(54) УСТРОЙСТВО ДЛЯ ДОВОДКИ ИЗМЕРИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ШТАНГЕНЦИРКУЛЯ
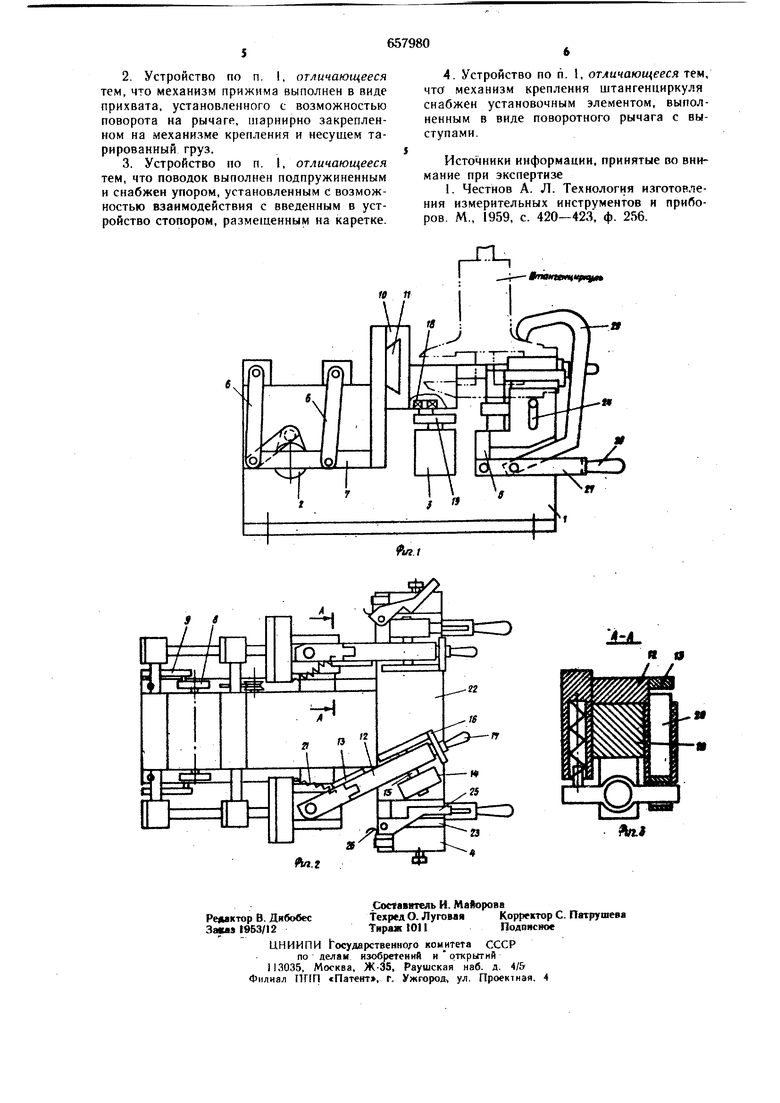
На фиг. I изображено описываемое устройство; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2.
Устройство для доводки измерительных поверхностей штангенциркуля состоит из основания 1, механизма 2, сообщающего притиру продольное возвратно-поступательное движение, механизма 3, сообщающего притиру поперечное возвратно-поступательное движение, механизма 4 крепления и механизма 5 прижима. По обе стороны бт основания 1 на кронщтейнах 6 подвещены тяги 7, Один конец каждой тяги связан с эксцентриком 8 механизма 2 через шатун 9, а другой - с кареткой 10, установленной на направляющих 11. На каретке 10 закреплен поводок 12, имеющий упор 13 и притир 14. Последний может поворачиваться на оси 15 с помогцью фрикциона 16 связанного с рукояткой 17. В пазу -каретки 0 помещен щарикоподшипник 18, установленный на оси эксцентрика 19 механизма 3. В стенкр паза каретки расположен подпружиненный стопор 20, фиксирующий поводок 12. Последний связан с пружиной 21, возвращающей его на плиту 22, разме-щенную между механизмами 4.
Каждый механизм 4 крепления содержит подвижную планку 23, рукоятку 24 и рычаг 25, связанный с пружиной 26. В нижней части механизма 4 закреплен механизм. 5 прижима, который содержит разноплечий рычаг 27, один конец которого щарнирно соединен с корпусом механизма крепления, а на другом его конце размещен тарированный груз 28, служащий одновременно рукояткой. В пазу рычага 27 расположен прихват 29, который может поворачиваться на оси.
Обрабатываемый щтангенциркуль устанавливают в паз механизма 4 крепления, базируя в зависимости от длины губок торец неподвижной губки или ребро штанги в выступы рычага 25, и прижимают к базовой плоскости. После этого щтангенциркуль зажимают подвижной планкой 23 с noMouibH рукоятки 24. Затем поводок 12 перемещают рукояткой 17, не отрывая притира 14 от поверхности плиты 22 с находящейся на ней абразивно.-доводочной .смесью, в зону доводки штангенциркуля. При перемещении притира по плите абразивно-доводочная смесь равномерно наносится на его nosepxi ность. Поводок в зоне доводки фиксируется подпружиненным стопором 20, при этом ось 15 упирается в рычаг 25, который, поворачиваясь на .оси, выходит на зоны обработки и фиксируется в исходном положении пружиной 26.
После этого рамку щтангенциркуля перемещают вниз по щтанге до соприкосновения с притиром и прижимают к нему подвижную губку. Для этого рычаг 27 прижимного механизма 5 поднимают в верхнее положение, устанавливают прихват 29 на подвижную губку щтангенциркуля и затем рычаг 27 с грузом 28 опускают, создавая давление подвижной губки на притир.
При доводке притир соверщает два возвратно-поступательных движения во взаимно перпендикулярных плоскостях. Продольное возвратно-поступательное движение при тиру 14 передается от эксцентрика 8 через щатуи 9, тягу 7, каретку 10 и поводок 12, а поперечное - от эксцентрика 19 через щарикоподшипник 18, который, перекатываясь в пазу каретки 10 перемещает ее по направляющим 11. Таким образом, путем подбора скорости вращения эксцентриков с частотой, относящейся как 7,5 : 1, 15:2 обеспечивают сложное движение притира.
Ло окончании доводки измерительных поверхностей щтангенциркуля подвижную губку освобождают от нагрузки. Для этого достаточно поднять рычаг 27 и тяга 29 под действием центра тяжести поворачивается на оси вниз, после чего рычаг опускается.
Далее поводок 12, поднимают в верхнее положение, который, поворачиваясь в шарнире, нажимает через упор 13 на фиксирующий стопор и возвращается с помощью пружины 2 из зоны доводки на плиту 22, где производят правку притира методом взаимной поверхностей.
После установки следующего щтангенциркуля притир переворачивают на другую сторону рукояткой 17 с помощью дискового фрикциона 16, обеспечивая нанесение абразивно доводочной смеси на обе поверхности притира и последовательную правку его.
Все операции выполняют без остановки станка.
Предложенное устройство исключает деформацию щтанги, обеспечивает сложное движение инструмента, позволяет обрабатывать различные по конструкции щтангенЦиркули.
Формула изобретения
I. Устройство для доводки измepиteльныx поверхностей щтангенциркуля, содержащее размещенные по обе стороны от основания, тяги: установленные с возможностью продольного возвратно-поступательного перемещения от эксцентрикового механизма и кинематически связанные с притиром через щарнирно установленный поводок, механизм крепления штангенциркуля, несущий механизм прижима, отличающееся тем, что, с целью расширения технологических возможностей и повышения точности доводки, устройство снабжено установленной между механизмами крепления плитой, на рабочей поверхности которой размещен притир, н кареткой с механизмом поперечного возвратно-поступательного перемещения, установленной на введенных в устройство направляющих, связанных с тягами, и несушей пово,док.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки плоских поверхностей | 1985 |
|
SU1284803A1 |
| Устройство для доводки деталей | 1981 |
|
SU979091A1 |
| Устройство для обработки плоских поверхностей деталей | 1982 |
|
SU1047667A1 |
| Способ абразивной обработки плоских поверхностей прямоугольных деталей и устройство для его осуществления | 1986 |
|
SU1366371A1 |
| Устройство для доводки деталей | 1982 |
|
SU1027016A1 |
| Станок для доводки измерительных поверхностей штангенциркуля | 1955 |
|
SU111321A1 |
| Устройство для доводки деталей | 1984 |
|
SU1252143A2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для выдачи билета и сдачи | 1979 |
|
SU868800A1 |
| Станок для шлифования измерительных поверхностей губок штангенциркуля | 1960 |
|
SU135783A1 |
