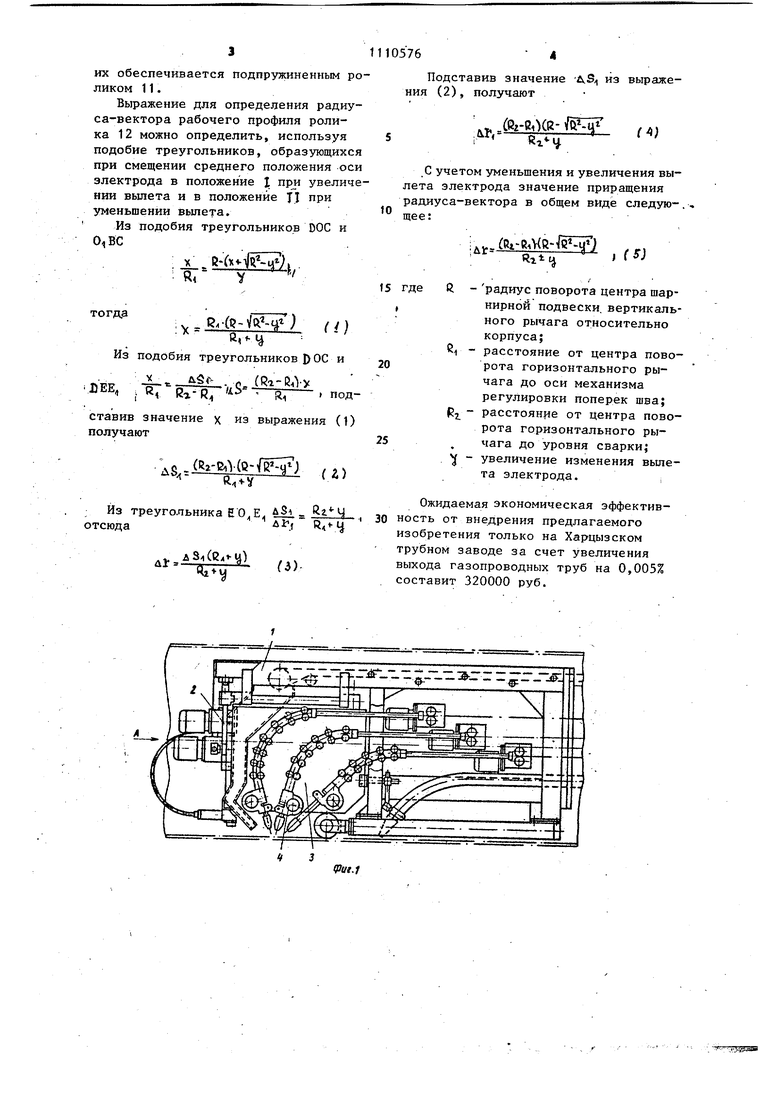
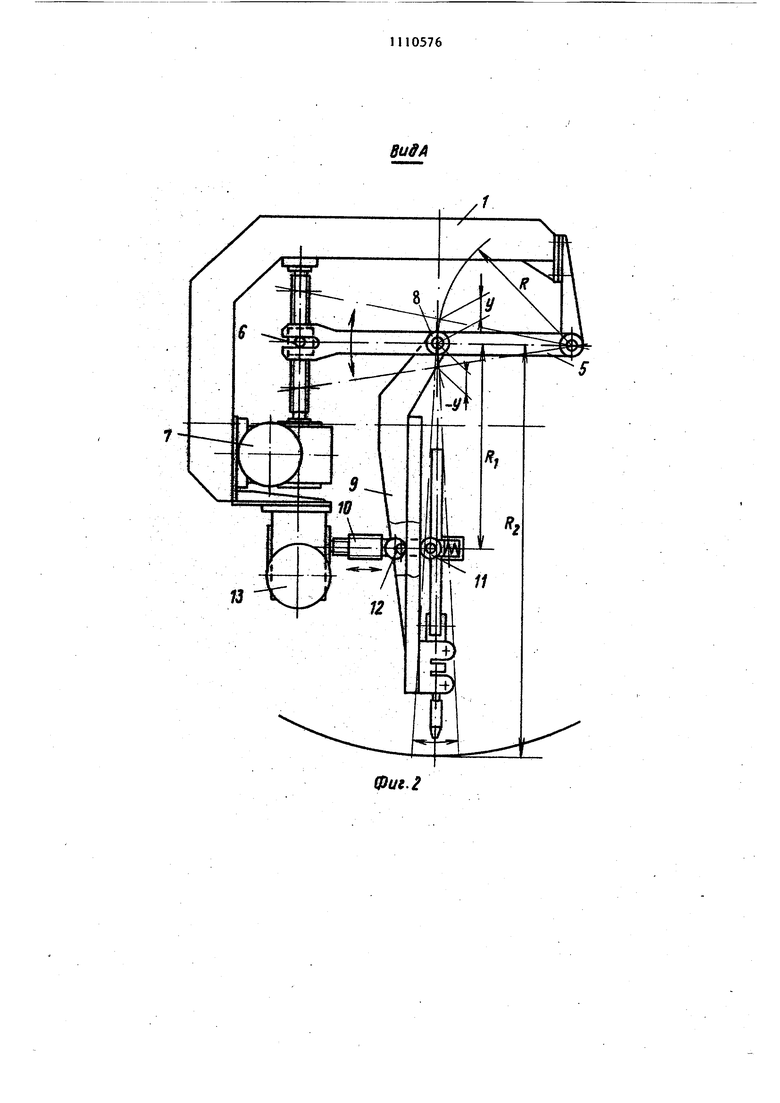
Изобретение относится к оборудованию для дуговой сварки и может быть использовано в устройствах такого типа, предназначенных в первую очередь для работы в ограниченном пространстве, например при свар ке внутренних швов труб. Известно устройство для дуговой сварки, содержащее корпус и смонтиI рованнуго на нем сварочную головку, соединенную с приводами регулировки вылета электрода и слежения за стыком в поперечном направлении, снабженными взаимно перпендикулярными ходовыми винтами 1. Недостатком известного устройств является изменение вылета электрода при поперечной корректировке горелки при сварке продольных швов труб. Цель изобретения - повышение качества сварки путем стабилизации положения электрода относительно, свариваемого стыка при сварке продольных швов труб с внутренней стор ны. , . Постайленная цель достигается те что устройство для дуговой сварки, содержащее корпус и смонтированную на нем сварочную головку, соединенную с приводами регулировки вылета электрода и слежения за стыком в поперечном направлении, снабженными взаимно перпендикулярными ходовыми винтами, снабжено корректирующим механизмом, выполненным в виде двух рычагов и двухроликового упора смонтированного на ходовом винте привода поперечного слежения с возможностью поступательного перемещения вдоль оси ходового винта, при этом один рычаг одним своим концом шарнирно соединен с корпусом, а дру гим - с ходовым винтом привода регу лщзовки вылета электрода, второй рычаг одним концом шарнирно соедине с первым рычагом и установлен между роликами двухроликового упора, сварочная головка установлена на свобо ном конце второго рычага, один из роликов двухроликового упора подпру жинен в сторону другого ролика, выполненного в виде кулачка с переменным радиусом-вектором дг рабочего профиля, описываемого выражени (CrMlHiSD. 76 где расстояние между осями шарниров рычагов; расстояние между осью шарнира второго рычага и линией, соединяющей оси роликов; расстояние между осью шарнира второго рычага и концом электрода; величина изменения вьшета электрода, Нафиг. 1 приведено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема, поясняющая геометрическую зависимость радиуса-вектора рабочего профиля кулачка от параметров механизма регулировки. Устройство имеет корпус 1, на ко-, тором посредством корректирующего механизма 2 удерживается подвеска 3 со сварочной головкой 4. Корректирующий механизм 2 содержит горизонтальный рычаг 5, шарнирно закрепленный одним концом на корпусе 1, а вторым связан с подвижным элементом, в данном случае гайкой 6 механизма 7 регулировки вылета электрода. На рычаге 5 посредством шарнирного соединения 8 подвешен вертикальньй рычаг 9, несущий сварочную головку 4. Рычаг 9 удерживается двухроликовым упором 10, в котором ролик 11 подпружинен, а ролик 12 выполнен в виде кулачка с переменным радиусом-вектором рабочего профиля. Упор 10 является подвижным элементов привода 13 слежения за стыком, закрепленного на корпусе 1. Устройство работает следующим образом.. При корректировке выпета электроа сварочной головки 4 привод 7 оворачивает рычаг 5 относительно корпуса 1 на некоторый угол. Шарнирное соединение 8, перемещаясь по адиусу О- , поднимает или опускает ычаг 9 на величину Y от среднего оложения. При этом для устранения мещения конца электрода со свариаемого стыка рычаг 9 дополнительно мещается по горизонтали на неободимую величину, взаимодействуя с оликом 12, который обкатывается по ычагу 9 без проскальзывания. Надежьй контакт рычага 9 с роликом 12 и безлюфтовое взаимодействие
их обеспечивается подпружиненным роликом 11.
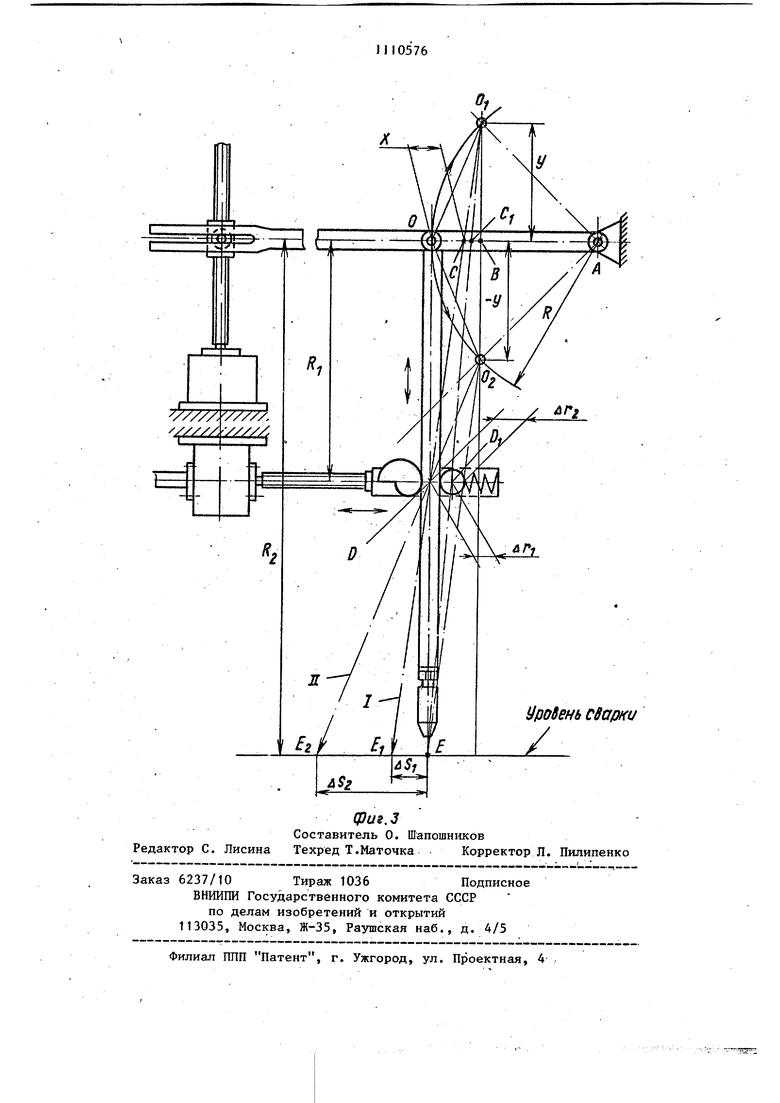
Выражение для определения радиуса-вектора рабочего профиля ролика 12 можно определить, используя подобие треугольников, образующихся при смещении среднего положения оси электрода в положение I npji увеличении вылета и в положение JJ при уменьшении вылета.
Из подобия треугольников DOC и OiBC
X JJ-Ctv fF- A . R Y
;v С.)
:
й
подобия треугольников DОС и
,,с,1В2:1М:У.
V
i R, ПОДRa-R,
ставив значение х из выражения (1) получают
(г(-{) fi)
Д&
R.y
Из треугольника Е О. Е. Si Й. отсюда l «4
,,..3 М)
Подставив значение AS из выражения (2), получают
Сбг-В КК- Vu-f (А)
ДГ,
С учетом уменьшения и увеличения вылета электрода значение приращения радиуса-вектора в общем виде следующее:
:,,Л.ЛЫ ,
(S)
ft - радиус поворота центра шаргденирной подвески, вертикального рычага относительно корпуса;
Й1 - расстояние от центра поворота горизонтального рычага до оси механизма регулировки поперек шва;
pj - расстояние от центра поворота горизонтального рычага до уровня сварки; - увеличение изменения вылета электрода. ,
Ожидаемая экономическая эффектив30 ность от внедрения предлагаемого изобретения только на Хагоызском трубном заводе за счет увеличения выхода газопроводных труб на 0,005% составит 320000 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1985 |
|
SU1219301A1 |
| Устройство для сварки горизонтальных швов трубчатых колонн | 1982 |
|
SU1016125A1 |
| Устройство для дуговой сварки внутренних продольных швов труб | 1985 |
|
SU1291324A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для автоматической сварки | 1985 |
|
SU1222472A1 |
| АВТОМАТ ПОДВЕСНОГО ТИПА ДЛЯ ДУГОВОЙ СВАРКИ | 1972 |
|
SU326026A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Способ сварки поворотных спиральных и кольцевых стыков цилиндрических изделий | 1982 |
|
SU1098726A1 |
УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ, содержащее корпус и смонтированную на нем сварочную головку, соединенную с приводами регулировки вылета электрода и слежения за стыком в поперечном направлении, снабженными взаимно перпендикулярными ходовыми винтами, отличающееся тем, что, с целью повышения качества сварки путем стабилизации положения электрода OTHOCI тельно свариваемого стыка при сварке продольных швов труб с внутренней стороны, устройство снабжено корректирующим механизмом, выполненным в виде двух рычагов и двухроликового упора, смонтированного на ходовом винте привода поперечного слежения с возможностью поступательного перемещения вдоль оси ходового винта, при этом один рычаг одним своим KOHuo f шарнирно соединен с корпусом, а д1зугим - с ходовым винтом привода регулировки вылета электрода, второй рычаг одним концом шарнирно соединен с первым рычагом и установлен между роликами двухроликового упора, сварочная головка установлена На свободном конце второго рычага, один из роликов двз хроликового упора подпружинен в ctopoHy другого ролика, выполненного в виде кулачка с переменным радиусом-вектором Д1г рабочего профиля, описываемого выражеО) нием - (gi-RO(gig4) ДГ Rz± .V где R - расстояние между осями шарниров рычагов; Я;, - расстояние между осью шарнира второго рычага и лиО нией, соединяющей оси сд роликов; sl Rj - расстояние Между осью шарнира второго рычага и концом электрода; W - величина изменения вылета электрода.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической сварки | 1980 |
|
SU893486A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
