«
Изобретение относится к промьшленности химических волокон, в частности к оборудованию для производства нитей из термопластичньк полимеров.
Известен агрегат для производства нитей из термопластичных полимеров, содержащий узел формования, узел охлаждения с охлаждающим цилиндром, прижимным роликом, смонтированным на поворотном кронштейне, и с механизмом поворота кронштейна, узел вытяжки с питающими и вытяжными цилиндрами и нитенаправителем С13.
Однако такой агрегат неудобен в обслуживании, затруднена заправка свежесформованной нити, так как охлаждающий цилиндр при заправке находится в зоне нити, что способствует образованию подмотов на охлаждающем цилиндре, Кроме того, при установке прижимного ролика в исходное положение необходимо прикладывать значительные физические усилия ручного перемещения поворотного кронштейна.
Цель изобретения - повьшение зксплуатационных свойств путем выведения узла охлаждения из зоны заправки свежесформованных нитей.
Поставленная цель достигается тем, что агрегат, содержащий узел формования, узея охлаждения -с охлаждающим цилиндром, прижимный роликом, смонтированным на поворотном кронштейне, и с механизмом поворота кронштейна, узел вытяжки с питающим и вытяжньми цилиндрами и нитенаправителями,снабжен кареткой, ее приводом и неподвижньм основанием, на котором посредством направляющих установлена указанная каретка и смонтирован ее привод, при этом узе охлаждения и питающие цилиндры узла вытяжки смонтированы на каретке, а механизм поворота кронштейна выйолнен в виде сектора, свободно посаженного на ось, укрепленную на каретке, контактирующего с поворотным кронштейном и соединенной с неподвижньм основанием посредством шарнирного соединения и тяги.
Кроме того, привод каретки выполнен в виде пневмоцилиндра, установленного на неподвижном основании и сординенного с кареткой.
На фиг, 1 схематично изображен агрегат для производства нитсч из
08271
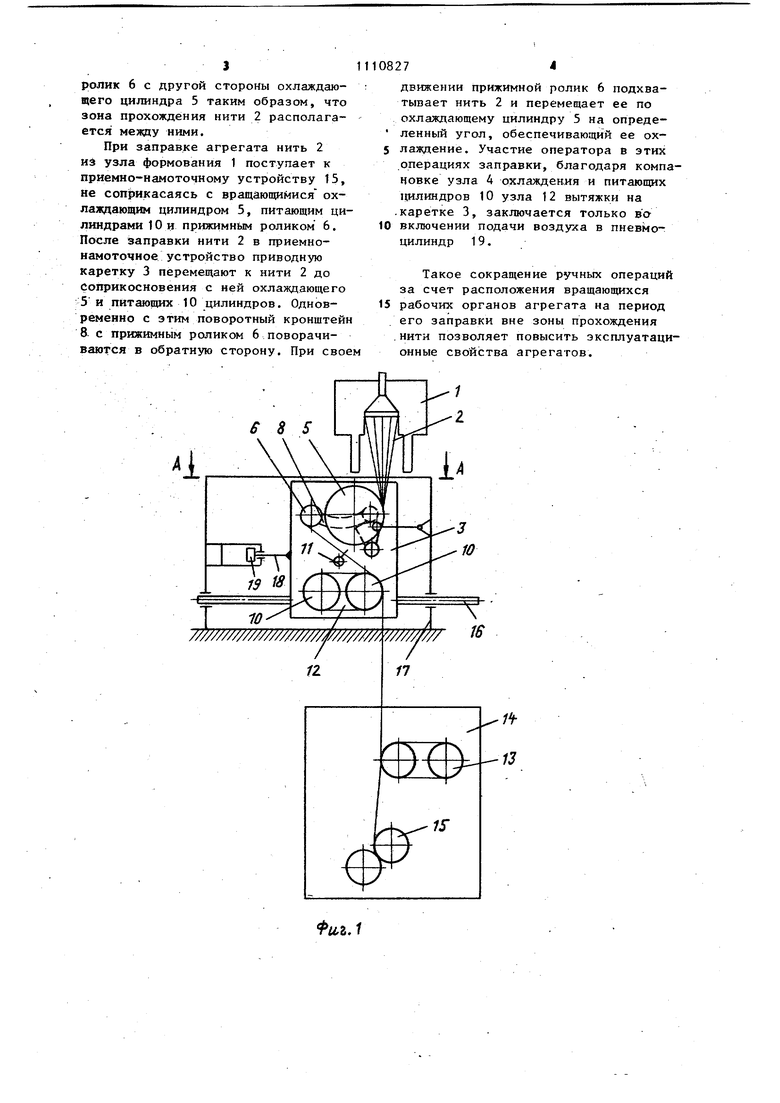
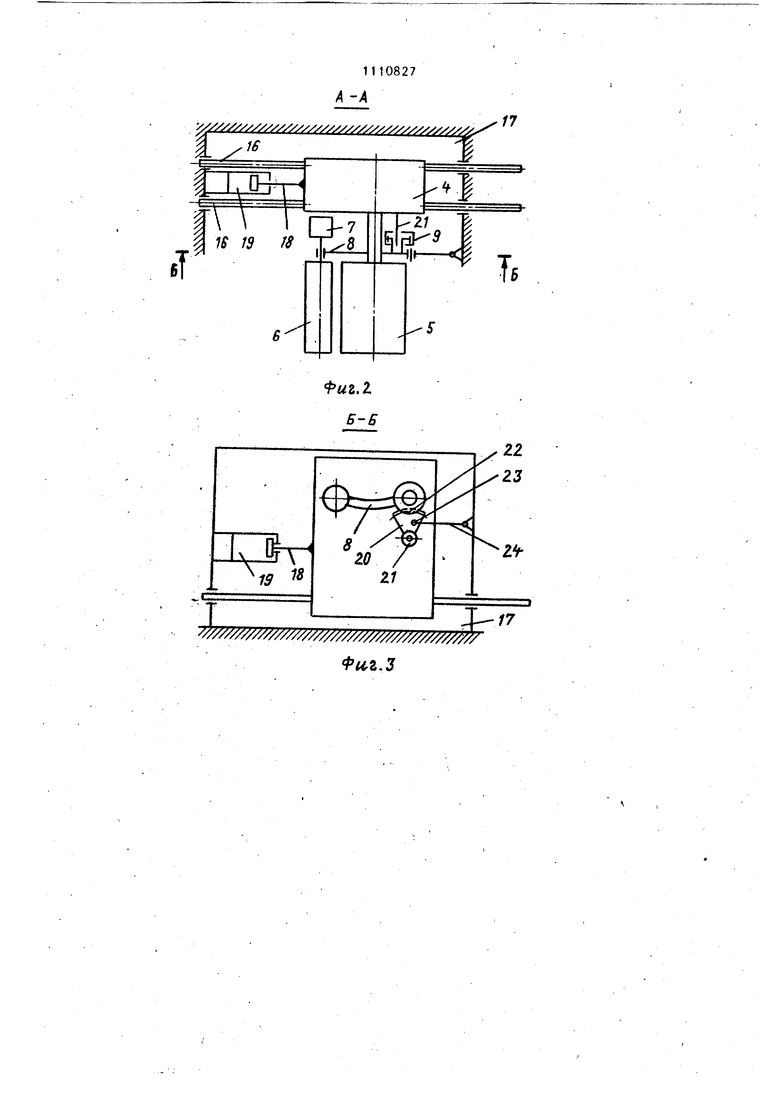
термопластичныз полимер ов в рабочем положении; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б /на фиг. 2; на фкг 4 - агрегат для
5 производства нитей из термопластичных полимеров в исходном положении при заправке.
Агрегат для производства нитей из термопластичных полимеров содер0 жит узел формования 1 нити 2
(фиг.1), смонтированный на каретке 3, узел 4 охлаждения (фиг.2), имеюш;ий охлаждающий цилиндр 5, прижимной ролик 6 с приводом 7, ус5 тановленные на поворотном кронштейне 8, и механизм 9 поворота кронштейна. На каретке 3 смонтированы также питающие цилиндры 10 (фиг.1) с нитенаправителем 11 узла 12 вы0 тяжки, который вК;вочает также установленные ниже вытяжные цилиндры 13, смонтированные на остове 14. За Вытяжными цилиндрами 13 на остове 14 смонтировано приемно-намоточ5 ное устройство 15. Каретка 3 посредствсйи направляющих 16 смонтирована на неподвижном основании 17 и соединена с приводом - штоком 18 пневмоцилиндра 19, также установ0 ленНого на неподвижном основании 17. Механизм 9 поворота кронштейна 8 выполнен в виде сектора 20, свободно посаженного на ось 21, укрепленную на каретке 3. Сектор 20 взаимодействует с поворотньм кронштейном В через зубную передачу 22 и соединен посредством шарнирного соединения 23 и тяги 24 с неподвижным основанием 17.
Агрегат для производства нитей из термопластичных полимеров работает следующим образом.
Для установки рабочих органов в исходное положение заправки каретку
3с помощью пневмоцилиндра 19 перемещают в положение, при котором смонтированные, на ней охлаждающий цилиндр 5 узла 4 охлаждения и питающие цилиндры 10 узла 12 вытяжки
находятся вне зоны прохождения нити 2. Одновременно с помощью зубчатой передачи 22 за счет перемещения оси 21 сектора 20 совместно с кареткой 3 и наличия связи сектора 20
5 через шарнирное соединение 23 и тягу 24 с неподвижным основанием 17 поворотный кронштейн 8 поворачивается и устанавливает прижимной
J
ролик 6 с другой стороны охлаждающего цилиндра 5 таким образом, что зона прохождения нити 2 располагается между ними.
При заправке агрегата нить 2 ид узла формования 1 поступает к приемно-намоточному устройству 15, не соп рикасаясь с вращающимися охлаждающим цилиндром 5, питающим цилиндрами 10 и прижимнь1м роликом 6. После заправки нити 2 в приемнонамоточное устройство приводную каретку 3 перемещают к нити 2 до соприкосновения с ней охлаждающего 5 и питающих 10 цилиндров. Одновременно с этим поворотный кронштейн 8. с прижимным роликом 6 поворачиваются в обратную сторону. При свое
///////////////////////// /////////,
/ 1Z
0827Л
движении прижимной ролик 6 подхватывает нить 2 и перемещает ее по охлаждающему цилиндру 5 на опреде ленный угол, обеспечивающий ее ох5 лаждение. Участие оператора в этих операциях заправки, благодаря компановке узла 4 охлажденля и питающих цилиндров 10 узла 12 вытяжки на .каретке 3, заключается только во
10 включении подачи воздуха в пневмоцилиндр 19.
Такое сокращение ручных операций за счет расположения вращающихся 15 рабочих органов агрегата на период его заправки вне зоны прохождения .нити позволяет повысить эксплуатационные свойства агрегатов.
V//A
W////////
п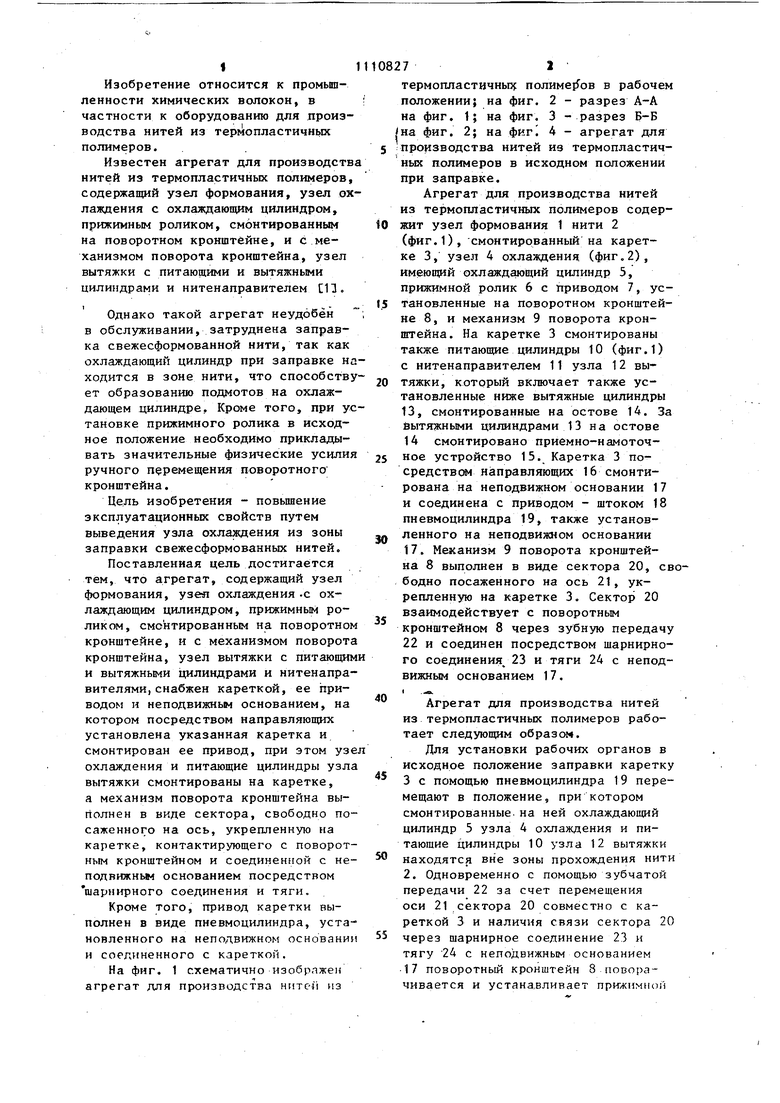
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИНТЕТИЧЕСКИХ НИТЕЙ ИЗ РАСПЛАВА, ИХ ОБРАБОТКИ И НАМАТЫВАНИЯ | 2007 |
|
RU2439217C2 |
| Агрегат для термофиксации кордных шнуров из синтетических волокон | 1974 |
|
SU537148A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ КОРДНЫХ ШНУРОВ ИЛИ НИТЕЙ | 1965 |
|
SU171374A1 |
| Ванна для обработки мононоволокна из синтетических полимеров | 1980 |
|
SU935546A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ И ОТДЕЛКИ ФИЛАМЕНТАРНОГО ВОЛОКНА | 1972 |
|
SU347372A1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ И ОТДЕЛКИ ПО МОКРОМУ СПОСОБУ ФИЛАМЕНТАРНОГО ВОЛОКНА | 1966 |
|
SU178942A1 |
| Устройство для упрочнения торцовых кромок шпона | 1976 |
|
SU655526A1 |
| ПРЯДИЛЬНО-ВЫТЯЖНАЯ И ТЕКСТУРИРУЮЩАЯ МАШИНА | 2007 |
|
RU2434978C2 |
| Машина для затяжки заготовок обуви шнуром | 1969 |
|
SU536812A1 |
1. АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА НИТЕЙ т ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ, содержащий узел формования, узел охлаждения с охлаждающим цилиндром, прижимным роликом, смонтированным на поворотном кронштейне, и с механизмом поворота кронштейна, узел вытяжки с питающими и вытяжными цилиндрами и нитенаправителем, отiW личающийся тем, что, с целью повьш1енйя эксплуатационных свойств путем выведения узла охлаждения из -зоны заправки свежесформованных нитей, он снабжен кареткой, ее приводом и неподвижным основанием, на котором посредством направляюпрга установлена указанная каретка и смонтирован ее привод, при зтом узел охлаждения и питающие цилиндры узла вытяжки смонтированы на каретке, a механизм поворота кронштейна выполнен в виде сектора, свободно посаженного на ось, укрепленную на каретке, контактирующего с поворотным кронштейном и соединенного с неподвижным основанием посредством шарнирного соединения и тяги. 2, Агрегат по п. 1, о т л и ч a ю щ. и и с я тем, что привод каретки выполнен в виде пневмоцилиндра, установленного на неподвижном основании и соединенного с кареткой.
.гЛ
«2.2
1S
////////////////////////////////// Б-Б
Pt4Z.3
19
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 757610, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
