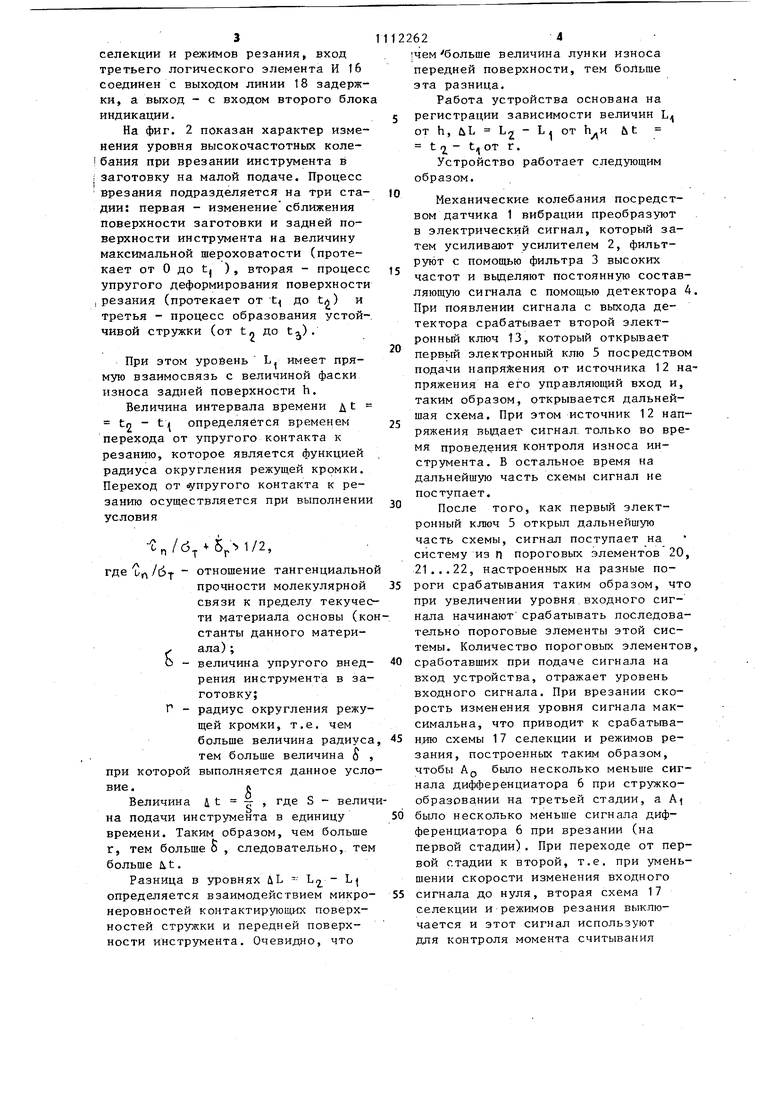
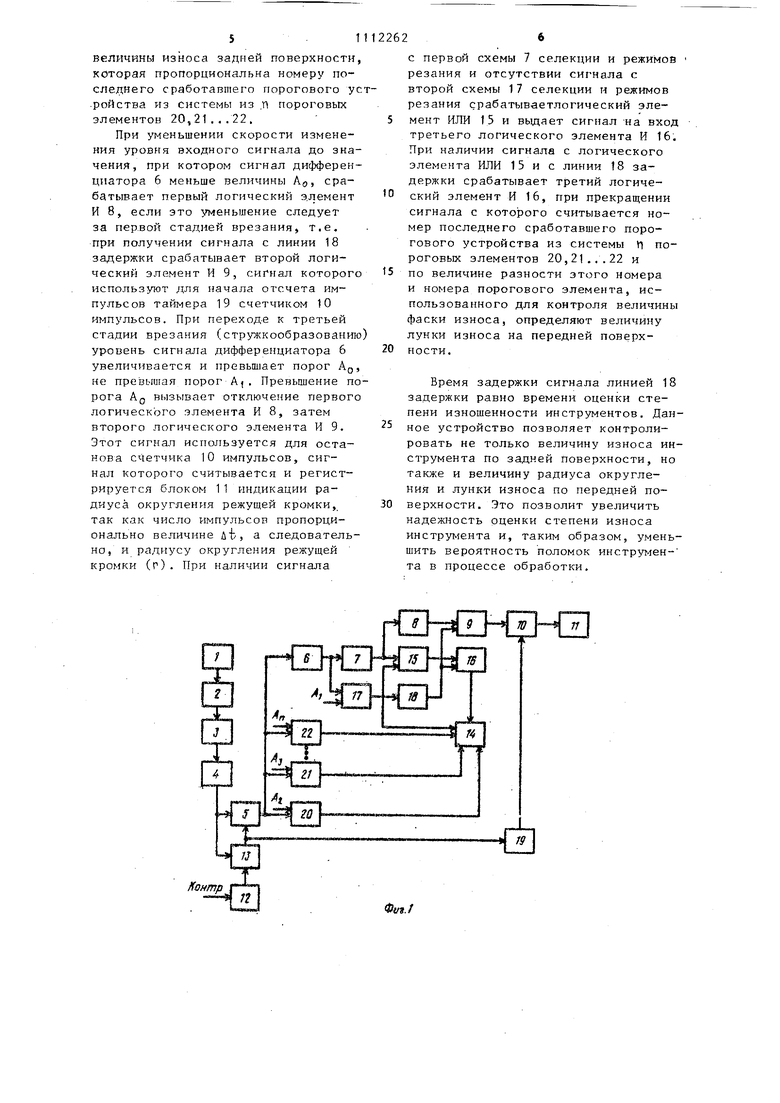
Изобретение относится к средства диагностики состояния режущего инструмента и может найти широкое при менение для оценки степени износа инструмента на металлорежущих станках. Наиболее близким к изобретению по технической -сущности и достигаемому эффекту является устройство для контроля износа инструмента на металлорежущих станках, содержащее последовательно соединенные датчик вибраций, усилитель, фильтр и детек тор 1J. Однако известное устройство позволяет контролировать степень изношенности инструмента только в том случае, когда износ инструмента про исходит в основном по задней поверх ности, и не позволяет оценивать износ по предельной поверхности инструмента, что снижает надежность контроля износа инструмента. Целью изобретения является повыш ние надежности контроля. Поставленная цель достигается тем, что устройство для контроля из носа инструмента на металлорежущих станках, содержащее последовательно соединенные датчик вибраций, усилитель, фильтр и детектор, снабжено последовательно соединенньми первым электронным ключом, дифференциаторо первой схемой селекции и режимов резания, первым и вторым логическим элементами И, счетчиком импульсов и первым блоком индикации, последовательно соединенными источником питания и вторым электронным ключом выходом соединенным с входом первог электронного ключа, а входом - с .выходом-детектора, вторым блоком ин дикации, последовательно соединенными логическим элементом ИЛИ и третьим логическим элементом И, последовательно соединенными второй схемой селекции и режимов резания и .линий задержки, таймером, п порого выми элементами, входами соединенны ми с выходом первого электронного ключа, а выходами - с входами второго блока индикации, вход таймера соединен с выходом второго электронного ключа, а выход - с входом счетчика импульсов, выход первой схемы селекции и режимов резания соединен с входом логического элемента И.ПИ, вход которого соединен с выходом второй схемы селекции и режимов резания, выход дифференциатора соединен с входом второй схемы селекции и режимов резания, вход третьего логического элемента И соединен с выходом линии задержки, а вьЕсод - с входом второго блока индикации. На фиг. 1 представлена блоксхема устройства для контроля износа инструмента на металлорежущих станках; на фиг. 2 - характер изменения уровня высокочастотных колебаний при врезании инструмента в заготовку; на фиг. 3 - зависимости диагностических параметров от изменения фаски износа h по :задней-. поверхности инструмента, радиуса округления режущей кромки , глубины лунки износа / по передней поверхности. Устройство для контроля износа инструмента на металлорежущих станках содержит последовательно соединенные датчик 1вибраций, усилитель 2, фильтр 3 и детектор 4, последовательно соединенные первый электронный ключ 5, дифференциатор 6, первую схему 7 селекции и режимов резания, первый логический элемент И 8, второй логический элемент И 9, счетчик 10 импульсов и первый блок 11 индикации, последовательно соединенные источник 12 питания и второй электронный ключ 13, выходом соединенный с входом первого электронного ключа 5, а входом - с выходом детектора 4, Устройство снабжено вторым блоком 14 индикации, последовательно соединенными логическим элементом ИЛИ 15 и третьим логическим элементом И 16, последовательно соединенными второй схемой 17 селекции и режимов резания и линий 18 задержки, таймером 19, п пороговыми элементами 20, 21...22, входами соединенными с выходом первого электронного ключа .5, а выходами - с входами второго блока 14 индикации, вход таймера 19 соединен с выходом второго электронного ключа 13, а выход - с входом счетчика 10 импульсов, выход первой схемы 7 селекции и режимов реЪания соединен с входом логического элемента ИЛИ 15, вход которого соединен с выходом второй схемы 17 селекции и режимов резания, выход дифференциатора 6 соединен с входом второй схемы 17
31
селекции и режимов резания, вход третьего логического элемента И 16 соединен с выходом линии 18 задержки, а выход - с входом второго блока индикации.
На фиг. 2 показан характер изменения уровня высокочастотных колебания при врезании инструмента в заготовку на малой подаче. Процесс врезания подразделяется на три стадии: первая - изменение сближения поверхности заготовки и задней поверхности инструмента на величину максимальной шероховатости (протекает от О до tj ), вторая - процесс упругого деформирования поверхности резания (протекает от t до 1л) и третья - процесс образования устойчивой стружки (от tn до ta).
При этом уровень L имеет прямую взаимосвязь с величиной фаски износа задней поверхности h.
Величина интервала времени д t tn - 11 определяется временем перехода от упругого контакта к резанию, которое является функцией радиуса округления режущей кромки. Переход от «упругого контакта к резанию осуществляется при выполнении условия
,
где и /cSf отношение тангенциальной прочности молекулярной связи к пределу текучести материала основы (константы данного матери ала);
О - величина упругого внедрения инструмента в заготовку;
Г - радиус округления режущей кромки, т.е. чем больше величина радиуса, тем больше величина 8 при которой выполняется данное условие,л
Величина i t - , где S - величина подачи инструмента в единицу времени. Таким образом, чем больше г, тем больше о , следовательно, тем больше t.
Разница в уровнях uL - L L определяется взаимодействием микронеровностей контактирующих поверхностей стружки и передней поверхности инструмента. Очевидно, что
122624
чем больше величина лунки износа передней поверхности, тем больше эта разница.
Работа устройства основана на 5 регистрации зависимости величин ,ц от h, uL L2 L от Ь.и & t t 2 - t;j от г.
Устройство работает следующим образом.
Механические колебания посредством датчика 1 вибрации преобразуют в электрический сигнал, который затем усиливают усилителем 2, фильтpyfOT с помощью фильтра 3 высоких частот и выделяют постоянную составляющую сигнала с помощью детектора 4. При появлении сигнала с выхода детектора срабатывает второй электронный ключ 13, который открывает первый электронный клю 5 посредством
подачи напряжения от источника 12 напряжения на его управляющий вход и, таким образом, открывается дальнейшая схема. При этом источник 12 напряжения выдает- сигнал, только во время проведения контроля износа инструмента. В остальное время на дальнейшую часть схемы сигнал не поступает.
После того, как первый электронный ключ 5 открыл дальнейшую часть схемы, сигнал поступает на систему из п пороговых элементов 20, 21...22, настроенных на разные пороги срабатывания таким образом, что при увеличении уровня входного сигнала начинают срабатывать последовательно пороговые элементы этой системы. Количество пороговых элементов,
сработавших при подаче сигнала на вход устройства, отражает уровень входного сигнала. При врезании скорость изменения уровня сигнала максимальна, что приводит к срабатьшан.ию схемы 17 селекции и режимов резания, построенных таким образом, чтобы AQ бьшо несколько меньше сигнала дифференциатора 6 при стружкообразовании на третьей стадии, а AI
было несколько меньше сигнала дифференциатора 6 при врезании (на первой стадии). При переходе от первой стадии к второй, т.е. при уменьшении скорости изменения входного
сигнала до нуля, вторая схема 17 селекции и режимов резания выключается и этот сигнал используют для контроля момента считывания 51 величины износа задней поверхности которая пропорциональна номеру последнего сработавшего порогового у .ройства из системы из .п пороговых элементов 20,21...22. При уменьшении скорости изменения уровня входного сигнала до зна чения, при котором сигнал дифферен циатора 6 меньше величины Л, срабатывает первый логический э.лемент И 8, если это уменьшение следует за пер.вой стадией врезания, т.е. при получении сигнала с линии 18 задержки срабатывает второй логический элемент И 9, сигнал которог используют для начала отсчета импульсов таймера 19 счетчиком 10 импульсов. При переход-е к третьей стадии врезания (стружкообразовани уровень сигнала дифференциатора 6 увеличивается и превышает порог Ад не превышая порог А, . Превьш1ение п рога АО вызывает отключение первог логического элемента И 8, затем второго логического элемента И 9. Этот сигна,г1 используется для останова счетчика 10 импульсов, сигнал которого считывается и регистрируется блоком 11 индикации радиуса округления режущей кромки, так как число импульсов пропорционально величине Д-Ь, а следователь но, и радиусу округления режущей кромки (г). При наличии сигнала 6 с первой схемы 7 селекции и режимов резания и отсутствии сигнала с второй схемы 17 селекции и режимов резания срабатываетлогический элемент ИЛИ 15 и выдает сигнал -на вход третьего логического элемента И 16. При наличии сигнала с логического элемента ИЛИ 15 и с линии 18 задержки срабатывает третий логический элемент И 16, при прекращении сигнала с которого считывается номер последнего сработавшего порогового устройства из системы пороговых элементов 20,21...22 и по величине разности этого номера и номера порогового элемента, использованного для контроля величины фаски износа, определяют величину лунки износа на передней поверхности. Время задержки сигнала линией 18 задержки равно времени оценки степени изношенности инструментов. Данное устройство позволяет контролировать не только величину износа инструмента по задней поверхности, но также и величину радиуса округления и лунки износа по передней поверхности. Это позволит увеличить надежность оценки степени износа инструмента и, таким образом, уменьшить вероятность поломок инструмента в процессе обработки.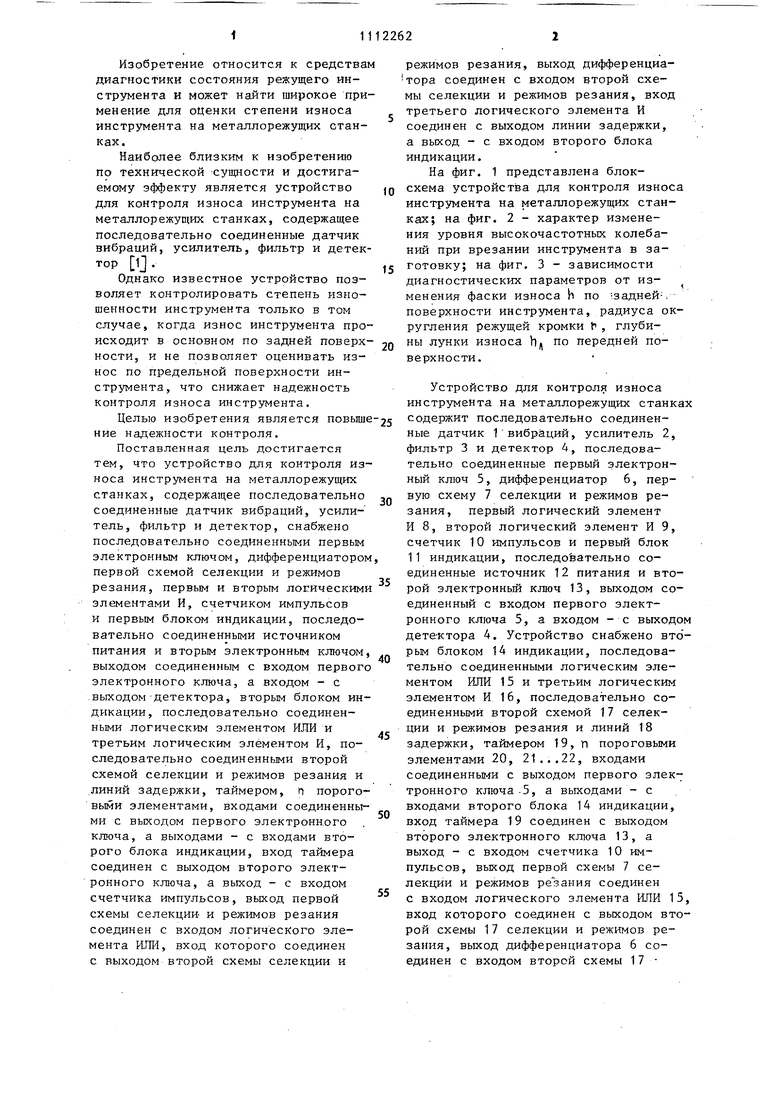
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство оценки износа сверла на металлорежущих станках | 1983 |
|
SU1157400A1 |
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
| Устройство для определения износа и поломок режущего инструмента | 1985 |
|
SU1301566A1 |
| Устройство для определения поломки режущего инструмента | 1985 |
|
SU1268297A1 |
| АДАПТИВНАЯ СИСТЕМА РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТРОЛЯ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 1990 |
|
RU2042168C1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для контроля состояния режущего инструмента | 1985 |
|
SU1320709A1 |
| Устройство для определения поломки режущего инструмента | 1989 |
|
SU1717296A1 |
| Способ оценки износа сверла на металлорежущих станках | 1984 |
|
SU1310690A1 |
| Устройство для определения разрушения режущего инструмента | 1989 |
|
SU1798042A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА ИНСТРУМЕНТА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ, содержащее последовательно соединенные датчик вибраций, усилитель, фильтр и детектор, отличающееся тем, что, с целью повькпения надежности контроля, оно снабжено последовательно соединенными первым электронным ключом, дифференциатором, первой схемой селекции и режимов резания, первым и вторым логическими элементами И, счетчиком импульсов И первым блоком индикации, последовательно соединенными источником питания и вторым электронным ключом, выходом соединенным с входом первого электронного ключа, а входом- с выходом детектора, вторым блоком индикации, последовательно соединенными логическим элементом ИЛИ и третьим логическим элементом И, последовательно соединенными второй схемой селекции и режимов резания и линией задержки, таймером, п- пороговыми эл ементами, входами соединенными с выходом первого электронного ключа, а выходами - с входами второго блока индикации, вход таймера соединен с выходом второго электрон § ного ключа, а выход - с входом счетчика импульсов, выход первой схемы (Л селекции и режимов резания соедиcz нен с входом логического элемента ИЛИ, вход которого соединен с выходом второй схемы селекции и режимов резания, выход дифференциатора соединен с входом второй схемы селекции и режимов резания, вход третьего логического элемента И соединен с выходом линии задержки, а выход с входом второго блока индикации.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР ,№ 752157, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
