Изобретение предназначено для шлифован-ия канавок и снинок сверл с цилиндрическим хвостовиком на закаленных заготовках и может быть использовано в инструментальной промышленности.
Известны автоматы для шлифования канавок и спинок сверл, на станине которых установлены бабка изделия и шлифовальная бабка для обработки канавок, механизмы загрузки и выгрузки.
Предлагаемый автомат отличается от известных тем, что он снабжен дополнительной шлифовальной бабкой, круг которой смонтирован с осевым смещением со стороны, противоположной кругу шлифовальной бабки канавок.
Такое выполнение автомата позволяет совмещать операции шлифования канавок и спинок сверл.
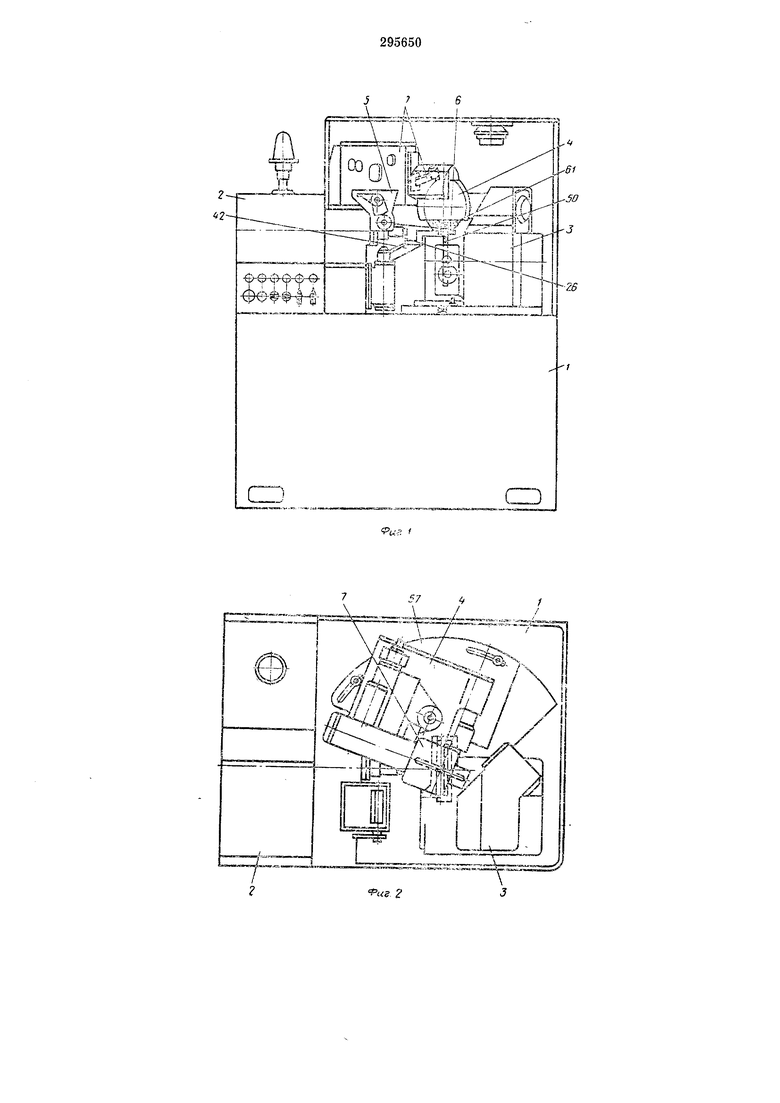
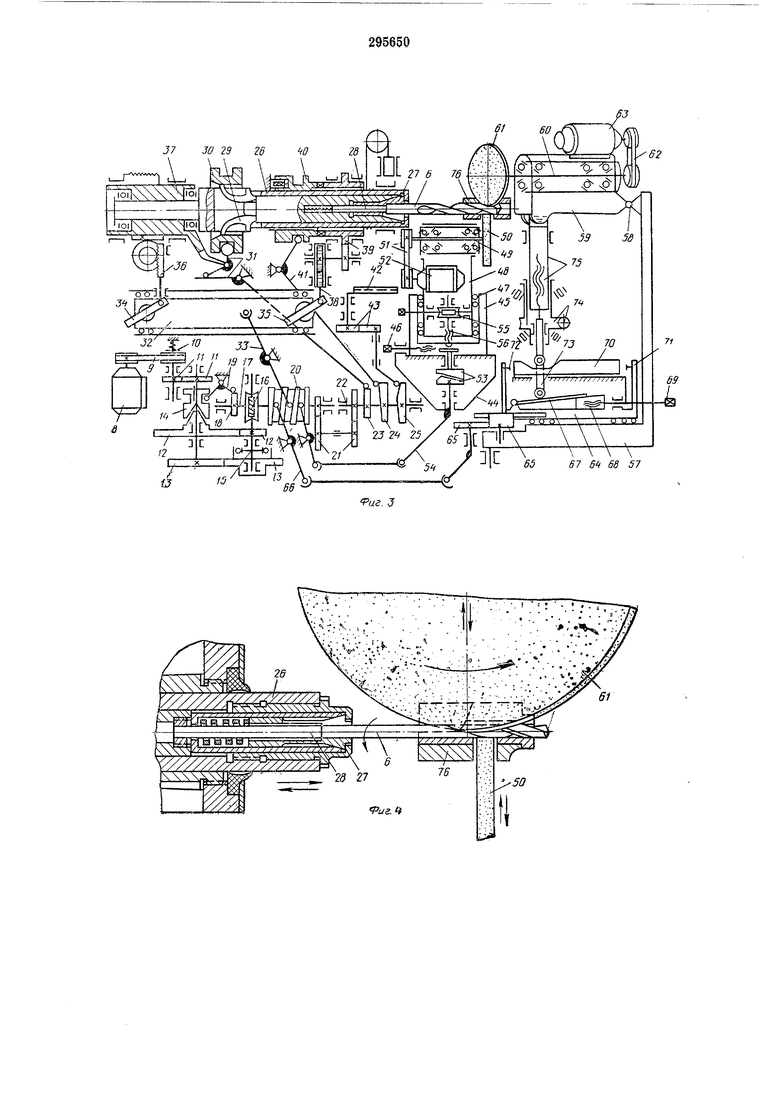
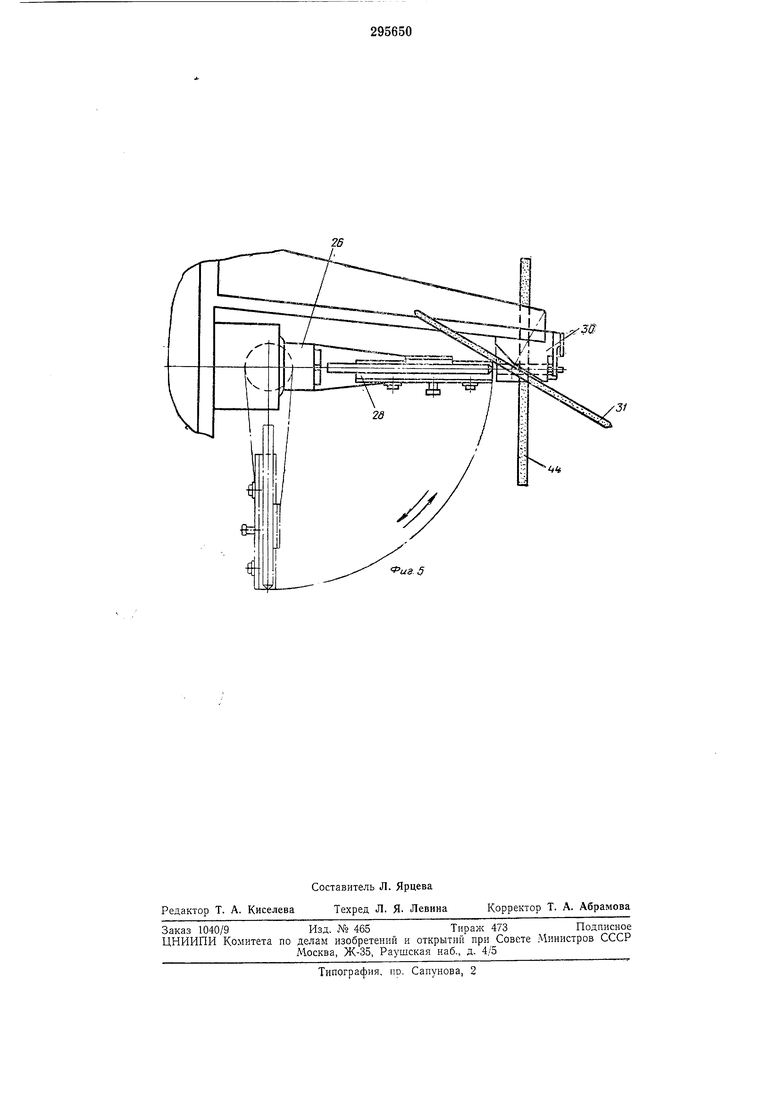
На фнг. 1 и 2 изображен предлагаемый автомат; на фиг. 3 - то же, его кинематическая схема; на фнг. 4 - схема шлифования канавок и сгринок сверл; на фиг. 5 - схема загрузки сверл механической рукой.
Основанием автомата является тумба /, на которой установлены бабка изделия 2, бабка 3 шлифовальная спиночная, бабка 4 шлифовальная канавочная. На бабке изделия установлен механизм 5 загрузки заготовок 6. На бабке 4 установлен механизм 7 правки. В тумбе располагаются распределительные валы и механизмы их привода.
Механизм привода распределительных валов состоит из электродвигателя 8, ременной передачи 9, предохранительной муфты 10, зубчатых передач 11-13, фрикционной муфты 14 н муфты 15 обгона и червячной передачи 16, привода основного распределительного вала 17. На валу 17 установлены кулачок 18 переключения фрикционной муфты 14 посредством рычага 19, кулачковый барабан 20 привода механизмов бабки изделия спиночной и канавочной шлифовальных бабок. Вал 17 зубчатыми передачами 21 приводит вспомогательный распределительный вал 22, на котором установлены кулачок 23 разжима цанги, кулачок 24 деления и кулачок 25 механический руки. В корпусе бабки изделия установлены
шпиндель 26 с цанговым патроном 27, выталкивателем 28 заготовок и механизмом зажима, состоящим из рычажков 29, муфты 30 и рычагов 31, каретка 32, приводимая рычагом 55 от кулачкового барабана 20 с двумя синусными линейками 34 н 35, обеспечивающими осевое и вращательное движения шпинделя 26. Линейка 34 посредством зубчатых передач 36 и пиноли 57 перемещает шпиндель 26 в осевом направлении, а линейка 55 посредством
щательное движение. Двузубная муфта 40 рычагом 41 связана с кулачком 24 и обеспечивает деление на 180°.
Механизм 5 загрузки обеспечивает поштучную выдачу закаленных цилиндрических заготовок в механическую руку 42, получающую движение от кулачка 25 рычажно-зубчатым механизмом 43. Спиночная шлифовальная бабка 3 состоит из плиты 44, стойки 45, перемешаюш.ейся вдоль оси шпинделя 26 винтом 46 и имеющей вертикальные шариковые направляющие 47, по которым перемещается корпус 48 со шлифовальной головкой 49, шлифовальным кругом 50, приводимым ременной передачей 51 от электродвигателя 52.
Отвод шлифовального круга 50 от заготовки осуществляется торцевой муфтой 53, системой рычагов 54, связанной с кулачковым барабаном 20. Установка щлифовального круга 50 осуществляется червячной 55 и винтовой 56 парами.
Механизмы компенсации износа и автоматической правки известной конструкции на схеме не показаны.
Канавочная щлифовальная бабка 4 состоит из поворотного основания 57, с которым шарниром 58 соединен корпус 59 шлифовальной головки 60 со шлифовальным кругом 61, приводимым ременной передачей 62 от электродвигателя 63. Отвод шлифовального круга по окончании шлифования канавки и для создания требуемого подъема сердцевины осуществляется кареткой 64, приводимой зубчатыми передачами 65 и системой рычагов 66, от кулачкового барабана 20.
Регулирование величины подъема сердцевины осуществляется линейкой 67, клином 68 и винтом 69, смонтированными на каретке 64. Копир 70, установленный в поворотном основании 57 и перемешаемый упорами 71 и 72, связанными с кареткой 64, обеспечивает посредством толкателя 73 подъем и опускание шлифовальной головки 60. Установка шлифовального круга 61 производится червячной 74 и винтовой 75 парами. Заготовка во время обработки перемещается во втулке 76.
Предлагаемый автомат работает следующим образом.
Заготовки 6 укладываются в магазин механизма загрузки, откуда поштучно выдаются в механическую руку 42, которая посредством рычажно-зубчатого механизма 43 и кулачка 25, поворачиваясь, устанавливает их перед щпинделем 26.
Шпиндель 26, двигаясь вперед, захватывает хвостовую часть заготовки цанговым патроном 27 и зажимает ее. Механическая рука 42 возвращается в исходное положение, а шпиндель 26, ускоренно двигаясь дальше, вводит заготовку во втулку 7 и с рабочей подачей двигает заготовку между сведенными шлифовальными кругами 50 и 61. Шпиндель 26 при этом имеет враш,ательное , что в сочетании с осевым обеспечивает создание спиралей требуемых параметров. Происходит шлифование первой канавки и спинки.
Осевое и вращательное движение шпинделя 26 осуществляется посредством зубчато-реечных передач 36, 38, 39 от синусных линеек 34 и 35, установленных на каретке 32, имеющей постоянный ход, осуществленный кулачковым барабаном 20 посредством рычага 33. Изменением углов наклона синусных линеек 34 и
35 достигается регулирование параметров спирали в щироких пределах без сменных элементов.
После окончания шлифования первой канавки и спинки шлифовальные круги 50 и 61 разводятся для осуществления деления при отводе шпинделя 26. Отвод спиночного щлифовального круга 50 осуществляется кулачковым барабаном 20 посредством системы рычагов 54 и торцевой муфты 53.
Отвод канавочного щлифовального круга 61 осуществляется кулачковым барабаном 20 посредством системы рычагов 66, зубчато-реечной передачи 65 и каретки 64, которая в конце перемещения вперед упором 7 переместит
копир 70. Последний, своим скосом воздействуя на толкатель 73, поднимет щлифовальную головку 60.
С целью повыщения производительности автомата все вспомогательные движения выполняются при ускоренном вращении распределительных валов, что осуществляется фрикционной муфтой 14, управляемой кулачком 18, рычагом 19 и обгонной муфтой 15. В конце отвода щпинделя в исходное положение двузубая муфта 40 деления выводится из зацепления с зубчатым колесом 39, которое, продолжая вращаться, обгоняет шпиндель до тех пор, пока зубья муфты 40 заскочат во впадины зубчатого колеса 39, осуществив тем
самым деление на 180°.
Муфта приводится рычагом 41 от кулачка: 24.
Шпиндель вновь перемещается вперед, шли-г фовальные круги сводятся, и производится;
щлифование второй канавки и спинки. В концевторого отвода щпинделя назад цанга разжимается, и толкатель 28 выбрасывает прошлифованную заготовку. Разжим цанги осуществляется кулачком 23
посредством рычагов 31, перемещающих муфту 30, воздействующую рычажками 29 на цанговый патрон. Зажим цанги осуществляется пружиной (см. фиг. 3).
Предмет изобретения
Автомат для шлифования канавок и спинок сверл, на станине которого установлены бабка изделия и шлифовальная бабка для обработки канавок, механизмы загрузки и подачи,
отличающийся тем, что, с целью совмещения операций шлифования канавок и спияок сверл, он снабжен дополнительной шлифовальной бабкой, круг которой смонтирован с осевым смещением со стороны, противоположной кру 42ь Я - fi 5/
SO
i J-4-iL4 u f / i,
Nli( r I г /хд-: -..JjrJ
I фц . -.Tl
..b Sfe :/ :::2±-ilJl
14.1-«;„4 гг-ft -(
4-1 I
i.tf i -.1
ttMvri. - , :
26
Ml MM
illW...l11I
M ,.
,j- -- --;-- - j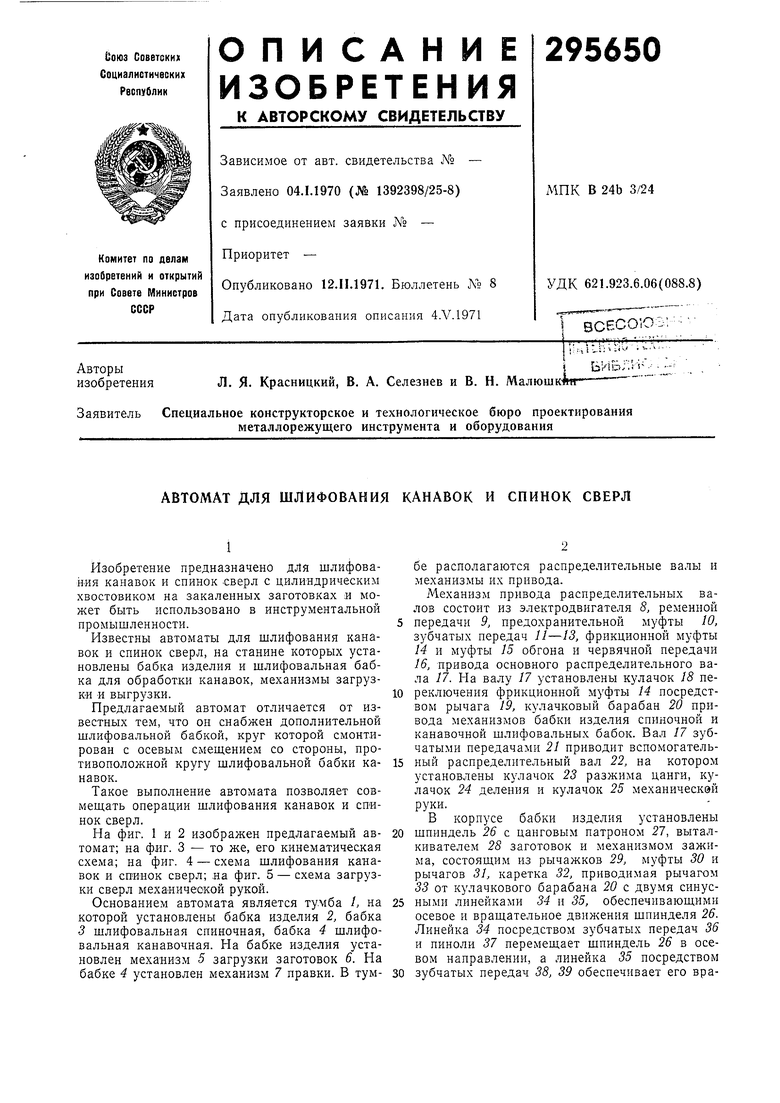

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Автомат для обработки изделий | 1982 |
|
SU1174233A1 |
| Станок для шлифования канавок и спинок сверл | 1984 |
|
SU1274907A1 |
| Автомат для шлифования перьев и заточки углов перового сверла часового производства | 1960 |
|
SU145146A1 |
| Автомат для заточки сверл по винтовой поверхности | 1959 |
|
SU129957A1 |
| Станок для фрезерования канавок и спинок спирального сверла | 1986 |
|
SU1349893A1 |
| Устройство для шлифования рабочих поверхностей инструмента | 1970 |
|
SU498149A1 |
| Автомат для чистовой обработки конического конца стержня малого диаметра (например, пуансона, цапф оси) | 1959 |
|
SU124333A1 |
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ НА РАДИОТЕХНИЧЕСКИХ НЕПРОВОЛОЧНЫХ СОПРОТИВЛЕНИЯХ | 1964 |
|
SU214321A1 |
CD
CD 37 30 29 26W ,:-. / il. V ,. - . . - -.IT S JHR HHMSss. , ,,, , , ,ФгУ ivvsv J л ч xLlc (T TTTclTxTy VXXXy///yT yy)VJ в У/////// уУ // : 2д 27 fus.it 65S7 W 68 57 --. . ...;
30
ч
5
