1
Изобретение относится к конструкциям устройств, применяемых в составе оборудования для автоматической дуговой сварки неплавящимс электродом, и может быть использовано, например, в транспортном, химическом, нефтяном машиностроен
Целью изобретения является повышение качества сварки путем ста билизации длины дуги механизмом ее регулирования и расширение технологических возможностей устройсва путем обеспечения сварки соединений без отбортовки кромок.
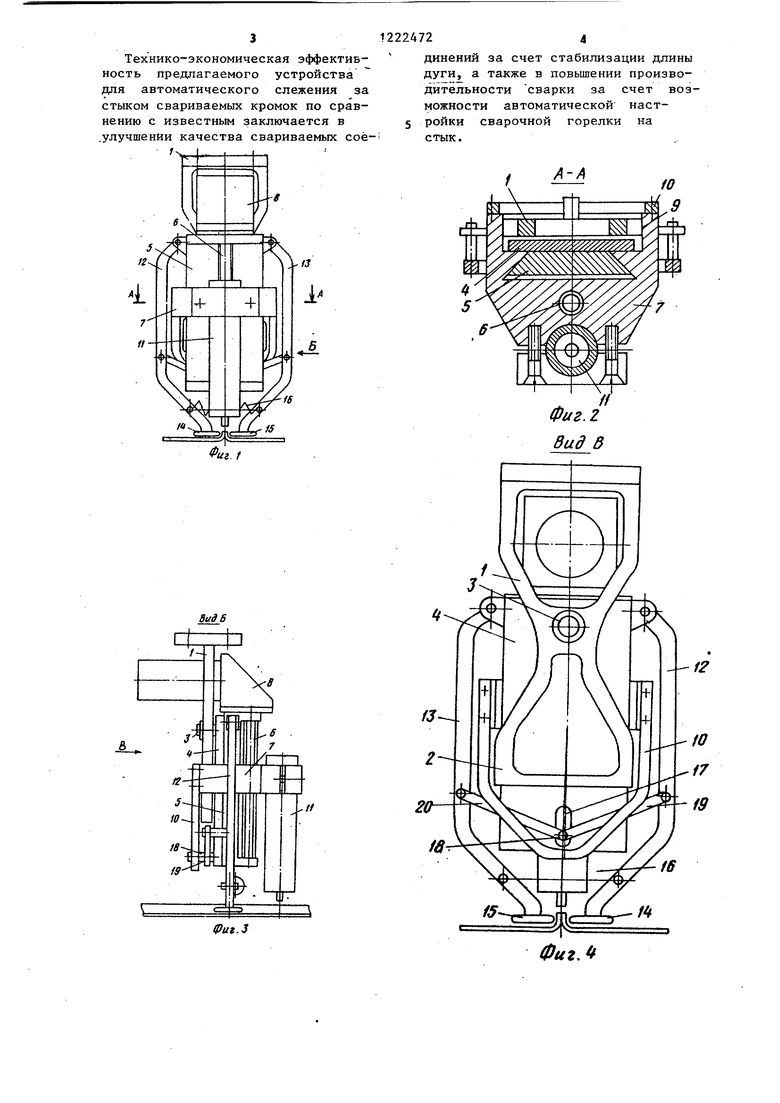
На фиг. 1 показано устройство, общий вид на фиг. 2 - разрез А-А на фиг . 1J на фиг. 3 - вид Б на фиг. 1J на фиг. 4 - вид В на фиг. на фиг. 5 - вид В (при верхнем положении каретки суппорта); на фиг. 6 - вид В (при нижйем положении каретки суппорта).
Устройство (фиг. .1-4) содержит пус 1 с выступами 2, на котором с пмощью шарнира 3 закреплена пластина 4. На пластине 4 установлен супорт вертикального перемещения горелки, состоящий из направляющих 5 (например, типа ласточкин хвост), ходового винта 6 и карет 7 с автономным приводом 8.
На каретке 7 смонтированы упо- ры 9, скоба 10 и сварочная горелк 11. На пластине 4 шарнирно устанолены два рычага 12 и 13, концы корых снабжены копирными роликами 14 и 15 и соединены пружиной 16. пластине 4 вьшолнен паз 17, в котром размещен палец 18, шарнирно соединяющий тяги 19 и 20, другими концами соединенные с рычагами 12 и 13.
Устройство может быть применено, например, как рабочий орган сварочного робота и может выполнять функции средства адаптации путем компенсации неточности установки изделия.
Устройство для автоматического сложения за стыком свариваемых кромок работает следующим образом.
Перед настройкой устройства на стык с отбортовкой каретку 7 суппорта устанавливают в крайнее верхнее положение с помощью привода 8. При этом закрепленная на каретке 7 скоба 10 перемещает вверх палец.18, который посредством тяг 19 и 20
0
5
разводит в стороны рычаги 12 и 13 с копирными роликами 14 и 15.
При установке устройства на стык каретку 7 со скобой 10 опускают вниз и рычаги 12 и 13 с роликами 14 и 15 под действием пружины 16 сводятся и обжимают кромки стыка, при этом палец 18 перемещается вниз по пазу 17.
В процессе сварки ролики 14 и 15 обкатьшаются по наружной поверхности отбортовки стыка и при смещении оси стыка относительно корпуса 1 сварочного автомата стойка 4 с 5 помощью тяг 19 и 20 повернется на шарнире 3 и установится строго по середине между роликами 14 и 15, т.е. ось свариваемого стыка совпадает с осью сварочной горелки 11. При этом заданная длина дугового промежутка поддерживается автоматической системой регулирования напряжения дуги, исполнительным элементом которой является привод 8 суппорта.
Взаимное расположение скобы 10 каретки 7 и Псшьца 18 выбрано так, что при регулировке напряжения дуги они не взаимодействуют.
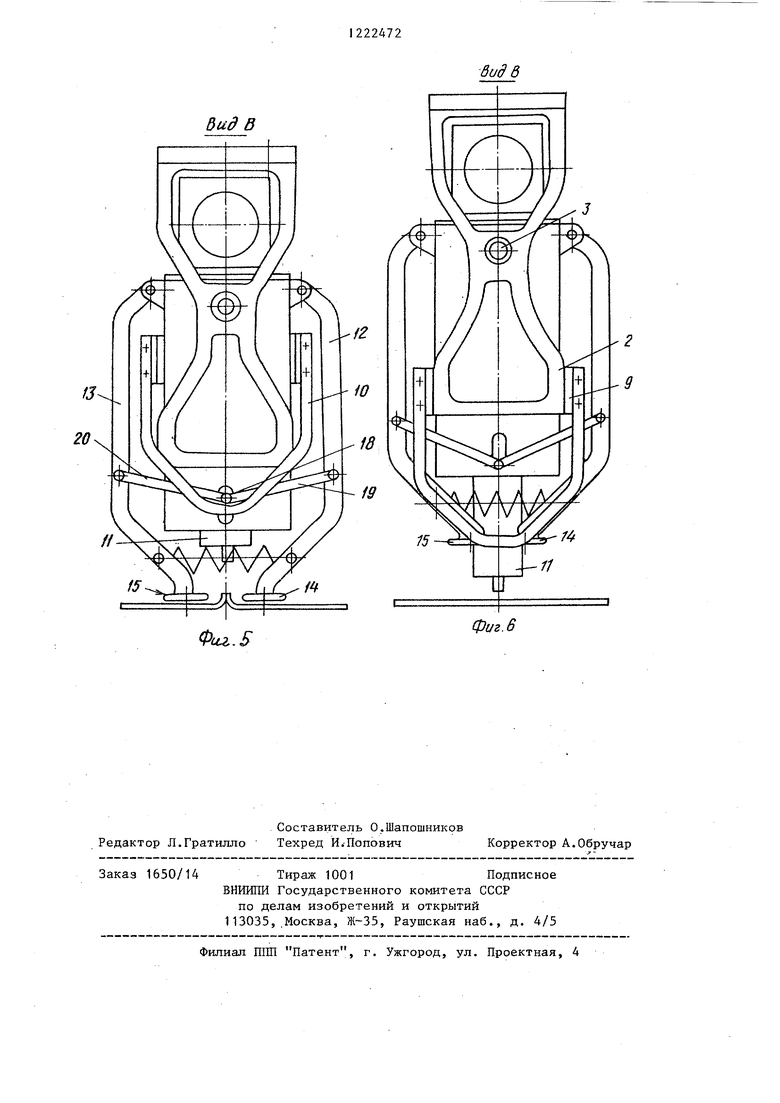
По окончании процесса сварки каретка 7 суппорта перемещается приводом 8 вверх и разводит рычаги 12 и 13 с роликами 14 и 15 (фиг. 5).
Для проведения сварки по стыку без отбортовки кромок каретка 7 с горелкой 11 перемещается вниз настолько, чтобы вывести горелку 11 ниже плоскости, в которой находятся ролики 15 и 16. При этом упоры 9 на каретке 7 входят в контакт с выступами 2 корпуса 1 и скользят по ним. Этим обеспечивается фиксация стойки 4 с суппортом от поворота на шарнире 3 (фиг. 6). Причем длина контактирующих поверхностей обеспечивает возможность регулировки длины дуги в заданных пределах.
5
0
5
0
Таким образом, использование механизма регулирования длины дуги позволяет повысить качество сварного сЪединения, а использование привода механизма регулирования длины дуги для разведения копирных роликов и фиксации стойки относительно корпуса позволяет автоматизировать процесс настройки на стык и расширить технологические возможности устройства.
Технико-экономическая эффективность предлагаемого устройства для автоматического слежения за стыком свариваемых кромок по сравнению с известным заключается в .улучшении качества свариваемых сое- }
иг f
Вид В
Фиг.З
12224724
динений за счет стабилизации длины дуги, а также в повышении производительности сварки за счет возможности автоматической наст- 5 ройки сварочной горелки на i стык.
А-А
ФигЛ
Вид В
Феи. 5
2
9
Фиг. 6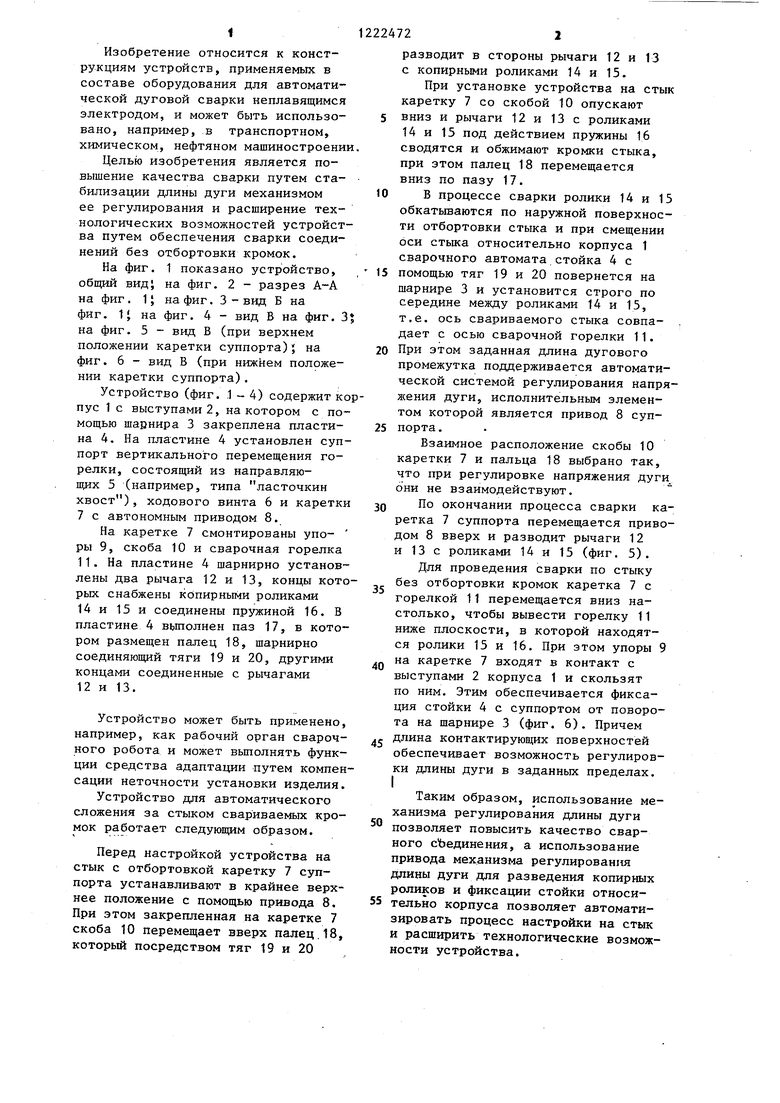
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРИ Of СОЮ ЗНАЯШ;Т;:;1Л:0-;;.Х^^;г;?МйЯБИБЛИОТЕКА | 1971 |
|
SU322247A1 |
| Устройство для сварки | 1989 |
|
SU1787727A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2067518C1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1981 |
|
SU1000203A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм настройки сварочной головки на стык | 1972 |
|
SU470380A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
