вым устройством 5 и через третий электронный ключ 9 с вторым 10 и третьим t1 пороговыми устройствами. Поро.говое устройство 8 соединено с первым входом схемы ИСКЛЮЧАЩЕЕ ИЛИ 12, выход которой связан с первой линией 13 задержки. Пороговое устройство 10 соединено с линией 14 задержки, а пороговое устройство 11 - с одним из входов блока 15 останова, два других входа которого соединены с линиями 13 и 14 задержки, а выход - с устройством ЧПУ 16. Устройство ЧПУ 16 соединено с первым электронным клю1
Изобретение относится к обработке металлов резанием, преимущественно к средствам диагностики состояния режущего инструмента, и может применяться, например, в многоинструментальных станках с ЧПУ.
Цель изобретения - расширение технологических возможностей путем обеспечения автоматического контроля разнотипного инструмента при.разных режимах обработки.
На чертеже представлена структурная схема устройства.
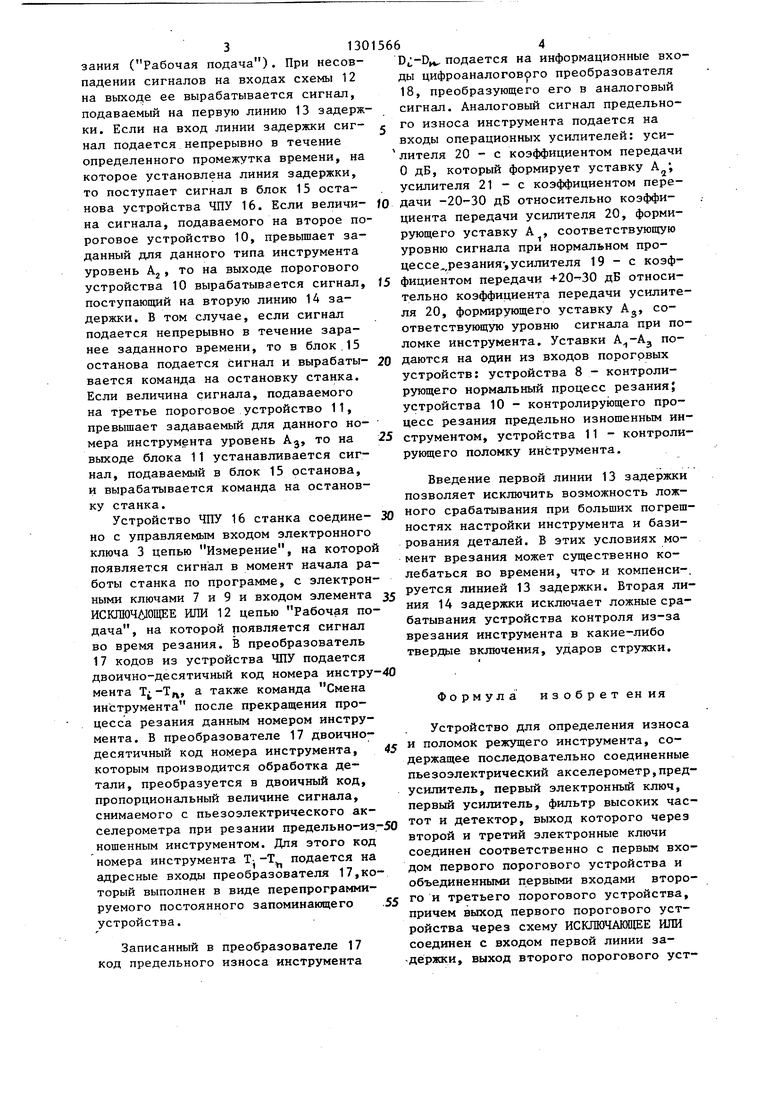
Устройство содержит пьезоэлектрический акселерометр 1, предварительный усилитель 2, первый электронный ключ 3, первый усилитель 4, фильтр 5 высоких частот, детектор 6, соединенный через второй электронный ключ 7 с первым пороговым устройством 8, а через третий электронный ключ 9 - с вторьм 10 и третьим 11 пороговыми устройствами. Пороговое устройство 8 соединено с первым входом схемы ИСКЛЮЧАЮЩЕЕ ИЛИ 12, выход которой связан с первой линией 13 задержки. Пороговое устройство 10 соединено с второй линией 14 задержки, а пороговое устройство 11 - с одним из входов блока 15 останова, два других входа которого соединены с линиями 13 и 14 задержек, а выход - с устройством ЧПУ 16 (сигнал Стоп). Устройство ЧПУ 16 соединено с первым электронным ключом 3 (сигнал Измерение.) вторым 7 и третьим 9 электронными ключами и с одним из входов схемы
1301566
чом 3, вторым 7 и третьим 9 электронными ключами и с одним из входов схемы ИСКдаЧАЮЩЕЕ ИЛИ 12, а также с входами преобразователя 17 кодов номера инструмента. Выходы преобразователя 17 кодов соединены с входами цифро- аналогового преобразователя 18, выход которого соединен с входами вторых усилителей 19-21, выходы которых связаны с вторыми входами пороговых устройств 8, 10 и 11. Причем усилители 19-21 имеют коэффициенты передачи соответственно (20-30) дБ, О дБ - (20- 30) дБ.1 ил.
ИСКЛЮЧАЮЩЕЕ ИЛИ 12 (сигнал Рабочая подача), а также с входом преобразователя 17 кодов номера инструмента (сигнал Смена инструмента и коды номеров инструментов). Выходы преобразователя кодов 17 соединены с циф- роаналоговым преобразователем (ЦАП) 18, выход которого соединен с входами вторых усилителей 19-21, выходы которых связаны с вторыми входами по- роговых устройств 8,10 и 11.
Устройство работает следующим образом.
Механические колебания упругой
системы станка с помощью пьезоэлектрического акселерометра 1 преобразуются в электрический сигнал, который усиливается предварительным усилителем 2, и через первый электронный
ключ 3 поступает на усилитель 4,фильтр 5 высоких частот, с которого сигнал подается на детектор 6. С детектора сигнал поступает через второй электронный ключ 7 на.первое пороговое
устройство 8, а через третий электронный ключ 9 - на второе 10 и третье 11 пороговые устройства соответственно. Если величина входного сигнала превышает заранее заданный уровень А
первого порогового устройства, то на выходе порогового устройства появляется постоянный сигнал, который поступает на первый вход логического элемента ИСКПЮЧАЮЩЕЕ ИЛИ 12, на
второй вход которого подается постоянный сигнал с устройства ЧПУ 16 во время отработки кадров программы ре3130
зания (Рабочая подача). При несовпадении сигналов на входах схемы 12 на выходе ее вырабатывается сигнал, подаваемый на первую линию 13 задержки. Если на вход линии задержки сиг- нал подается непрерывно в течение определенного промежутка времени, на которое установлена линия задержки, то поступает сигнал в блок 15 останова устройства ЧПУ 16. Если величи- на сигнала, подаваемого на второе пороговое устройство 10, превьшает заданный для данного типа инструмента
уровень Aj, то на выходе порогового устройства 10 вырабатывается сигнал, поступающий на вторую линию 14 задержки. В том случае, если сигнал подается непрерывно в течение заранее заданного времени, то в блок. 15 останова подается сигнал и вырабатывается команда на остановку станка. Если величина сигнала, подаваемого на третье пороговое устройство 11, превышает задаваемый для данного номера инструмента уровень А, то на выходе блока 11 устанавливается сигнал, подаваемый в блок 15 останова, и вырабатывается команда на остановку станка.
Устройство ЧПУ 16 станка соедине- но с управляемым входом электронного ключа 3 цепью Измерение, на которо появляется сигнал в момент начала работы станка по программе, с электронными ключами 7 и 9 и входом элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 12 цепью Рабочая подача, на которой появляется сигнал во время резания. В преобразователь 17 кодов из устройства ЧПУ подается двоично-десятичный код номера инстру мента , а также команда Смена инструмента после прекращения процесса резания данным номером инструмента. В преобразователе 17 двоично- десятичный код номера инструмента, которым производится обработка детали, преобразуется в двоичный код, пропорциональный величине сигнала, снимаемого с пьезоэлектрического акселерометра при резании предельно-из ношенным инструментом. Для этого код номера инструмента Т- -Т. подается на адресные входы преобразователя 17,который выполнен в виде перепрограммируемого постоянного запоминающего устройства.
Записанный в преобразователе 17 код предельного износа инструмента
е
0
5
подается на информационные входы цифроаналогов(рго преобразователя 18, преобразующего его в аналоговый сигнал. Аналоговый сигнал предельного износа инструмента подается на входы операционных усилителей: усилителя 20 - с коэффициентом передачи О дБ, который формирует уставку А , усилителя 21 - с коэффициентом передачи -20-30 дБ относительно коэффициента передачи усилителя 20, формирующего уставку А , соответствующую
уровню сигнала при нормальном про- цессе„резания-,усилителя 19 - с коэф- 5 фициентом передачи +20-30 дБ относительно коэффициента передачи усилителя 20, формирующего уставку А, соответствующую уровню сигнала при поломке инструмента. Уставки подаются на один из входов пороговых устройств: устройства 8 - контролирующего нормальный процесс резания; устройства 10 - контролирующего процесс резания предельно изношенным инструментом, устройства 11 - контролирующего поломку инструмента.
Введение первой линии 13 задержки позволяет исключить возможность ложного срабатывания при больших погрешностях настройки инструмента и базирования деталей. В этих условиях момент врезания может существенно колебаться во времени, что- и компенси-, руется линией 13 задержки. Вторая линия 14 задержки исключает ложные срабатывания устройства контроля из-за врезания инструмента в какие-либо твердые включения, ударов стружки.
Формула изобрет ения
Устройство для определения износа и поломок режущего инструмента, со- держаще« последовательно соединенные пьезоэлектрический акселерометр,пред- усилитель, первый электронный ключ, первый усилитель, фильтр высоких частот и детектор, выход которого через второй и третий электронные ключи соединен соответственно с первым входом первого порогового устройства и объединенньши первыми входами второго и третьего порогового устройства, причем выход первого порогового устройства через схему ИСКЛЮЧАЮПЩЕ ИЛИ соединен с входом первой линии задержки, выход второго порогового устройства соединен с входом второй линии задержки, выходы линий задержки и третьего порогового устройства сое- динены с соответствующими входами блока останова, выход которого подключен к устройству ЧПУ по каналу Стоп, а вторые входы первого,второго, третьего электронных ключей и схемы ИСКЛЮЧАЮЩЕЕ ИЛИ соединены с соответствующими выходами устройства ЧПУ, отличаю щееся тем, что, с целью расширения технологических возможностей, в него дополнительно введены последовательно соедиРедактор А. Козориз Заказ 1179/12
Составитель Н. Сергеев
Техред Л.Сердюкова Корректоре. Черни
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
ненные преобразователь кодов номера инструмента, выполненный в виде перепрограммируемого постоянного запоминающего устройства, цифроаналоговый преобразователь и три параллельно соединенные по входам вторые усилители с коэффициентами передачи минус (20-30) дБ, О дБ, плюс (20-30) дБ,выходы которых соединены с вторыми входами соответственно первого, второго и третьего пороговых устройств, причем входы преобразователя кодов номера инструмента подключены к соответствующим выходам устройства ЧПУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля износа режущего инструмента | 1982 |
|
SU1034870A1 |
| Устройство для определения размеров деталей на токарных станках | 1985 |
|
SU1294571A1 |
| Устройство для контроля износа инструмента на металлорежущих станках | 1983 |
|
SU1112262A1 |
| АКСЕЛЕРОМЕТР | 1992 |
|
RU2018132C1 |
| Устройство для обнаружения поломок и износа инструментов | 1985 |
|
SU1258630A1 |
| Устройство для обнаружения поломок режущего инструмента на металлообрабатывающих станках | 1982 |
|
SU1220003A1 |
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
| Способ оценки износа сверла на металлорежущих станках | 1984 |
|
SU1310690A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для определения разрушения режущего инструмента | 1989 |
|
SU1798042A1 |
Изобретение относится к обработке металлов резанием, преимущественно к средствам диагностики состояния режущего инструмента. Целью изобретения является расширение технологических возможностей устройства. Устройство содержит пьезоэлектрический акселерометр 1, предварительный усилитель 2, первый электронный ключ 3, усилитель 4, фильтр 5 высоких частот, детектор 6, соединенный через второй электронный ключ 7 с первым порогосл сл 05 О5 Снени инс1лру итц
| РАБОЧИЙ РОТОР | 0 |
|
SU220003A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
