(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для прессования порошковых изделий с полостью | 1980 |
|
SU929326A1 |
| Установка для прессования огнеупорных изделий, преимущественно воронок | 1990 |
|
SU1749038A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Устройство для загрузки пресс-форм порошкообразным материалом | 1982 |
|
SU1027065A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| Пресс-форма | 1985 |
|
SU1320020A1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
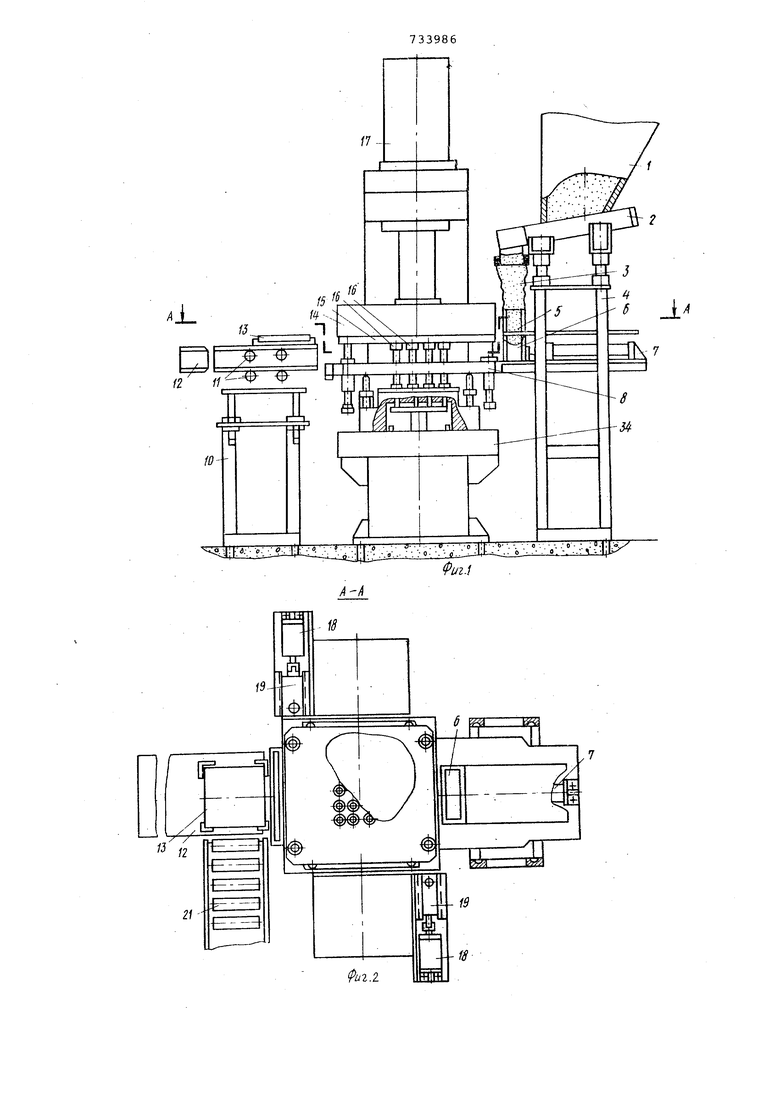


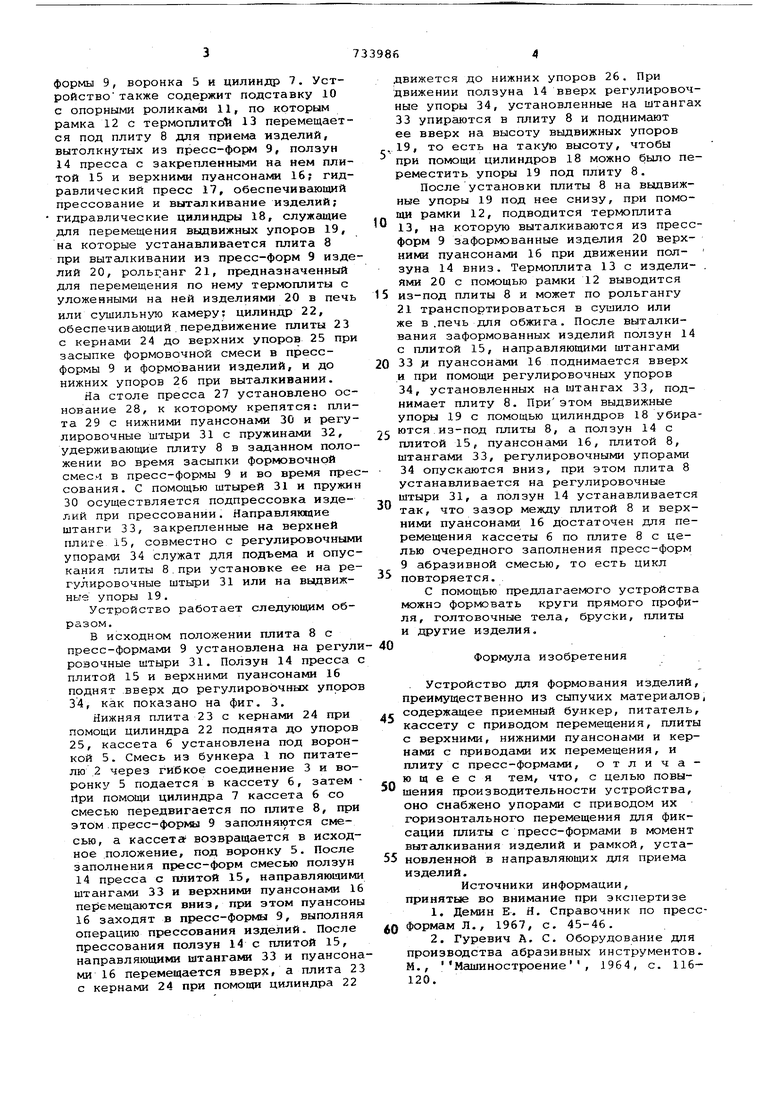
Изобретение относится к инструментальной промышленности, в частности к производству абразивного инструмента, и может быть использовано при про изводстве изделий из керамики. Известна пресс-форма для прессования изделий, содержащая матрицу и пуансон с приводом его перемещения 1 Наиболее близким по своей техничес кой сущности к изобретению является устройство для формования изделий, преимущественно из сыпучих материалов, содержащее приемный бункер, питатель, кассету с приводом перемещения, плиты с верхними, нижними пуан- сонами и кернами с приводами их перемещения, и плиту с пресс-формами 2 Недостатком известных устройств является то, что заформованные и вытолкнутые из пресс-форм изделия снимаются специальным механизмом съема, а после съема изделия вручную переносятся и укладываются на термоплиту, что снижает производительность устройств . Целью настоящего изобретения является повышение производительности. Поставленная цель достигается тем что устройство для формования изде-ЛИЙ, преимущественно из сыпучих мате риалов, содержащее приемный бункер, питатель, кассету с приводом перемещения, плиты с верхними, нижними пуан,сонами и кернами с приводами их перемещения, и ллиту с пресс-формами, снабжено упорами с приводом их горизонтального перемещения для фиксации плиты с пресс-формами в момент выталкивания изделий и рамкой/ установленной в направляющих для приема изделий. На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 разрез по А-А на фиг. 1; на .фиг, 3 засыпка формовочной смеси в прессформу с помощью кассеты; на фиг. 4 - установка подвижной плиты с прессформами на выдвижные упоры для выталкивания изделий вниз на термоплиту; на фиг. 5 выталкивание изделий из пресс-форм на термоплиту; на фиг. б - часть устройства в момент прессования. Устройство содержит приемный бункер 1, питатель 2 для подачи формовочной смеси в гибкое соединение 3, рамку 4 с укрепленным на ней питателем 2, воронку 5, кассету 6, которая служит для засыпки формовочной смесью пресс-формы 9, цилиндр 7, обеспечивающий передвижение кассеты б по плите 8. На плите 8 закреплены: прессформы 9, воронка 5 и цилиндр 7. Устройство также содержит подставку 10 с опорными роликами 11, по которым рамка 12 с термоплитбй 13 перемещается под плиту 8 для приема изделий, вытолкнутых из пресс-форм 9, ползун 14 пресса с закреплениыми на нем плитой 15 и верхними пуансонами 16 гидравлический пресс 17, обеспечивающий прессование и выталкивание изделий; гидравлические цилиндры 18, служащие для перемещения вьщвижных упоров 19, на которые устанавливается плита 8 при выталкивании из пресс-форм 9 изделий 20, рольганг 21, предназначенный для перемещения по нему термоплиты с уложенными на ней изделиями 20 в печь или сушильную камеру; цилиндр 22, обеспечивающий передвижение плиты 23 с кернами 24 до верхних упоров 25 при засыпке формовочной смеси в прессформы 9 и формовании изделий, и до нижних упоров 26 при выталкивании.
На столе пресса 27 установлено основание 28, к которому крепятся: плита 29 с нижними пуансонами 30 и регулировочные щтыри 31 с пружинс1ми 32, удерживающие плиту 8 в заданном положении во время засыпки формовочной смесу в пресс-формы 9 и во время прессования. С помощью штырей 31 и пружин 30 осуществляется подпрессовка изделий при прессовании. Направляющие штанги 33, закрепленные на верхней плите 15, совместно с регулировочными упорами 34 служат для подъема и опускания плиты 8.при установке ее на регулировочные штыри 31 или на выдвижные упоры 19.
Устройство работает следующим образом.
В исходном положении плита 8 с пресс-формами 9 установлена на регулировочные штыри 31. Ползун 14 пресса с плитой 15 и верхними пуансонами 16 поднят вверх до регулировочных упоров 34, как показано на фиг. 3.
Нижняя плита 23 с кернами 24 при помощи цилиндра 22 поднята до упоров 25, кассета б установлена под воронкой 5. Смесь из бункера 1 по питателю 2 через гибкое соединение 3 и воронку 5 подается в кассету 6, затем йри помощи цилиндра 7 кассета 6 со смесью передвигается по плите 8, при этом пресс-формы 9 заполняются смесью, а кассета возвращается в исходное положение, под воронку 5. После заполнения пресс-форм смесью ползун 14 пресса с плитой 15, направляющими штангами 33 и верхними пуансонами 16 пе)емещаются вниз, при этом пуансоны 16 заходят в пресс-формы 9, выполняя операцию прессования изделий. После прессования ползун 14 с плитой 15, направляющими штангами 33 и пуансонами 16 перемещается вверх, а плита 23 с кернами 24 при помощи цилиндра 22
движется до нижних упоров 26. При движении ползуна 14 вверх регулировочные упоры 34, установленные на штанга 33 упираются в плиту 8 и поднимают ее вверх на высоту выдвижных упоров 19, то есть на такую высоту, чтобы при помощи цилиндров 18 можно было переместить упоры 19 под плиту 8.
После установки плиты 8 на выдвижные упоры 19 под нее снизу, при помощи рамки 12, подводится термоплита 13, на которую выталкиваются из прессформ 9 зафор эванные изделия 20 верхними пуансонами 16 при движении ползуна 14 вниз. Термоплита 13 с изделиЯми 20 с помощью рамки 12 выводится из-под плиты 8 и может по рольгангу 21 транспортироваться в сушило или же в .печь для обжига. После выталкивания заформованных изделий ползун 14 с плитой 15, направляющими штангами
33л пуансонами 16 поднимается вверх и при помощи регулировочных упоров 34, установленных на штангах 33, поднимает плиту 8. Приэтом выдвижные упоры 19 с помощью цилиндров 16 убираются из-под плиты 8, а ползун 14 с плитой 15, пуансонами 16, плитой 8, штангами 33, регулировочными упорами
34опускаются вниз, при этом плита 8 устанавливается на регулировочные штыри 31, а ползун 14 устанавливается так, что зазор между плитой 8 и верхними пуансонами 16 достаточен для перемещения кассеты 6 по плите 8 с целью очередного заполнения пресс-форм 9 абразивной смесью, то есть цикл повторяется.
С помощью предлагаемого устройства можно формовать круги прямого профиля, голтовочные тела, бруски, плиты и другие изделия.
Формула изобретения
Устройство для формования изделий, преимущественно из сыпучих материалов, содержащее приемный бункер, питатель, кассету с приводом перемещения, плиты с верхними, нижними пуансонами и кернами с приводами их перемещения, и плиту с пресс-формами, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено упорами с приводом их горизонтального перемещения для фиксации плиты с пресс-формами в момент выталкивания изделий и рамкой, установленной в направляющих для приема изделий.
Источники информации, принятые во внимание при экспертизе
