(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки | 1983 |
|
SU1171259A2 |
| Сварочная горелка | 1977 |
|
SU700302A2 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Сварочная горелка | 1977 |
|
SU664783A1 |
| Сварочное устройство | 1981 |
|
SU988505A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для двухдуговой сварки | 1977 |
|
SU623685A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
| Устройство для слежения за стыком при сварке продольного шва свальцованной из ленты трубы | 1979 |
|
SU863270A1 |


1
Изобретение относится к дуговой сварке, в частности к оборудованию для автсмлатической сварки со слежением за свариваемым стыком.
Известно устройство для -сварки, состоящее из сварочной головки и системы слежения свариваемых кромок, которая содержит датчик слежения с копирующим щупом, перемешивающимся в разделке между свариваемыми кромками, и два исполнительных механизма, корректирующие положение электрода относительно стыка по вертикали и по горизонтали в соответствии с электрическими командами этого датчика р..
Известно устройство для автоматической сварки угловых и стыковых швов со слежением за стыком, содержащее тележку с механизмом перемещения, установленную на ней горелку с токопроводящим мундштуком, датчик слежения, суппорты перемещения горелки во взаимно перпендикулярных направлениях с приводами и систему преобразования сигналов датчика в команды на эти приводы 2.
Однако у известных устройств недостаточно высокое качество сварки из-за снижения точности направления
электрода по стыку при износе токопроводящего мундштука.
Цель изобретения - улучшение качества сварки путем сохранения точности направления электрода по стыку при износе токопроводящего мундштука.
Поставленная цель достигается тем, что в устройстве для автоматит
10 ческой сварки угловых и стыковых швов со слежением за стыком, содержащем тележку, с механизмом перемещения, установленные за ней горелку с токопроводящим мундштуком, датчик
15 слежения, суппорты перемещения горелки во взаимно перпендикулярных направлениях с приводами и систему преобразования сигналов датчика в команды на эти приводы, датчик сле20жения снабжен стаканом с буртом и сферической внутренней поверхностью, установленным снаружи корпуса датчика, а в стенке стакана в плоскости, перпендикулярной его оси, под углом
25
90 расположены две цилиндрические пружины и два соосных им регулирующих винта, при этом стакан связан с корпусом датчика слежения штиф. том, установленным под углом 45 к 30 оси упомянутых пружин в месте касания буртом стакана поверхности корпуса датчика.
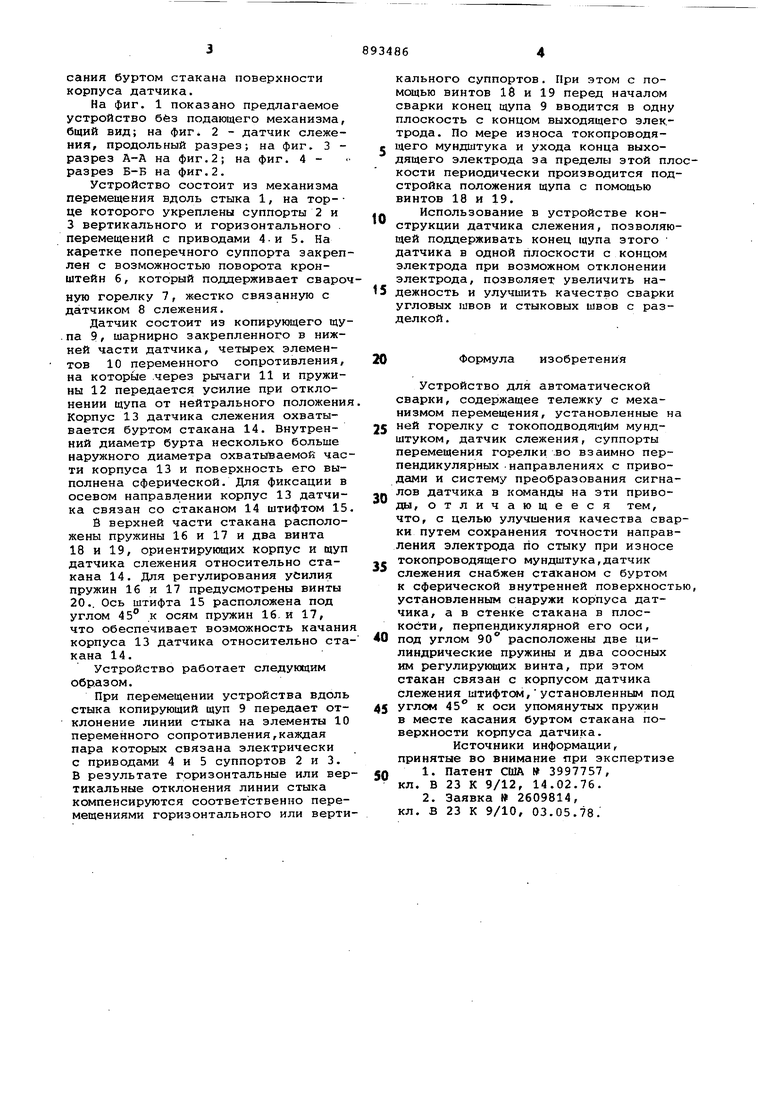
На фиг. 1 показано предлагаемое устройство без подающего механизма, бщий вид; на фиг 2 - датчик слежения, продольный разрез; на фиг. 3 разрез А-А на фиг.2; на фиг. 4 разрез Б-Б на фиг.2.
Устройство состоит из механизма перемещения вдоль стыка 1, на тор- це которого укреплены суппорты 2 и 3 вертикального и горизонтального перемещений с приводами 4-и 5. На каретке поперечного суппорта закреплен с возможностью поворота кронштейн б, который поддерживает сварочную горелку 7, жестко связанную с датчиком 8 слежения.
Датчик состоит из копирующего щу.па 9, шарнирно закрепленного в нижней части датчика, четырех элементов 10 переменного сопротивления, на которые .через рычаги 11 и пружины 12 передается усилие при отклонении щупа от нейтрального положени Корпус 13 датчика слежения охватывается буртом стакана 14. Внутренний диаметр бурта несколько больше наружного диаметра охватываемой части корпуса 13 и поверхность его выполнена сферической. Для фиксации в осевом направлении корпус 13 датчика связан со стаканом 14 штифтом 15 Ё верхней части стакана расположены пружины 16 и 17 и два винта 18 и 19, ориентирующих корпус и щуп датчика слежения относительно стакана 14. Для регулирования усилия пружин 16 и 17 предусмотрены винты 20.. Ось штифта 15 расположена под углом 45 к осям пружин 16. и 17, что обеспечивает возможность качани корпуса 13 датчика относительно стакана 14.
Устройство работает следующим образом.
При перемещении устройства вдоль стыка копирующий щуп 9 передает отклонение линии стыка на элементы 10 переменного сопротивления,каждая пара которых связана электрически с приводами 4 и 5 суппортов 2 и 3. В результате горизонтальные или вертикальные отклонения линии стыка компенсируются соответственно перемещениями горизонтального или вертикального суппортов. При этом с помощью винтов 18 и 19 перед началом сварки конец щупа 9 вводится в одну плоскость с концом выходящего электрода. По мере износа токопроводя« щего мундштука и ухода конца выходящего электрода за пределы этой плоскости периодически производится подстройка положения щупа с помощью винтов 18 и 19.
Использование в устройстве конструкции датчика слежения, позволяющей поддерживать конец щупа этого датчика в одной плоскости с концом электрода при возможном отклонении электрода, позволяет увеличить надежность и улучшить качество сварки угловых швов и стыковых швов с разделкой .
Формула изобретения
Устройство для автоматической сварки, содержащее тележку с механизмом перемещения, установленные на
ней горелку с токоподводящйм мундштуком, датчик слежения, суппорты перемещения горелки во взаимно перпендикулярных направлениях с привоДс1ми и систему преобразования сигналов датчика в команды на эти приводы, отличающееся тем, что, с целью улучшения качества сварки путем сохранения точности направления электрода по стыку при износе
токопроводящего мундштука,датчик слежения снабжен стаканом с буртом к сферической внутренней поверхностью, установленным снаружи корпуса датчика, а в стенке стакана в плоскости, перпендикулярной его оси,
под углом 90 расположены две цилиндрические пружины и два соосных им регулирующих винта, при этом стакан связан с корпусом датчика слежения штифтом,установленным под
углом 45° к оси упомянутых пружин в месте касания буртом стакана поверхности корпуса датчика.
Источники информации, принятые во внимание при экспертизе
/б
f7
