Известны станки для шлифования плоских измерительных поверхностей у мерительных скоб, причем последние укрепляются в приспособлении, связанном с гидроцилиндром, осуществляющим возвратно-поступательное движение подачи.
В предлагаемом станке эта трудоемкая операция механизирована.
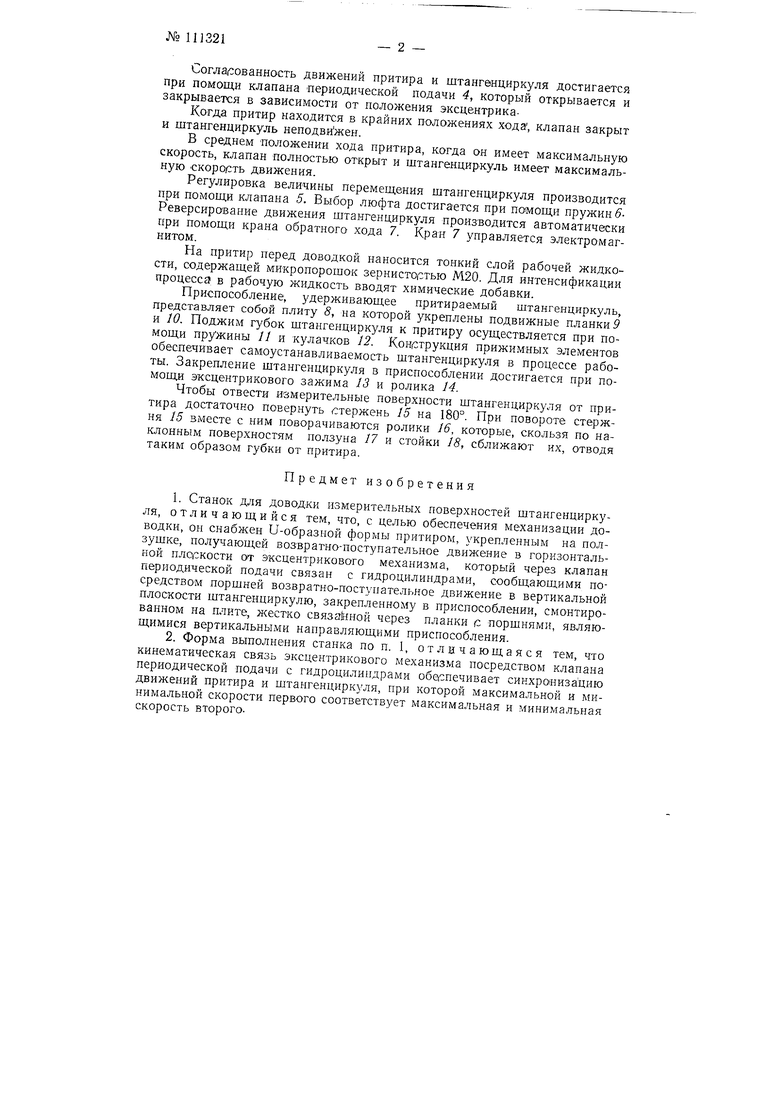
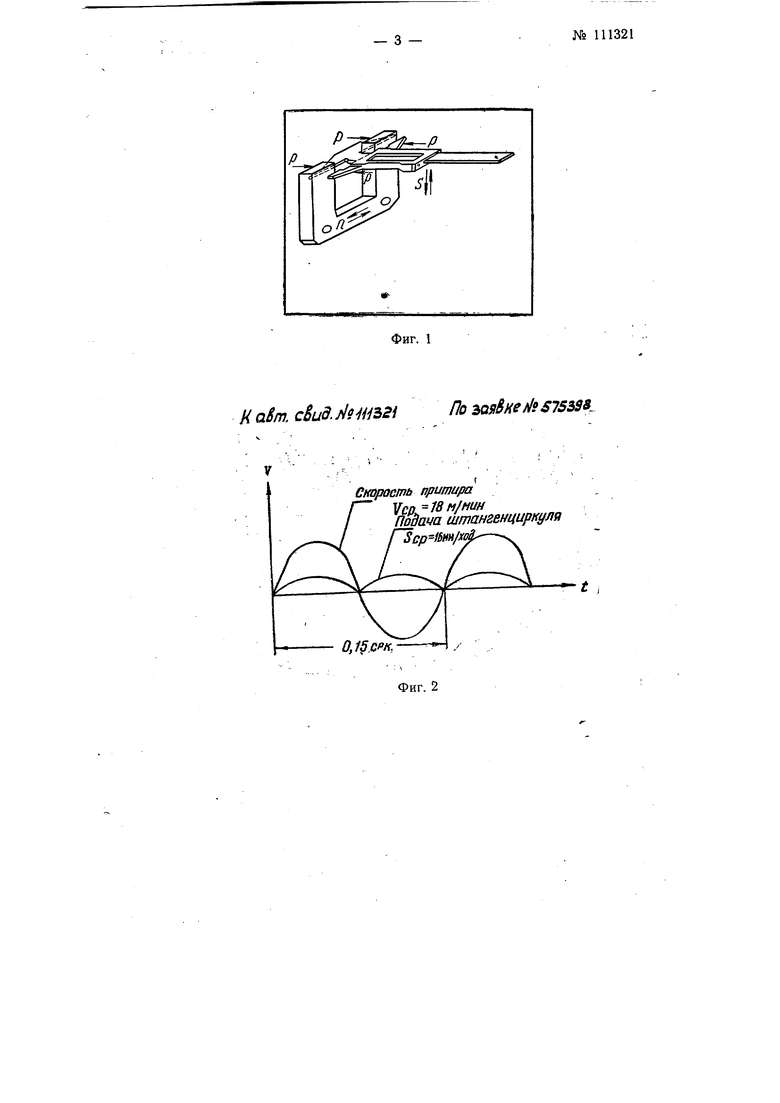
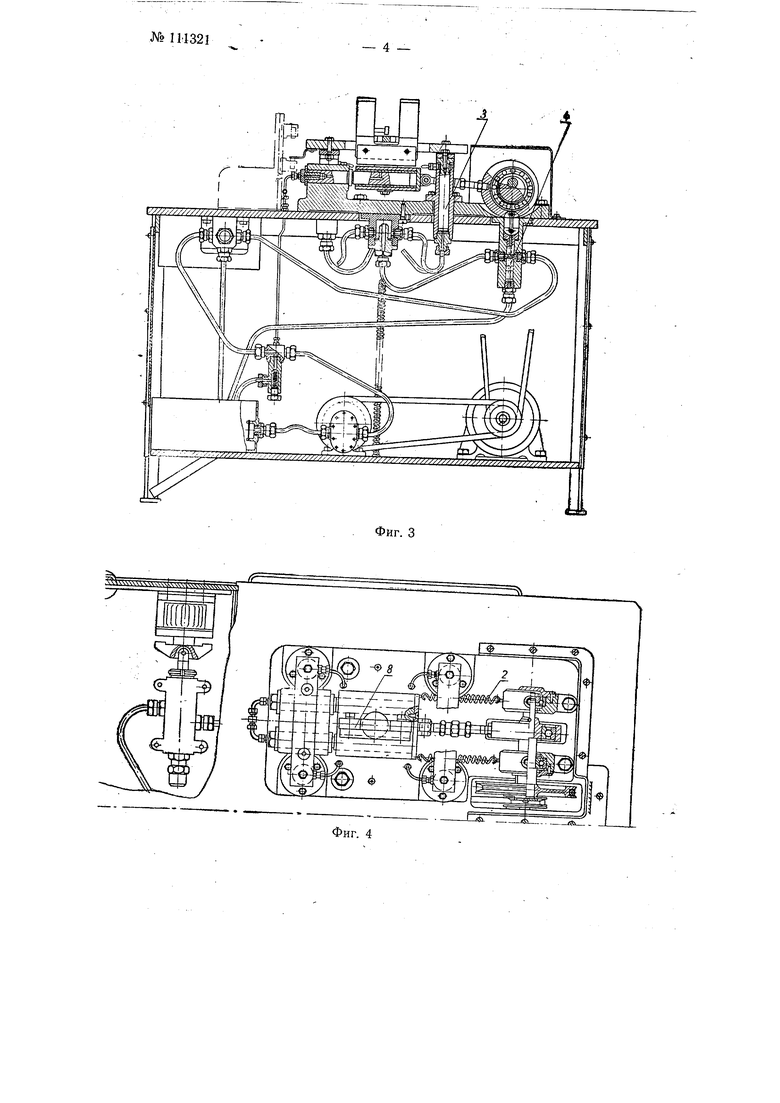
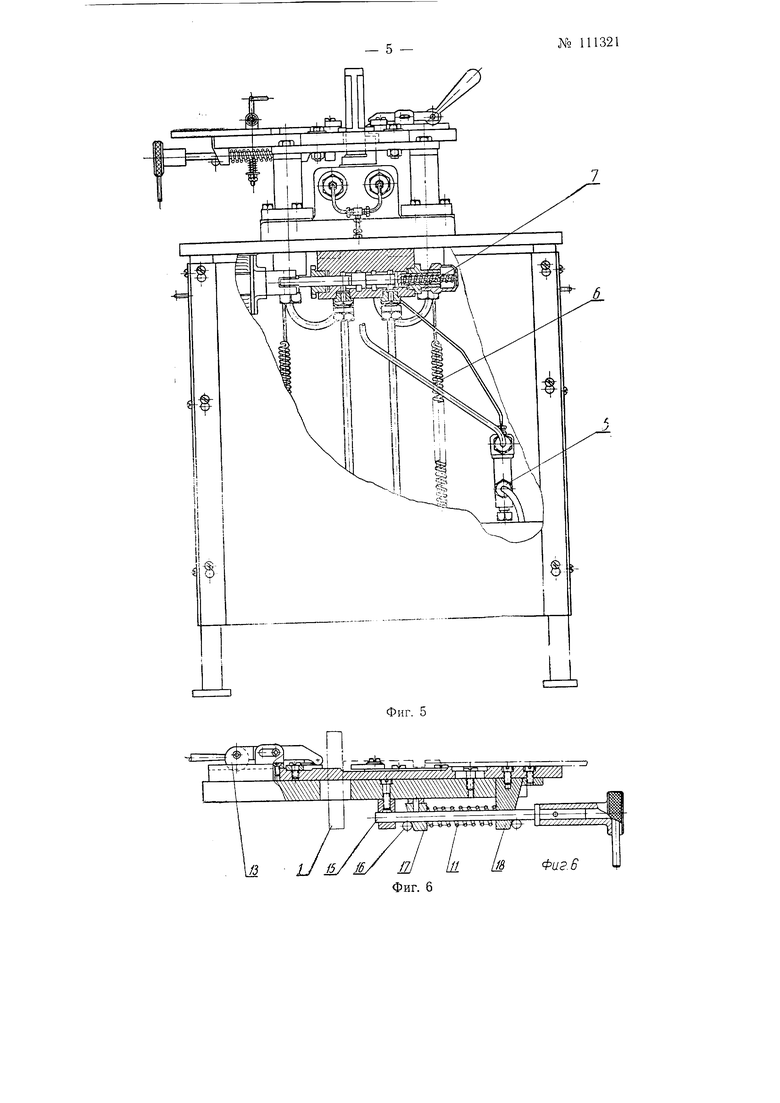
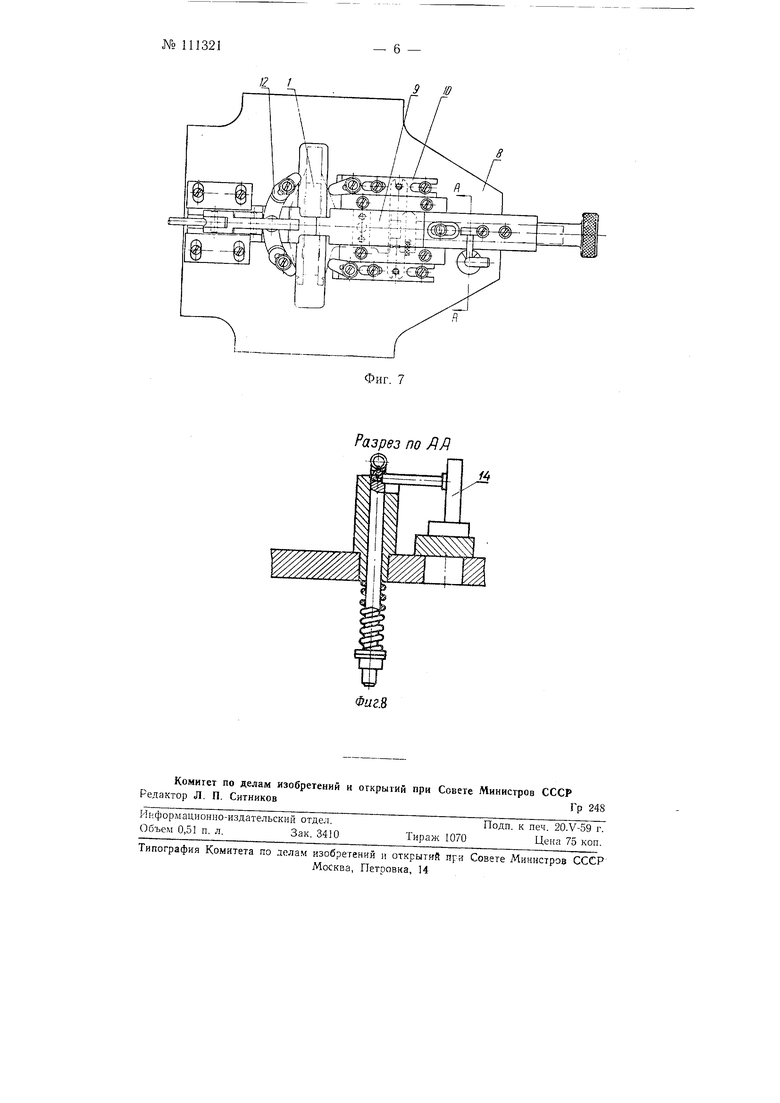
На фиг- 1 показана принципиальная схема доводки штангенциркуля; на фиг. 2 - график изменения скорости доводки; па фиг. 3 - станок, продольный разрез; па фиг. 4 - вид сверху с частичным разрезом; на фиг. 5 - вид с торца с частичным разрезом; на фиг- 6 - приспособление для закрепления штангенциркуля, продольный разрез; на фиг. 7 - то же, вид сверху; на фиг. 8 - сечение по АЛ па фиг. 7.
Доводка осуществляется в результате двух движений: горизонтального возвратно-поступательного движения притира и вертикального поступательного движения штангенциркуля. Для получения требуемого качества доводимых поверхностей эти движения синхронизированы и изменяются, как показано на фиг. 2.
Притир /, закрепленный на угольнике ползушки, получает движение от электродвигателя через клиноременпую передачу и эксцентриковый механизм, преобра;зующий вращательное движение в возвратно-поступательное. Притир совершает 400 двойных ходов в минуту. Выбор люфта у ползушки осуществляется при помощи двух спиральных пружин 2. Смазка направляющих ползушки производится под давлением.
Вертикальное движение штангенциркуля осуществляется гидравлически. Поршни гидравлических цилиндров 3 являются вертикальными направляющими и через планки жестко связаны с плитой, на которой монтируется приспособление, удерживающее притираемый штангенциркуль.
№ 11J321
Согла|Сованность движений притира и штангенциркуля достигается при помощи клапана Периодической подачи 4, который открывается и закрывается в зависимости от положения эксцентрикаКогда притир находится в крайних положениях хода , клапан закрыт и штангенциркуль неподвижен.
В среднем положении хода притира, когда он имеет максимальную скорость, клапан полностью открыт и штангенциркуль имеет максимальную скорость движения.
Регулировка величины перемещения штангенциркуля производится при помощи клапана 5. Выбор люфта достигается при помощи пружин 6Реверсирование движения штангенциркуля производится автоматически при помощи крана обратного хода 7. Кран 7 управляется электромагнитом.
На притир перед доводкой наносится тонкий слой рабочей жидкости, содержащей микропорошок зернистостью М20. Для интенсификации процесса в рабочую жидкость вводят химические добавки.
Приспособление, удерживающее притираемый штангенциркуль, представляет собой плиту 5, на которой укреплены подвижные планки 9 и W. Поджим губок штангенциркуля к притиру осуществляется при помощи пружины // и кулачков 12. Конструкция прижимных элементов обеспечивает самоустанавливаемость штангенциркуля в процессе работы. Закрепление штангенциркуля в приспособлении достигается при помощи эксцентрикового зажима 13 и ролика 14.
Чтобы отвести измерительные поверхности ш тангенциркуля от притира достаточно повернуть стержень 15 на 180°. При повороте стержня 15 вместе с ним поворачиваются ролики 16, которые, скользя но наклонным поверхностям ползуна 17 и стойки 18, сближают их, отводя таким образом губки от притира.
Предмет изобретения
1.Станок для доводки измерительных поверхностей штангенциркуля, отличающийся тем, что, с целью обеспечения механизации доводки, он снабжен U-образной формы притиром, укрепленным на ползушке, получающей возвратно-поступательное движение в горизонтальной плоскости от эксцентрикового механизма, который через клапан периодической подачи связан с гидроцилиндрами, сообщающими посредством поршней возвратно-поступательное движение в вертикальной плоскости штангенциркулю, закрепленному в приспособлении, смонтированном на плите, жестко связанной через планки с поршнями, являющимися вертикальными направляющими приспособления.
2.Форма выполнения станка по п. 1, отличающаяся тем, что кинематическая связь эксцентрикового механизма посредством клапана периодической подачи с гидроцилиндрами обе спечивает синхронизацию движений притира и штангенциркуля, при которой максимальной и минимальной скорости первого соответствует максимальная и минимальная скорость второго.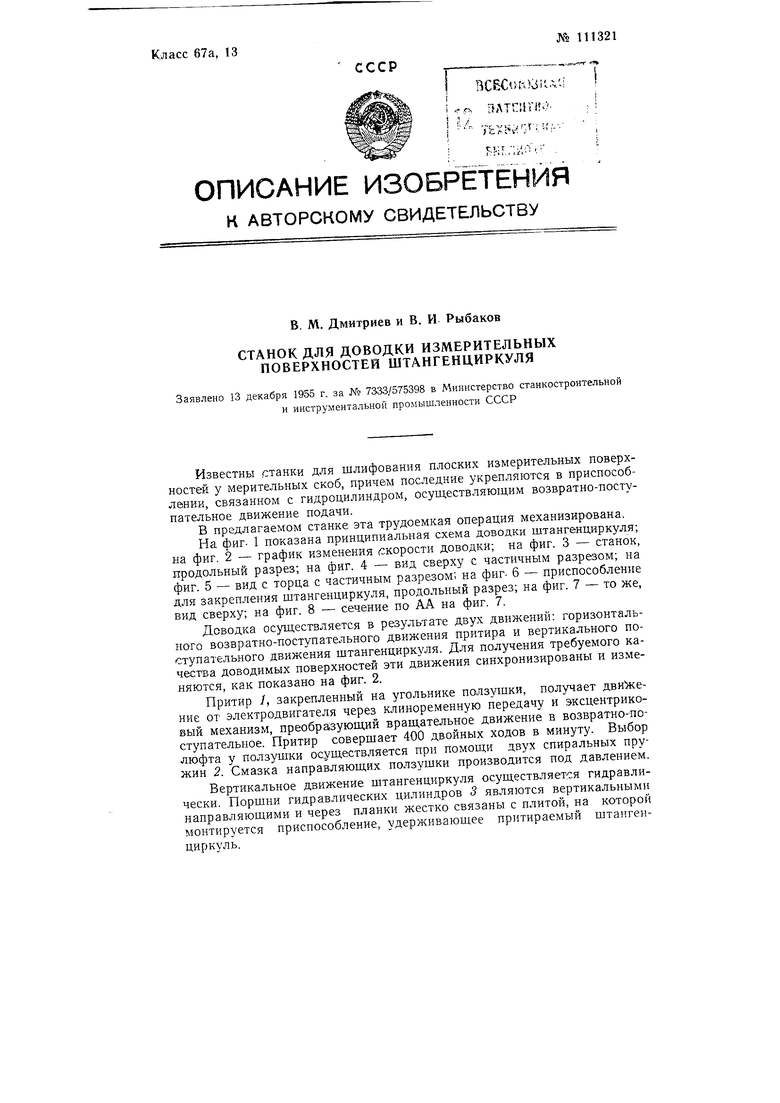
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Устройство для доводки измерительных поверхностей штангенциркуля | 1976 |
|
SU657980A1 |
| Станок для доводки конических поверхностей | 1977 |
|
SU715303A1 |
| Установка для притирки сопрягаемых уплотнительных поверхностей диска и седла клапана обратного | 2019 |
|
RU2724232C1 |
| Станок для притирки плоских поверхностей, расположенных в полости втулки, цилиндра и т.п. | 1941 |
|
SU63282A1 |
| СТАНОК ДЛЯ ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ КОРПУСА И ТАРЕЛКИ ЗАДВИЖКИ | 1968 |
|
SU209987A1 |
| Станок для шлифования измерительных поверхностей губок штангенциркулей для внутренних измерений | 1983 |
|
SU1119828A1 |
| Устройство для притирки торцовых поверхностей деталей | 1989 |
|
SU1749006A1 |
| МНОГОМЕСТНАЯ КАССЕТА ДЛЯ ОДНОВРЕМЕННОЙ ДОВОДКИ ОТВЕРСТИЙ НЕСКОЛЬКИХ КОЛЕЦ | 1954 |
|
SU100812A1 |
| МНОГОМЕСТНЫЙ СТАНОК ДЛЯ ПЛОСКОПАРАЛЛЕЛЬНОЙ ДОВОДКИ | 1994 |
|
RU2071905C1 |
Ha8m.dud.sm2i По иВие s S7SB9S
Скороапь притира
VCD 18м/мин ЪВача штангенциркуля
№ 111321
12 1
Разрез по ЛД
