Известны стационарные прессформы для изготовления абразивных шеверов, содержащие сменную неподвижную матрицу, два сменных пуансона, верхний и нижний, и приспособление для отключения верхнего пуансона.
Предложенная прессформа отличается от известных тем, что матрица выполнена вращающейся относительно пуансонов, верхний из которых является гладким, а нижний находится в зубчатом зацеплении с матрицей, опирается на нижний бурт ее в процессе прессования и служит для выталкивания изделий.
Такое выполнение прессформы обеспечивает разгрузку упорного подшипника от усилия прессования, долговечность и надежность работы прессформы.
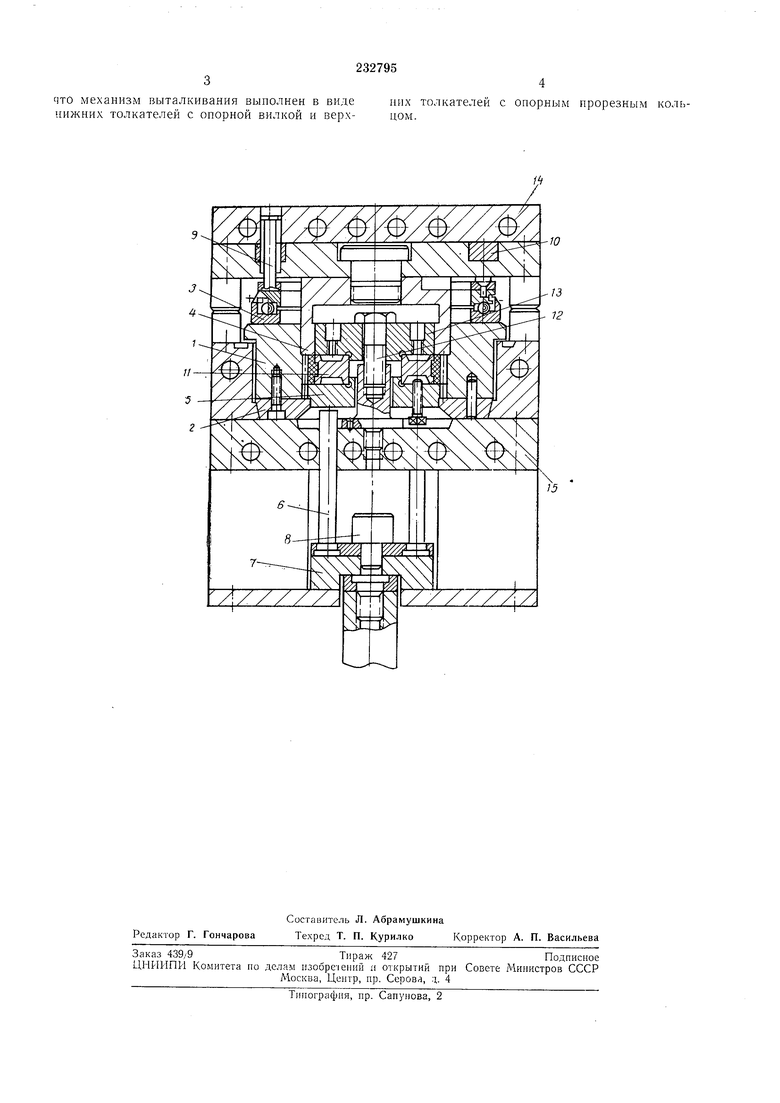
На чертеже показан осевой разрез прессформы в положении прессования.
Прессформа содержит сменную матрицу 1 с буртом 2, установленную на упорном подшипнике 3, два сменных пуансона, верхний гладкий 4 и нижний зубчатый 5, находящийся в зацеплении с матрицей.
Механизм выталкивания выполнен в виде нижних толкателей 6 с оиорной вилкой 7 и упором 8 для ограничения хода и верхних толкателей 9 с опорным прорезным кольцом 10.
13 обеспечивают постоянство продольного положения щевера. Упорный подшипник 3 в процессе прессования разгружен, так как толкателн 9 ориентируются в прорезях кольца Ю. Для съема готового изделия ползун пресса отводят в верхнее положение, матрица / с шевером У/ поднимается до упора 8 нижним) толкателякп 6. Верхний М и нижний 15 опорные замки подводят на упор в торец толкателей, вывинчивают стяжной болт, снимают щайбу 13 и включают прямой ход ползуна. Матрица поворачивается по спирали зуба на упорном подшипнике 3 и смещается относительно щевера, который остается неподвижным на
нпжнем пуансоне 5. После съема готового изделия оиорные замки ставят в исходное положение.
Предмет изобретения
1. Стационарная прессфор.ма для изготовления абразивных шеверов, содержащая сменную матрицу, два сменных пуансона, верхний и нижний, и механизм выталкивания изделия, отличающаяся тем, что, с целью уменьщения износа прессформы и улучшения качества щевера, применен верхний гладкий пуансон, а матрица, находящаяся в зубчатом зацеплении с нижним пуансоном, установлена на упорном подшипнике. 3 что механизм выталкивания вынолнен в виде нижних толкателей с опорной вилкой и верх4них толкателей с оиорным прорезным колЕг цом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЦИОНАРНАЯ ПРЕССФОРМЛ ДЛЯ АБРАЗИВНЫХ ШЕВЕРОВ | 1967 |
|
SU195848A1 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1983 |
|
SU1123885A1 |
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| УСТРОЙСТВО для СЪЕМА И ВЫТАЛКИВАНИЯ ИЗДЕЛИЙ | 1973 |
|
SU366907A1 |
| Винтовой пресс | 1944 |
|
SU67006A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ КОНФЕТ | 2006 |
|
RU2327362C2 |
| ДВУХЭТАЖНАЯ ПРЕССФОРМА ДЛЯ КОМПРЕССИОННОГО | 1965 |
|
SU171540A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Пресс-форма для формирования деталей низа обуви | 1974 |
|
SU506387A1 |