийся тем, что суппорты, несущие шлифовальные круги, соединены между собой валом, снабженным на каждой его половине винтовой нарезкой с отношением шагов нарезок как 1 : 2, с целью автоматической установки щлифовальных кругов относительно опорных призм для выборки канавок на /з и -/з длин )ежущих кромок при изменении диаметров обрабатываемых сверл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для автоматической заточки спиральных сверл | 1930 |
|
SU25062A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2006 |
|
RU2365481C2 |
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| Станок для шлифования канавок винтового режущего инструмента | 1981 |
|
SU1058493A3 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Устройство для конической заточки сверл по методу уошборна | 1971 |
|
SU596422A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |

вид по cmpefixefl
о
4 V Фиг. 3
22 3 г
