Изобретение относится к электроэрозионной обработке и может быть использовано для получения в деталях нескольких отверстий или профильных s пазов, расположенных под различными углами к оси детали.
Известно приспособление для обработки пазов во втулках, содержащее кассету для деталей, вьтолненную в (О виде корпуса, которая устанавливается в направляющие основания до неподвгашого упора и закрепляется. После обработки деталей с одной стороны кассету раскрепляют, поворачивают 15 на 180° и производят дальнейшую обработку 1.
Недостатком .известного устройства является невозможность получения в деталях нескольких отверстий-или 20 пазоз, расположенных под различными углами относительно друг друга без раскрепления деталей, что снижает точность обработки.
Цель изобретения - расширение 25 технологических возможностей устройства.
Указа1гная цель достигается тем, .что устройство для электроэрозионной обработки, содержащее основание с ЗО жестк1-см и подвижным упорами и с направляющими для многоместной кассеты, имеющей корпус, подвижные элементы для крепления деталей и механизм крепления кассеты, снабжено двумя подвиж- 35 ньми зубчатыми рейками с регулируемыми упорами, установленными в корпусе параллельно друг другу, а подвижные элементы выполнены в виде симметричных лсрестообразных рычагов, установ- 40 ленных двумя плечами в корпусе кассеты с возможностью поворота при взаимодействии двух других плеч с указанными зубчатыми рейками.
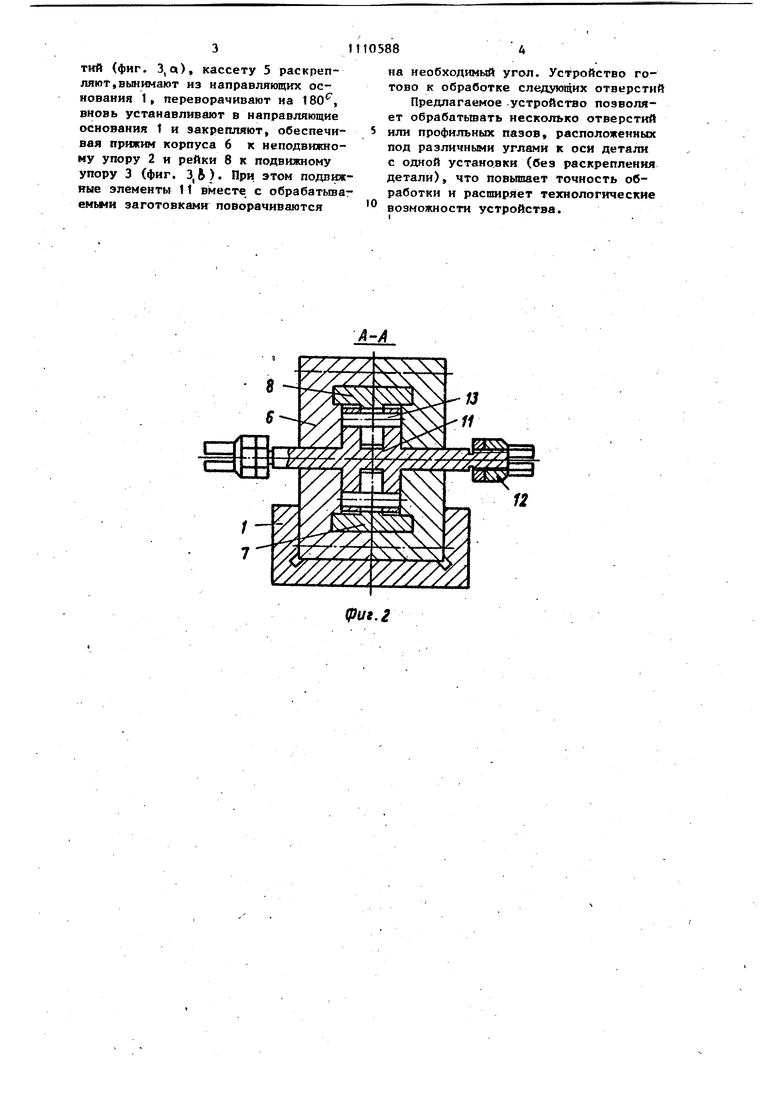
На фиг. 1 изображено предлагаемое 45 устройство, общий вид, на фиг. 2 разрез А-А на фиг. 1, узел установки подвижного элемента, на фиг. 3 - схема работы устройства (варианты).
Устройство состоит и-з основания 1 с неподв1Екным 2 и подвижным 4 упорами, закрепленными на основании вин , тами 4.
В направляющих основания 1 закреплена кассета 5, состоящая из разъемного корпуса 6, в пазу которого установлены параллельно друг другу рейки 7 и 8 с регулируемыми упорами 9 и 10. Рейки связаны между собой подвижными элементами 11, выполненными в виде симметричных крестообразных рычагов. Два плеча с резьбовьми концами для установки сменных насадок 2 (например цанг) для крепления обрабатьгоаемь х деталей .устанавливаются в отверстия корпуса 6. В пазах других плеч подвижного элемента 11 размещены рейки 7 и 8, взаимодействующие с осями 13.
Приложение сил механизма крепления (не показан) указано стрелками Б и В.
Настройка устройства осу цествляется следующим образом.
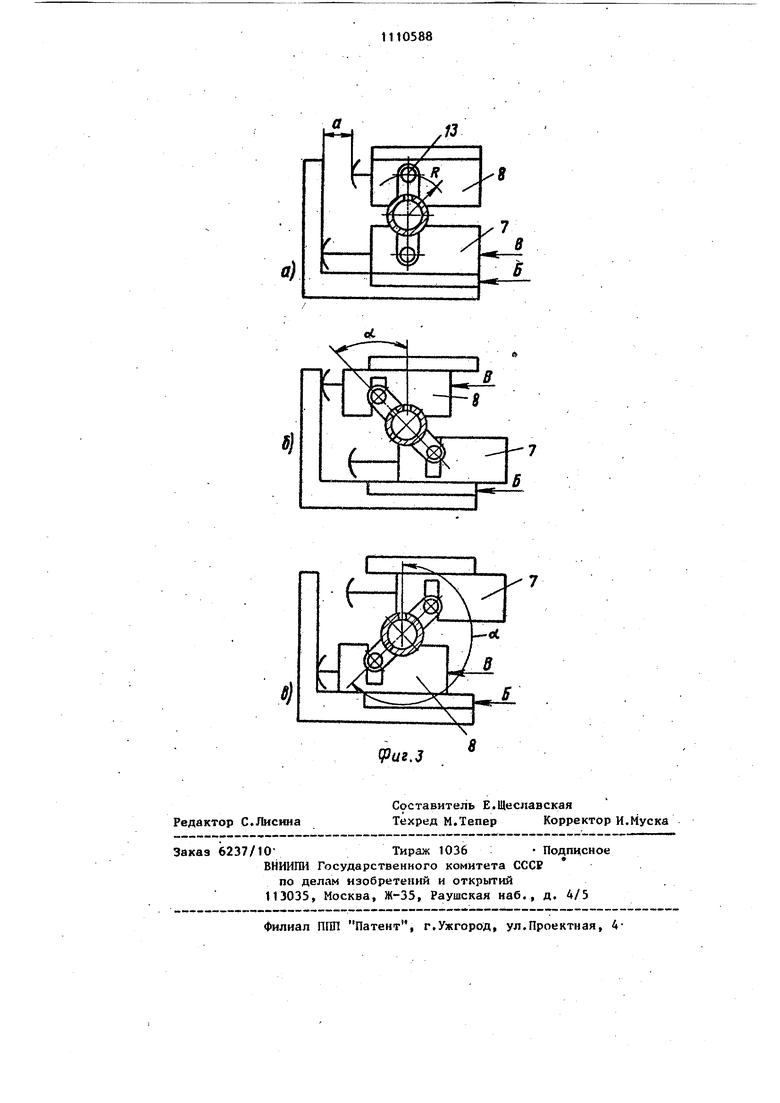
Кассету 5 деталей устанавливают в направляющие основания 1 до неподвижного упора 2 и закрепляют. Затем регулировкой подвижного упора 3 и регулируемых упоров 9 и 10 осуществляют грубую настройку зазора я между подвижным упором 3 и регулируемьм упором 10, после чего, закрепив подвижный упор 3 винтами 4 и прижав к нему регулируемый упор 9 рейки 7, регулируемым упором 10 осуществляют точную настройку зазора а (например при помощи мерных плиток), который определяют по формуле а JR sina.| , где R - радиус поворота оси 13 (фиг. 3,р), ct - угол между обрабатываемыми отверстиями (фиг. Зс/).
Устройство работает следующим образом.
Кассету 5 с обрабатываемыми заготовками устанавливают в направляющие основания 1 и закрепляют. Механизм крепления обеспечивает прижим корпуса 6 к неподвижному упору 2 и регулируемого упора 9 рейки 7 к подвижному упору 3 (соответственно стрелкам Б и В на фиг. 1).
Осуществляют обработку первого отверстия (фиг. 3|а).
Если угол сС мокцу осями обрабатываемых отверстий менее 90°, рейку 7 раскрепляют, а рейку 8 подают к упору 3. При этом зубья рейки 8, действуя на оси 13, заставл яют подвижные элементы 11 поворачиваться. Выбрав зазор О( , р(ейка 8 упирается в упор 3, обеспечив поворот подвижньрс элементов 11 с обрабатываемыми деталями на необходимьй угол для обработки следующих отверстий (фиг. 3,f
При угле м между осями обрабатываемых отверстий более 90, после обработки в деталях первых отверстий (фиг. 3, си), кассету 5 раскрепляют, вынимают из направляющих основания 1, переворачивают на 180, вновь устанавливают в направляющие основания 1 и закрепляют, обеспечивая прижим корпуса 6 к неподвижному упору 2 и рейки 8 к подвижному упору 3 (фиг. 3,ft). При этом подвижные элементы 11 вместе с обрабатьшаг емьми эаготовками поворачиваются
на необходимый угол. Устройство готово к обработке следующих отверстий
Предлагаемое .устройство позволяет обрабатьюать несколько отверстий или профильных пазов, расположенных под различными углами к оси детали с одной установки (без раскрепления детали), что повышает точность обработки и расширяет технологические возможности устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1983 |
|
SU1110589A1 |
| Многоместное устройство для крепления деталей при электроэрозионной обработке | 1978 |
|
SU772779A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU781001A1 |
| Манипулятор | 1984 |
|
SU1212779A1 |
| Приспособление кассетного типа для установки заготовок | 1987 |
|
SU1528638A1 |
| Устройство для вырубки интегральной схемы из выводной рамки | 1982 |
|
SU1061890A1 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| Устройство для вырубки интегральных схем | 1984 |
|
SU1169767A1 |
ЗАЖИМНОЕ УСТРОЙСТВО, например, для электроэрозионной обработки, содержащее основание с жестким и подвижным упорами и с направляющими для многоместной кассеты, в которой размещены подвижные элементы для крепления деталей и механизм крепления кассеты, отличающееся тем, что, с целью расширения технологиче(ких возможностей устройства, оно снабжено двумя подвииогыми зубчатыми рейками с регулируемыми упорами, установленными в корпусе параллельно друг друга, неподвижные Элементы выполнены в виде симметричных крес- тообразынх рычагов, установленных . плечами в корггусе кассеты с возможностью поворота при взаимодействии двух других плеч с указанными зубчатьми рейками,. „-
jbL
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОСОЕ Н.П | |||
| Станочные приспособления | |||
| М., Машиностроение, 1968, с.,96, фиг | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
